Case Studies in Wire Harness Assembly
These success stories highlight the need to use the latest processing equipment, workbenches and testing systems on the shop floor.



Companies measure success in several ways. One of the most important measurements is their number of repeat customers. For wire harness shops, the best way to gain repeat customers is to provide them an ongoing supply of harnesses that are high quality, economical and specifically designed to meet each application challenge.
Shop managers also understand the need to use the latest wire processing equipment to accurately assemble and test their products. The following case studies showcase the different ways that harness manufacturers, with the help of their suppliers, successfully meet their OEM customers’ harness needs in industries as diverse as electronics, aerospace and data storage.
Mission-Critical CAS Machines
Today’s automatic cutting and stripping (CAS) machines process wire more consistently and cost-effectively than ever. Their key features include blades and lasers that quickly cut and cleanly strip different size wires, operator interfaces that easily integrate with marking systems, and wireless communication that regularly updates software and processing programs.
One manufacturer taking advantage of these advanced machines is Northcomm Technologies Group, located in Plano, TX. Founded in 2014 in a small New York City apartment, Northcomm’s main business is manufacturing land mobile radio equipment that enables wireless communication. The company has grown quickly to become a national provider of top-tier radio communication products, such as repeater stations for police and fire departments. Its customer base currently includes branches of the federal government, Motorola, and many state and local entities.
A couple years ago, the company’s wire processing division replaced its manual wire cutting and stripping tools with Schleuniger Inc.’s UniStrip 2300, UniCrimp 200, CoaxStrip 5500 and EcoStrip 9380 machines to process wire for multiconductor, low-voltage harnesses. Mark Danon, senior director of product development at Northcomm, says the change was made to increase operational efficiency and lessen errors. The division also makes the low-voltage interconnects for the harnesses.
“We started our business with a single wire harness design that was cut, stripped and terminated by hand, using specialized hand tools,” explains Danon. “This process was slow, tedious, and led to wasted product. People using hand tools make mistakes, [but the] Schleuniger equipment does not.”
Danon especially likes the EcoStrip 9380 because it allows workers to precisely process wire with repeatability. In addition, the machine’s S.On user interface saves wire types and all processing parameters for each job.
Looking for quick answers on assembly and manufacturing topics? Try Ask ASM, our new smart AI search tool. Ask ASM
Northcomm processes five types of cable on the 9380. One is 24 to 22 AWG stranded and tinned copper wire used inside the dispatch microphones for Motorola and the NYPD, and a mic preamplifier for the NYPD. Another is three-conductor (braided shield) cable for Northcomm’s professional-grade microphone boom arms.
The company uses the 9380 to process 10-conductor, stranded copper cable for its radio-communications interconnect products. It also relies on the EcoStrip to measure and cut coaxial cable—such as RG142U and RG178—prior to feeding it into the CoaxStrip 5500. In addition, the 9380 is used with the 200 and 5500 machines to produce cables for Northcomm’s IP-224 assembly, an Internet protocol-based gateway for public safety radio devices.
Danon says that the ability to precisely and rapidly measure coax provides significant cost savings through reduced waste.
Overall, the automated machines have reduced the company’s wire production time by 77 percent, and wire waste by about 10 percent. Before automating, Northcomm discarded one in every 15 harnesses at the quality control stage. Now, only 0.7 out of 100 assemblies have a defect, and those are traceable to assembler error or mishandling.
The UniCrimp 200 benchtop unit is designed for crimping open or closed barrel terminals with up to 33 kilonewtons of crimp force. It handles wire up to 10 AWG and accepts most standard mini-style applicators (mechanical or pneumatic) for crimping side- and rear-feed terminals.
Workers at Northcomm like the semiautomatic CoaxStrip 5500 machine because it can be programmed to perform both single and multiple stage strips. It processes a wide range of wire and cable—including coaxial and multi-conductor—with a maximum outside diameter of 15 millimeters, at a maximum stripping length of 85 millimeters. The unit’s blades are designed to cleanly cut thin, tough or slightly out-of-round insulation.
