Cost Reduction in Wire Harness Assembly
Experience, foresight and a reliable enterprise resource planning (ERP) system are the keys to cutting expenses throughout the wire harness assembly process.



In the marketing world, a pair of scissors is all that’s needed to cut expenses. But, in the real world of business, scissors are the last thing company executives need near them during the stressful process of deciding where to reduce costs.
A more effective, and safer, tool is an advanced enterprise resource planning (ERP) system, which allows engineers to access and track a project’s bill of materials (BOM), labor prices, CAD files and equipment efficiency from start to finish.
“The ERP system is absolutely essential to properly track all of these cost factors,” says Rick Bromm, president of ALTEX Inc., a manufacturer of wire and cable harnesses since 1998. “With the right ERP system, you can also stay on top of scheduling, parts used and in storage, and material quantities purchased and their lead times.”
ALTEX relies on the Microsoft Navision ERP system to track all assembly costs on a wide variety of harnesses used in multiple industries. These include medical devices and what Bromm calls specialty transportation.
“One customer is a company that performs vehicle modification,” explains Bromm. “After workers take out the floor to create more headroom, they need to remove the original wire harnesses.
“We rebuild these harnesses so they provide power to the wheelchair elevator lift, standard safety features like air bags and restraints, and options such as air conditioning and a DVD player,” continues Bromm. “This harness rebuilding is quite extensive and expensive. But, the customer knows this upfront, and also knows it will get a high-quality harness every time.”
Reducing the cost of a wire harness is often a complex process that requires the manufacturer to evaluate expenses in several areas and then look for ways to limit them. The main cost areas related to every harness are design and documentation, wire and components, labor, equipment, and assembly and testing.
Looking for quick answers on assembly and manufacturing topics? Try Ask ASM, our new smart AI search tool. Ask ASM
Design and Documentation
In harness assembly, manufacturers and customers typically work closely together from start to finish during a project.
“Most of the time, our customers provide us with a design of the harness or harnesses they want built,” notes Bromm. “This design comes from their internal engineering team.”
After obtaining the design, ALTEX engineers carefully vet it in light of the IPC-WHMA-A-620D standard, Requirements and Acceptance for Cable/Wire Harness Assemblies. This process can range from being reasonably short to fairly long, depending on harness complexity.
“If a customer requests it, we then perform a design for manufacturability (DFM) review of the drawings,” explains Bromm. “The DFM process serves as the basis of our cost analysis, with the end goal being to build the highest-quality harness at the lowest cost.”
Bromm says that this process focuses on evaluating ways to increase automation. This, in turn, leads to improved quality and any design changes that would allow the operators to build the assembly more efficiently without introducing any quality risks.
Parker Garrett, owner and general manager of EMSCO, also acknowledges the importance of having an ERP system to effectively monitor harness assembly costs. Garrett complements his company’s E2 Shop ERP system (by Shoptech) with Arcadia software, an electrical computer-aided design (ECAD) program.
“About 70 percent of the time we’re given some type of a harness design to work from, whereas the rest of the time we must do the design from scratch,” explains Garrett. “Arcadia helps extensively in either case. The software allows us to create key documentation for the designs we receive. And for those we create, it ensures an error-free design, plus complete documentation that simplifies the harness assembly process.”
Garrett is equally impressed with Arcadia’s ability to quickly produce high-quality drawings, as well as determine wire strip lengths, and individual wire markings. The software also automatically programs the wire processing machines, and indicates where each wire and terminal needs to be placed in a harness. Another benefit is the software can produce a troubleshooting diagram (schematic) of each harness for the customer.
Wire and Components
Usually, the customer provides detailed specifications for all wire and components to be used in the harnesses. These include wire or cable size, conductor material and number, insulation material and thickness, wire or cable coverings, and the number and type of terminals, connectors, relays, fuses, locks and grommets. Sometimes, however, the customer has the manufacturer take the lead in this area because of its experience or expertise.
At EMSCO, engineers use E2 Shop daily to determine, in real time, the availability of any component specified for a harness. If the exact component is not available, the lead engineer on the project will notify the customer of this situation and recommend an alternative component that he feels can work just as well and is currently in EMSCO’s stock. This approach saves money for both the manufacturer and customer.
“Some customers know exactly what they want and hold firm to it,” says Garrett. “We then make them aware that this approach may result in more costly harnesses and longer lead times due to components not being immediately on hand. A related issue is harnesses of greater complexity may also take longer to assemble.”
Garrett regularly recommends to customers that EMSCO take the lead on the electrical design of their harnesses. This gives the manufacturer greater flexibility to lower costs in areas such as wire and connector type, heat-shrink-tubing material and bundling method.
