Laser Efficiently Drills Rivet Holes in Composites

Drilling rivet holes in composite materials has been a challenge for many years. Traditionally, using standard tools has resulted in rapid tool wear and material damage, including integrity, surface quality and delamination.
Last year, the LaBoKomp project was completed at Laser Zentrum Hannover (LZH) in Hannover, Germany, after the development of a laser-based system to reduce the drilling time per rivet hole in carbon-fiber-reinforced plastic (CFRP) and glass-fiber-reinforced plastic (GFRP). The project was funded by the German Federal Ministry of Education and Research within the scope of the country’s KMU-Innovativ: Photonik initiative, which supports cutting-edge research by small and medium-sized businesses in Germany.
During the three-year project, LZH scientists and four German companies closely collaborated to develop this unique automated system. The companies are TRUMPF Laser GmbH, KMS Technology Center GmbH, INVENT GmbH and Premium Aerotec GmbH.
Key system components include a machining station with a new type of laser (from TRUMPF) and operating software (developed by KMS) that allows drilling parameters in assemblies to be continuously adjusted during the process to optimize hole quality.
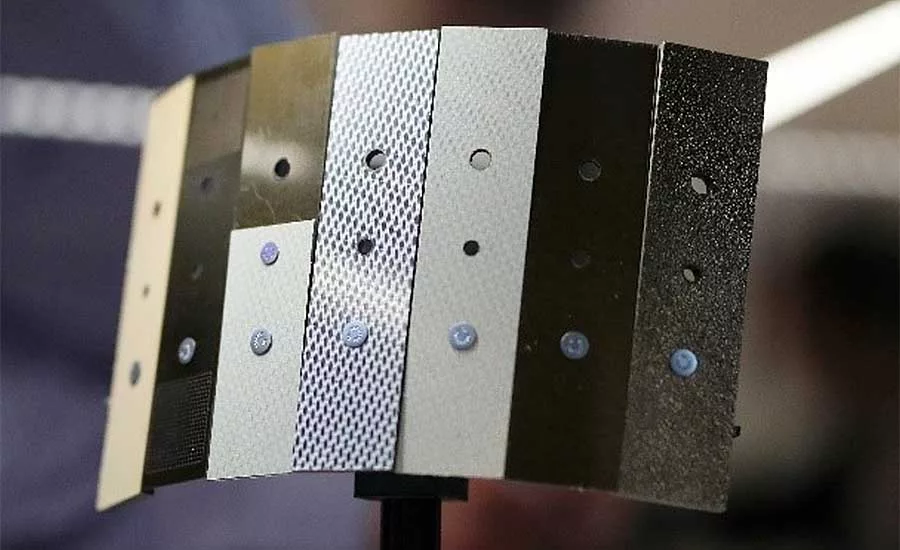
The system can drill holes in CFRP types commonly used in aviation, as well as laminates with GFRP top layers and copper mesh. It is also able to drill different laminates placed on top of each other.
Clamping and positioning features include integrated vibration recognition and damping. Unlike conventional separation processes, a single clamping system is used for all component variants. Process gases and emissions are efficiently supplied and exhausted.
The LZH scientists specifically tested the laser drilling system on the C-shaped struts that stabilize the airplane cargo hold floor. Test results show a drilling time of less than 10 seconds per rivet hole—a timeframe that is similar to conventional tools, but without tool wear or the risk of delamination.
Looking for quick answers on assembly and manufacturing topics? Try Ask ASM, our new smart AI search tool. Ask ASM
Extensive drilling work orders can be programmed by specifying a few variables. The process is continuously monitored by thermography that regulates heat dissipation and quickly cools workpieces.
Experts at INVENT demonstrated that the laser-drilled holes are equal in quality to holes drilled with conventional tools. Aerotec is focusing its attention on commercializing the technology for producing aircraft support struts.
TRUMPF offers three types of lasers for drilling. Those for single-shot drilling use comparatively high pulse energy to produce the hole. In percussion drilling, the hole is produced using multiple short-duration, low-energy laser pulses. This technique produces deeper, smaller-diameter holes than single-shot drilling.
Trepanning and helical drilling are other laser drilling methods. The former involves creating a pilot hole using percussion drilling, then enlarging the hole and moving over the workpiece in a series of increasingly larger circles.
With helical drilling, the laser begins moving in circles over the material as the pulses are delivered, with a large amount of material shooting upward in the process. The laser continues to work its way through the hole in a downward spiral.
TRUMPF’s full range of lasers include disk, diode, fiber, short and ultrashort pulse, marking, CO2, pulsed, scientific and those for hardening and metal deposition. For more information, call 860-255-6000 or visit www.trumpf.com/en_US.
Looking for a reprint of this article?
From high-res PDFs to custom plaques, order your copy today!






