Carbon-Fiber Composites Grow in Popularity
Adhesives and fasteners can be used to assemble many types of composite parts

Strong and lightweight, carbon-fiber reinforced plastic (CFRP) offers numerous benefits to automotive and aerospace manufacturers. Many engineers are intrigued by potential applications for the material, yet remain frustrated by joining challenges. However, new products make it easier than ever to assemble composites to dissimilar materials such as aluminum and steel.
Carbon-fiber composites offer lighter weight, better corrosion resistance and higher impact strength than metal. They weigh approximately one-fifth as much as steel and are up to three times lighter than aluminum, yet they’re comparable in terms of resistance and strength, depending on fiber grades, orientation and processing techniques.
But, unlike traditional steel stampings, carbon-fiber parts are typically more expensive and take longer to produce. Numerous creep and fatigue issues also need to be addressed when joining composites.
The technology has already been widely adapted by the aerospace industry for numerous applications, including structural components such as fuselages and wings. In addition, carbon-fiber parts are increasingly being used for more down-to-earth applications ranging from bicycles, guitars, laptop computers and storage tanks to offshore oil platforms, railcars, trailers and wind turbine blades.
Automotive engineers are also paying closer attention to the technology. Once reserved for low-volume use in racecars and high-performance sports cars, carbon-fiber parts are now being used more on mass-produced vehicles, such as Audi A8 and BMW 7 Series sedans and GMC Sierra pickup trucks.
“Carbon-fiber composite applications in the auto industry are growing as the technology becomes more mature, the cost comes down and the flexibility of manufacturing becomes more precise,” says Mike Mowins, president of global licensing at the Phillips Screw Co. “We’re seeing more Tier 1 suppliers using the material as a replacement for metallic parts, especially in applications such as doors, instrument panels and seats.”
“The general practice is to manufacture individual components using CFRP, then join them to function-bearing metal components using adhesives or fasteners,” notes Daniel Gunther, an engineer at the Fraunhofer Research Institute for Casting, Composite and Processing Technology. “In other words, components that connect long expanses and transfer loads can be manufactured using CFRP, while metal is reserved for functional components and attachment points, such as steering mechanisms.”
Looking for quick answers on assembly and manufacturing topics? Try Ask ASM, our new smart AI search tool. Ask ASM
“Even if companies are not currently using carbon-fiber composites, it’s one of the items on their material watch list,” claims Greg Moriarty, an application engineer at 3M. “Manufacturers want to reduce weight, but match the same performance that they get with metals. Most applications we see involve attaching composite parts to dissimilar materials, such as ceramics, glass or metals.
“More engineers are becoming comfortable with composite materials today,” says Moriarty. “That’s especially true with younger engineers who have recently been exposed to the technology in college.”
“The drive to reduce weight of structural components is a huge factor contributing to the increased interest in carbon-fiber composite materials,” adds Miranda Marcus, applications engineer in the polymer joining group at EWI. “However, unlike metal and plastic, welding is not a viable joining option.
“The key challenge is that the fiber, or filler, content is often quite significant, leaving little base material available to weld,” explains Marcus. “Additionally, the fiber or filler is very unlikely to cross the weld boundary, meaning that the weld will never meet the reinforced strength of the base material.
“Currently, the most popular assembly method is via adhesives and fasteners,” says Marcus. “These are both well-established joining methods used for structural and load-bearing applications.”
Mechanical Fastening
When applications require disassembly and repair, fasteners are typically the best assembly alternative. But, spreading loads over a large surface is a key concern of carbon-fiber composites.
Delamination and fracturing can be detrimental to the structural integrity of the material. That’s why some applications combine bonding and fastening to address the issue.
“The biggest mistake that engineers make is not spreading the load through the structure sufficiently,” says Mowins. “They tend to go back to what they know from traditional mechanical joining in metallic structures where you don’t have the cracking and delamination that you see in composites.
“It’s important to understand how composites work,” warns Mowins. “Engineers should always avoid creating undo stress in the joint area. Traditional plastics tend to be able to deform and don’t crack or be as brittle as carbon-fiber reinforced materials.
“Our new point drive thread end recess product and our designs with large underhead bearing surfaces are typically used to join carbon-fiber composite parts to metallic structures,” explains Mowins.
“A fastener solution that is well aligned with composite joint requirements can significantly reduce complexity and related assembly costs, while providing serviceability,” adds Brandt Ruszkiewicz, Ph.D., lead development engineer at Semblex Corp. “In critical applications where adhesives may be considered or required, the use of mechanical fastening provide additional peel strength that adhesives may not provide on their own. This is especially critical for high-impact or ‘crash’ scenarios.”
One challenge to joining composites is the risk of galvanic corrosion. Since carbon is a strong cathodic material, it corrodes when coupled with anodic materials such as low-carbon steel. To address that issue, engineers should consider using alternative materials for fasteners and coatings.