“Another key benefit of the ECAD software is it accurately lists all components needed for each harness in a project,” adds Garrett. “This list greatly limits scrapped materials, which is a way for us to cut component-related expenses.”
Rob Boyd, senior product manager at Schleuniger Inc., recommends that harness manufacturers avoid the temptation to purchase the lowest-cost components. They save money upfront, but can cause production challenges, which may lead to increased setup time, loss of productivity and possible defect.
“For instance, low-cost coax cables (regular or high voltage) are often not concentric,” notes Boyd. "This makes it much more challenging to process consistently, and is harder (i.e., more time consuming) to set up. It may also result in defects. In the end, low-cost materials can be very costly to customers.”
ALTEX utilizes focused wire and connector supply chains to minimize its component costs, improve communication and become a priority with the supplier. Bromm says this strategic approach to obtaining components at the best value has served the company well for many years.
“Our customers typically specify wire and components like terminals and switches,” says Bromm. “The wire is almost always in the UL style, which includes specifications for gauge size range, insulation material, and temperature and voltage rating.”
Manual vs. Automated
Labor is the most difficult assembly cost to evaluate and trim because it is inherently part of the other five factors. For ALTEX, which has plants in Westfield, IN, and Nogales, Mexico, the calculation for labor time is the same regardless of location. The cost is just lower depending on the region.
“Even though labor costs are somewhat higher in Indiana, tariffs and freight costs can offset labor savings down south, sometimes resulting in a higher overall assembly cost in Mexico,” says Bromm. “We always build each harness where it’s best for the highest quality and overall total cost, with quality being the first priority.”
Engineering resources is an overhead cost for ALTEX and not directly tied to each project, according to Bromm. Project quoting requires a fair amount of these resources because one or more company engineers walk through a project with the customer using a proprietary quoting template.
Completing all of its details is time consuming, as all calculations must be done manually. This is because the engineers must estimate the time for each step of the assembly process. These different estimates then add up through the template to produce a final cost.
“Labor is typically about 30 percent of our harness assembly cost,” estimates Garrett. “The key to optimizing labor is to develop a flexible and efficient workflow throughout the assembly process.”
EMSCO has about 30 employees, all of whom are cross-trained on multiple aspects of harness assembly, testing and shipping. Most workers can build a harness from start to finish. This includes operating the automation equipment, to completing all wire processing--from the beginning, through to testing/quality assurance and packing, and then labeling the final box for shipment.
“The more complex harnesses are usually done by the most experienced workers to optimize efficiency,” says Garret. “They know best how to have all the needed parts available and then quickly build the harnesses.”
At the EMSCO facility in Ashland, VA, all wire and cable is processed on fully automated cut-strip-and-terminate machines made by Komax Corp. and Schleuniger. The machines, which were purchased a few years ago, handle wire and cable from 30 AWG to 750 MCM.
“The real cost challenge of equipment isn’t buying it when it’s practical, based on current workload, but when it’s aspirational, based on a hoped-for future workload,” explains Garrett. “When we began as a company [in 2001], we used semiautomated cut-strip machines and crimping presses. The problem was, this setup involved long changeover times, which is costly. With the fully automated machines, our changeover time to switch from 14 AWG to 12 AWG, for example, went from 20 minutes down to just over 7 minutes. That’s a big increase in efficiency.”
ALTEX also operates a wide range of automated and semiautomated wire processing equipment, including benchtop models and several CrimpCenter machines from Schleuniger. Hand tools are not used for wire processing, although workers do occasionally solder wire to connectors.
“Equipment ROI is pretty straightforward for us,” notes Bromm. “We aim for a multiyear payback because of our large number of long-term clients.”
Schleuniger regularly improves its equipment to increase wire and cable processing productivity. Boyd points to internal operating software that lets operators easily network to other equipment; quickly sort, set up and complete high-quality processing of wire and cable; and obtain key data related to cutting, stripping and crimping.
