Mercedes’ Factory of the Future
Mercedes’ new assembly plant sets standards for flexibility, efficiency, sustainability and digital production.





The Mercedes-Benz assembly plant in Sindelfingen, Germany, has seen a lot of change during more than a century of operation.
Daimler Motor Co. built the facility in 1915 to produce aircraft engines. Following World War I and the company’s merger with Benz & Co., the factory began assembling cars. Its first moving assembly line was implemented in 1927, and its first press shop opened two years later.
Although the plant was heavily damaged during World War II, it began producing cars again in 1946 and was running two shifts by 1950. In 1972, the factory began producing the Mercedes-Benz S-Class, which it still makes.
Today, the factory spans more than 31.8 million square feet and employs some 35,000 people. It produces more than 300,000 vehicles per year, around 15 percent of Daimler’s total vehicle production. Until 2015, the plant was Daimler’s top-producing factory, a distinction now held by the company’s assembly plant in Bremen, Germany. In terms of scale, it is the third largest vehicle manufacturing plant in Germany, behind Volkswagen’s Wolfsburg plant and Audi’s plant in Ingolstadt.
Now, change has come again to the complex. In September, Mercedes-Benz opened its new Factory 56 in Sindelfingen. Representing an investment of $864.3 million, the assembly plant sets new standards for flexibility, efficiency, sustainability and digital production.
New models—from compact cars to SUVs, gas, hybrid and electric—can be integrated into series production in just a few days. On just one level, Factory 56 can perform all assembly steps for vehicles of different designs and drive systems. At first, the new generation of the Mercedes-Benz S-Class sedan and long-wheelbase version will drive off the assembly line. Later, the Maybach S-Class and the EQS, the first all-electric S-Class, will also be assembled on the same line.
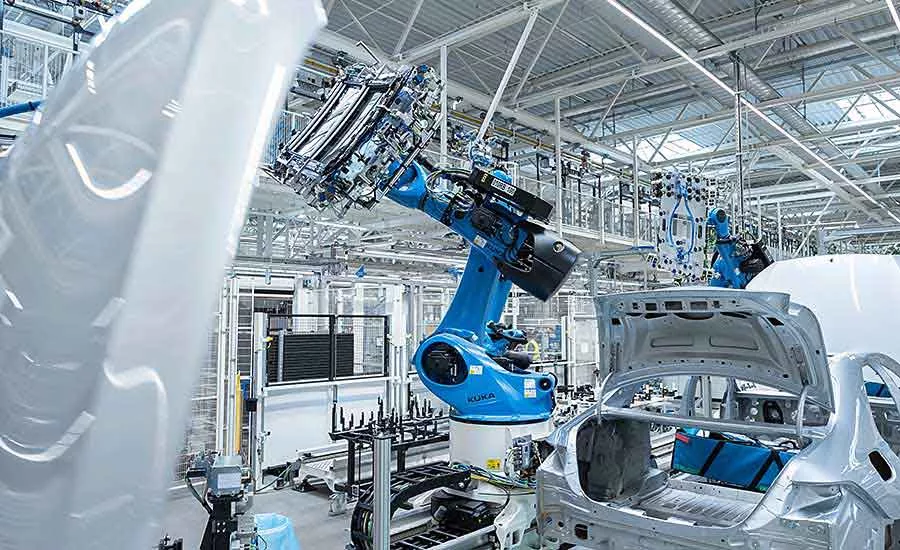
What Mercedes calls “TecLines” serve to avoid fixed points in the assembly process. The traditional assembly conveyor has been replaced by driverless transport systems. To integrate a new product or process, engineers only need to change the route of the automated guided vehicle (AGV). More than 400 AGVs traverse a pair of TecLines at the factory.
Looking for quick answers on assembly and manufacturing topics? Try Ask ASM, our new smart AI search tool. Ask ASM
The plant also rethought the “marriage process,” in which the vehicle body is connected to the chassis and drive system. The factory’s “Fullflex Marriage” lines consist of several modular stations that easily convert from one vehicle model to another, thereby avoiding long production interruptions for changeover.
The factory is completely carbon neutral. The factory is powered by a photovoltaic system, a DC power grid and energy-storage systems based on reused vehicle batteries.
Factory 56 also serves as a showcase for smart, digital production. Mercedes’ MO360 “digital ecosystem” is being used to its full extent for the first time at Factory 56. MO360 comprises a family of software applications that are connected via shared interfaces and standardized user interfaces, using real-time data to support worldwide vehicle production. MO360 integrates information from the main production processes and IT systems of some 30 Mercedes-Benz car plants worldwide, combining efficiency and quality tools in a functional unit for maximum transparency. Machines and production equipment are interconnected throughout the factory. This 360-degree connectivity not only extends throughout Factory 56 itself, but to the entire value chain.
“In Factory 56 we have succeeded in combining flexibility, efficiency, digitalization and sustainability,” says Ola Källenius, chairman of the Board of Management for Daimler AG and Mercedes-Benz AG. “Factory 56 sets the direction for the future of automobile production at Mercedes-Benz: resource-friendly, connected and flexible.”