Another challenge that engineers may encounter, especially with thread-forming or self-drilling fasteners, is material flaking or dusting during assembly. That can create potential contamination in the joint.
Semblex offers several products that address these issues. For instance, the FlowPoint DELTA PT fastener (designed and licensed by EJOT GmbH & Co.) is ideal for joining CFRP to thin metals such as aluminum.
“This product creates its own hole and forms threads during installation with minimal material flaking,” explains Ruszkiewicz. “In addition, we have expanded our technical and product development teams to focus on new solutions and technologies for next-generation lightweight materials, such as thermoset CFRP.”
Adhesive Bonding
Mechanical fasteners typically require additional production steps that can lead to stress concentrations and premature failures. For instance, drilling holes into composite materials can reduce strength due to discontinuities in the matrix and reinforcing fibers. Adhesives distribute stress evenly across the bond line, while mechanical fasteners create stress concentration points that can result in premature failure.
Adhesive bonding is the most common assembly process used with carbon-fiber composites, because it avoids that problem and offers design flexibility. Structural adhesives, in particular, are one of the most versatile and reliable alternatives for joining composites and multimaterial assemblies.
“Structural adhesives are preferred by many engineers working with composites,” claims Moriarty. “They provide a continuous bond line, which provides much better performance, especially when a joint needs to absorb energy.
“Designing with composites and multiple materials allows you to use thinner, lighter substrates to create products with improved flexibility and higher resistance to vibration and movement,” says Moriarty. “Joining these parts within your assembly requires new methods of bonding beyond mechanical fasteners and welding.”
3M offers a wide variety of acrylics, epoxies and urethanes that can be used with carbon-fiber composites. For instance, its DP6310NS and DP6330NS Scotch-Weld multimaterial composite urethanes are two-part adhesives for durable bonding of composite parts.
Another product designed for bonding composite parts is DuPont’s Betaforce 9050M. The two-component polyurethane is used for joining multimaterial structural parts in heat-accelerated and ambient temperature cure processes and gap filling applications.
“Betaforce 9050M provides increased load bearing capability and increased static and dynamic stiffness,” claims Andreas Lutz, R&D director at DuPont. “It offers particularly stable physical properties over a large temperature and ambient moisture content range, which helps ensure performance in all climate conditions.”
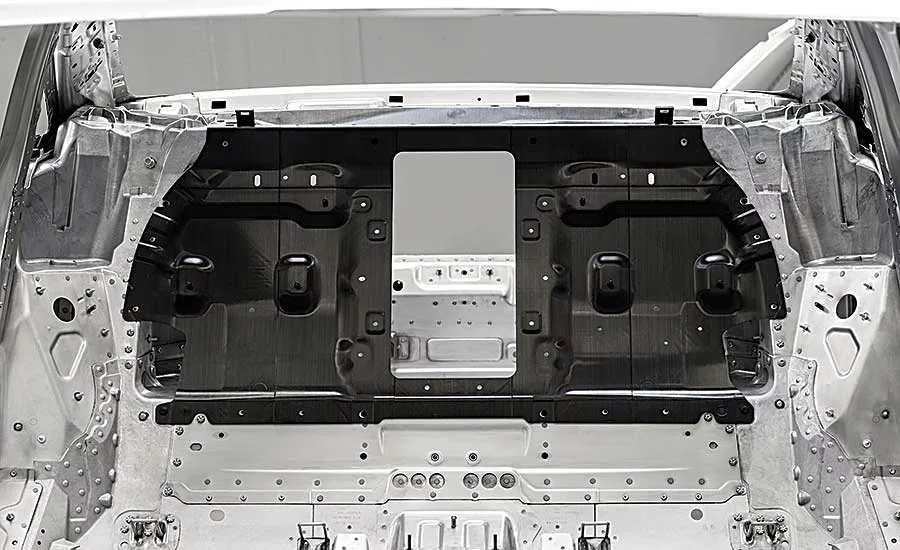
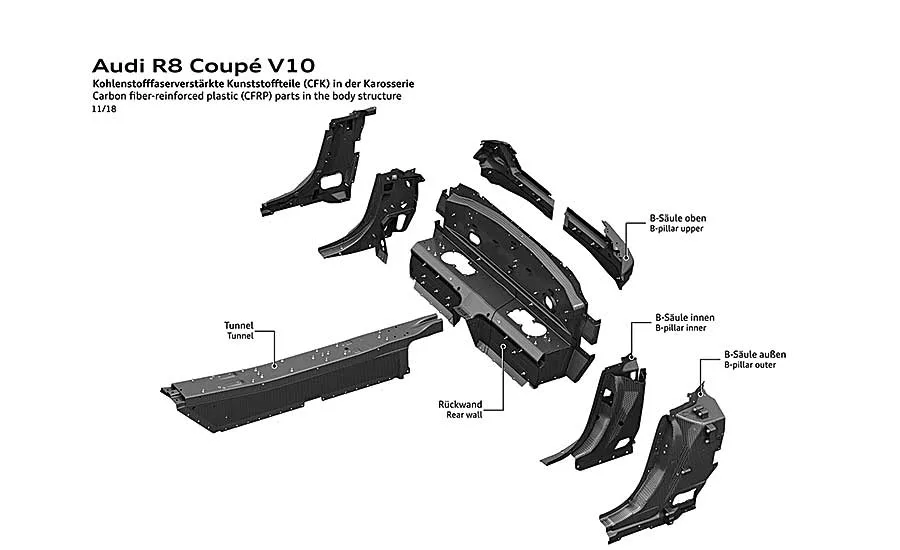
The adhesive is used by Audi to attach lightweight parts, such as the carbon-fiber composite rear wall structure in the A8 sedan.