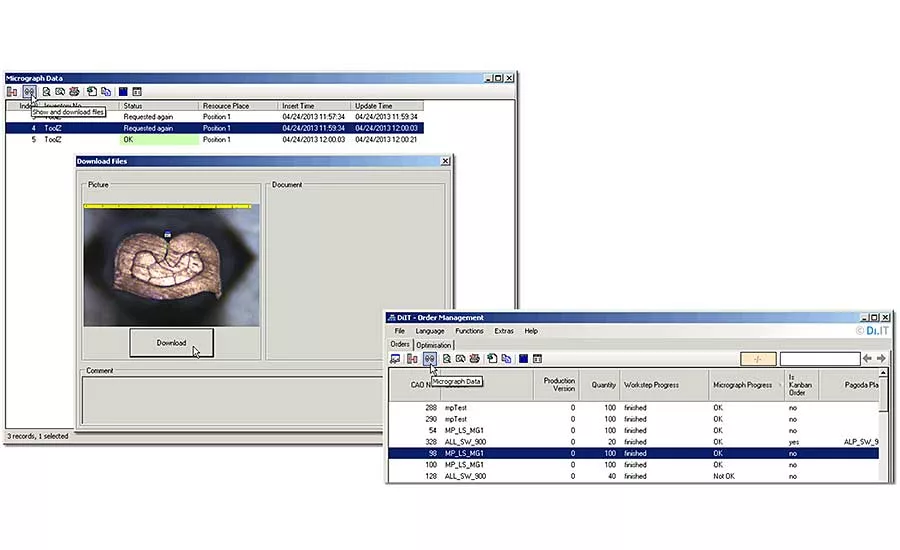
“Our Di.IT division makes a manufacturing execution system, called 4Wire Cutting and Assembly Optimization (CAO),” explains Boyd. “By digitalizing the value chains, the CAO’s innovative software optimizes and controls complex manufacturing and logistics processes and supports quality assurance and traceability. The system gives an accurate picture of what’s really going on in each machine to maximize its overall equipment effectiveness (OEE).”
Despite being a Schleuniger product, CAO’s interface allows it to be used with all wire processing equipment made by Komax Corp., Schaefer Megomat and Artos Engineering. Several manufacturers of automotive harnesses have greatly reduced costs by using CAO, according to Boyd.
One such company is now able to assign projects to wire processing machines using an electronic kanban system instead of a physical one. The earlier method required the operator to decide on the production orders for a full shift using his own criteria, which was often inconsistent and inefficient across workstations. Now, the number of transmitted orders are automatically sequenced based on an optimization algorithm, and limited to the next 2 hours of production. The benefits include reduced changeover time and increased OEE.
Building and Testing
Harness manufacturers concur that assembly and testing accounts for the largest percentage of overall costs. Bromm says assembly and testing at ALTEX can be quite costly because the company custom-builds its unique fixtures for complex assemblies on which both processes are completed.
“The fixtures are expensive, but they enable us to train workers faster, and they make our operators more efficient,” says Bromm. “High-quality assembly of the harnesses is assured as well, thanks to a lockdown feature that activates once the harness is electrically connected. The harness must receive a green light during testing, or it can’t be removed from the fixture.”
ALTEX has used these custom fixtures for more than five years, and the company operates about 20 of them throughout their facility. Each takes two to three weeks to build, but it lasts for years and can be modified for similar types of harnesses that may be of a different length or require an additional one or two terminals or connectors.
EMSCO relies on untraditional build tables to optimize its harness assembly process. The company currently uses more than 50 such tables, which encompass nearly 600 linear feet of space.
“We use an internally designed system to optimize the cost-effectiveness of building and testing our harnesses,” explains Garrett. “A detailed drawing is generated from CAD, then printed and placed on a build table. Magnets are then positioned on the drawing where traditional posts would be. Setup is completed in minutes, and the magnets can be easily moved as necessary. One or more mobile carts loaded with processed wires and other harness components are then brought to the table so the assembler has everything he or she needs to build the harness or harnesses.”
EMSCO tests harnesses throughout the build process to find and fix problems as early as possible, and limit later rework. Garrett says that a big cost factor related to testing is initial setup time (i.e., programming the computerized tester and building a test fixture) for a specific type of harness. There is no setup time to test additional harnesses of the exact same type.
“Testing is inspection, so it is by nature extra work beyond harness building,” acknowledges Garrett. “But, it can be done more efficiently and cost-effectively.”
EMSCO uses Cirris Inc. testing equipment exclusively, and has for 10 years. Darin Yeager, vice president of sales at Cirris (a division of Schleuniger), recommends several ways that harness manufacturers can cut costs.
The first is to reduce the time it takes to create and verify a test program. Yeager says that harness design software not only supplies a BOM and an assembly cost estimate, but can also output the “from and to” list of the assembly to allow for easier direct import into the tester and its software. Some testers even have automatic circuit-learning capabilities and easy-to-program software that make the job simple enough so a dedicated test programmer isn’t needed to create excellent test programs.
“Where possible, standardize your test cables and interfaces to be universal across multiple projects,” recommends Yeager. “Another way to save time is to standardize one side of the testing cables or interface to use a common connector in your inventory, such as a 50-pin D-SUB, which is both cost effective and durable.”
Yeager also says it’s good for manufacturers find a tester or testing system that is scalable. This approach allows a company to expand its capabilities and programs into the future as it grows or takes on more complex wiring and interconnection projects.
Looking for a reprint of this article?
From high-res PDFs to custom plaques, order your copy today!