Those efforts are already bearing fruit. Assembly of the S-Class on the new line is 25 percent more efficient than the previous one.
Smart Production
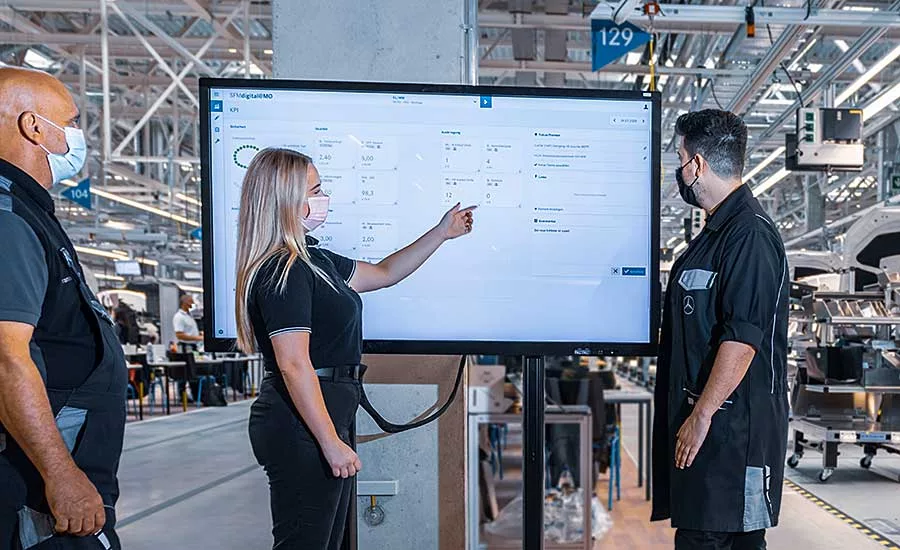
The MO360 system enables engineers and managers to optimize production based on key performance indicators. It also makes individual, needs-based information and work instructions available to each employee in real time. Major elements of MO360 are already in use at more than 30 plants around the world.
In Factory 56, a new, digital infrastructure with a high-performance WLAN and 5G network provides the basis for full digitization. This enables the plant to take advantage of Industry 4.0 applications, such as smart devices and data analytics.
Digital production technologies have been implemented everywhere. For example, Factory 56 is completely paperless. Thanks to digital tracking of each vehicle on the line via a positioning system, the vehicle data that are relevant to employees are displayed on the line in real time, using digital devices and display screens. All totaled, this will save about 10 tons of paper each year.
Machines and production equipment are interconnected throughout the entire factory; most of them are already Internet-of-Things capable. Digital technologies such as virtual and augmented reality were used during the development and planning of Factory 56, and also help to make series production more flexible and efficient. In cooperation with suppliers and transport service providers, various tracking and tracing technologies allow material flows to be traced digitally around the world.
“Factory 56 is our most advanced automotive production facility worldwide,” says Jörg Burzer, manager for production and supply chain at Mercedes-Benz. “Everything here places people at the center of things. Thanks to MO360, we are making production processes in Factory 56 even more transparent and setting milestones in digital production.”
Sustainable Production
Like digitization, sustainability was a major goal for Factory 56. Conserving resources and reducing energy consumption are the cornerstones of this approach. Factory 56 is operating on a carbon-neutral basis right from the start. All in all, the total energy requirement of Factory 56 is 25 percent lower than that of other assembly facilities.
The roof of Factory 56 sports more than 12,000 photovoltaic modules with an output of more than 5,000 kilowatts. The system supplies approximately 30 percent of the building’s annual power requirements. Some of this power flows into an innovative direct-current network that will improve the energy efficiency of the assembly shop in the future. It also powers technical systems, such as ventilation units.
A stationary energy bank based on recycled vehicle batteries is also connected to the DC network. With an overall capacity of 1,400 kilowatt-hours, it stores excess power from the photovoltaic system. Modern LED lighting and an innovative blue-sky architecture, which allows employees to work in daylight, create a pleasant working atmosphere while saving energy.
Plants cover approximately 40 percent of the factory’s roof area. This not only compensates for the sealed ground area, but also improves the interior climate in the building by retaining rainwater. This is a new system that separates rainwater from contaminated water. By storing the rainwater, Factory 56 relieves the burden on neighboring water sources and creates new green areas.
The building itself was also designed and built with sustainability in mind. For example, the concrete façade is constructed of recycled concrete made from demolition material.
The Human at the Center
Social responsibility is reflected in Factory 56. More than 1,500 employees work in two shifts at the factory. Wherever possible, Mercedes-Benz involved employees in planning the factory. For example, production workers were asked about their personal preferences in an online survey. They were able to state in which shift, in which area and with which colleagues they would like to work. The employee response rate was high, and more than 85 percent of employees’ wishes were granted.
Ergonomics were an important factor in designing Factory 56. All assembly stages were evaluated for ergonomics at an early stage. Vehicles on the line are brought into the most favorable working positions for assemblers by a rotating overhead conveyor or the mobile platforms. All workstations are height-adjustable.
Looking for a reprint of this article?
From high-res PDFs to custom plaques, order your copy today!