“The ultra-high strength, torsional ridged rear panel contributes significantly to the lightweight design of the vehicle,” says Lutz. “It [provides] an additional 33 percent of the overall torsional stiffness of the vehicle and a 24 percent improvement compared to its predecessor.
“The adhesive can undergo heat-accelerated cure without compromising adhesion properties and performance,” explains Lutz. “This enables cycle times of around 1 minute, while providing a significant reduction of takt times as currently applied in the manufacturing of the rear panel parts.”
“Adhesives minimize or eliminate secondary operations like punching holes, which is required with many fastener applications,” adds Gustavo Reyes, global technology and segment head VRM at Henkel Corp. “Some additional benefits of using adhesives are: forming strong bonds; lower overall costs while increasing the durability of products; and lighter weight than mechanical fasteners.
“Durability is improved because adhesives distribute stress across the entire bonded area, whereas fasteners can create stress concentrations leading to weak points across the substrates,” says Reyes. “Aesthetics is another advantage of using adhesives, since it provides a clean look [while also] enabling engineers to create products that meet structural integrity requirements.”
Increasing demand for fiber-reinforced, resin-matrix composites has recently prompted Henkel’s R&D department to create several new types of adhesives.
“Our latest innovation is a line of universal structural bonders that employ patented hybrid technology,” notes Reyes. “These adhesives combine the strengths of two very different chemistries to achieve enhanced bond strength, cure speed and durability on a range of substrates, including plastics, metals and composites.
“We have developed six hybrid universal bonders that combine instant adhesive technology with acrylic and epoxy technologies,” Reyes points out. “The resulting products cure to fixture strength in seconds and to functional strength in minutes. They are environmentally friendly, nonhazardous, user friendly and GHS compliant. They also offer both UV resistance and environmental resistance.
“Loctite HY4070 is a cyanoacrylate-acrylic that is formulated to cure rapidly while delivering the rigid bond lines, vibration, impact and UV resistance that engineers expect from an acrylic adhesive,” claims Reyes. “Similarly, our cyanoacrylate-epoxy hybrid, Loctite HY4090, cures rapidly and provides the toughness and chemical resistance of an epoxy.
“Both of these hybrid adhesives can be drilled, sanded, painted and otherwise treated to deliver the aesthetics desired,” adds Reyes. “They can bond any shape or size assembly.”
One common misperception about assembling carbon-fiber composites with adhesives is that these substrates are easily bondable. However, it is important to carry out the necessary surface preparation to ensure good bonding.
“Many times, composites are coated with a mold-release agent or a gel coat, which inhibits their ability to bond well to other substrates,” warns Reyes. “Hence, thorough degreasing needs to be carried out to provide a surface free of any contaminants. Frequently, mechanical abrasion of the composites is also [performed] to further improve their bond strength.
“However, caution must be exercised to make sure that the reinforcing fibers are not exposed or damaged while abrading,” says Reyes. “A combination of both techniques [will result in] optimum results.”
To learn more about lightweighting, click on the following ASSEMBLY articles:
- Clemson Leads the Lightweight Vehicle Charge
- Lightweighting Is Top Priority for Automotive Industry
- Michigan State Is at the Leading Edge of Automotive Composites
- Natural Fibers May Hold the Key to Lightweighting
- New Materials Allow Soldiers to Shed Weight
- New Materials Spur Innovation in Sporting Goods Manufacturing
- New Techniques for Joining Plastic to Metal
- New Techniques for Joining Steel and Aluminum
- Power Train: The New Lightweighting Frontier
- The Lighter Side of Automotive Assembly
- Trucks Go On a Diet
Looking for a reprint of this article?
From high-res PDFs to custom plaques, order your copy today!