The programmable UniStrip 2300 machine strips wires ranging in size from 32 to 8 AWG, but requires no mechanical adjustments to process different wire sizes. It also handles jacketed cables up to 0.22 inch in diameter. An automatic trigger sensor or optional foot pedal begins the stripping cycle, which can be as short as 0.35 second.
Within Reach and Tolerance
Jet fighters are both visually and technologically impressive. Their outside showcases a slick, aerodynamic design, while their inside features a plush pilot seat and rows of push-button controls. Hidden from view in both parts of the plane, however, is the heart of the aircraft: Countless wire harnesses that enable the plane to perform all of its key electrical functions, such as navigation, taxiing about the runway, radio operations, and operating lighting and landing gears.
Most jet-fighter manufacturers assemble their harnesses in-house. One such company upgraded its harness facility in 2011 to improve worker ergonomics and productivity.
Workers were using pieces of plywood on wooden A-frames to assemble complex 32-foot-long wire harnesses with 150 termination points. This not only prevented the company from meeting cable-length tolerance—±0.125 inch over 32 feet—it also caused technician stress, strain and fatigue. Without the ability to raise, lower or tilt the work surface, workers had to reach as far as six feet to access a section of the harness during assembly.
The manufacturer decided to discuss the situation with Proline, a supplier that specializes in modular ergonomic workbenches. Proline provided the company with 32 custom Model WHJ9648-80-EX electric wire harness workbenches that are ergonomically sound, optimally functional and meet all of the jet manufacturer’s specifications.
Each bench measures 4 feet deep by 8 feet wide, with 16 inches of height adjustability and an 80-degree tilt range. Four of the benches are linked together, end-to-end, to handle the 32-foot long harness, resulting in eight linked workbenches that the manufacturer uses in workstations throughout the facility.
By synchronizing each individual motor, the four linked benches tilt or move up or down in unison. Within each linked workbench, one bench serves as a master, and the others function as slaves, explains Bob Simmons, senior vice president at Proline. The master bench is home to a relay switch operated by a lock-out key. If, through human error, two benches are designated as masters, the entire system shuts off.
Smooth vertical movement and tilt make it easy for a worker to reach any harness section at or below eye-level. In addition, each workbench is equipped with accessories that are specifically designed to help assemblers.
A tool trolley, strategically placed over the work surface, features spring-loaded tool balancers that take most of the weight off the assemblers’ hand tools to significantly reduce fatigue. Quick disconnects for pneumatic tools, which are also located above the work surface, never extend beyond the overhead frames or obstruct operator performance.
Other accessories include overhead lighting and power supplies. The lighting eliminates eye strain, while the power supplies for electric tools prevent electrical cords from interfering with work.
Since installing the workbenches several years ago, the manufacturer has added several new accessories, says Simmons. The company is currently in the process of expanding its operation with more Proline workbenches.
Simmons notes that workers at different airplane manufacturers also use custom WHJ9648-80-EX workbenches to assemble complex harnesses. Other customers include manufacturers of buses and bucket trucks, although any harness shop can benefit from the bench’s many features.
Testing for Perfection
Sales of the M-346 have been brisk in recent years. By 2014, the company needed to deliver four aircraft per month. Managers at Leonardo realized that using its existing wiring analyzer testing system—a Model 2503 from DIT-MCO International Corp.—would lead to a production bottleneck.
That system had been used to successfully test the prototypes of the M-346. But, with the new plane’s large number of test points, the 2503’s hook-up and testing process was proving extremely labor-intensive.
“Operators couldn’t adequately concentrate on the aircraft,” says Giorgio Cagnin, systems engineer at Leonardo. “Real wiring faults might be obscured by test system failures. It was a dangerous situation.”
Cagnin and his team wanted a portable testing system that required much shorter adapter cables and drastically reduced connection time. They believed that such a system would essentially eliminate the likelihood of broken wires and bent pins in the adapter cables. This, in turn, would increase test reliability and reduce troubleshooting time.
“Often on projects like these, the adapter cables are the greatest single expense, greater than the tester itself,” says Craig Edgar, European manager at DIT-MCO. “Since the tests are run at high voltages, they’re using Teflon-coated cable, which is very expensive.”
The system also had to be portable so it can be easily moved close to the aircraft. Equally important, it had to reduce setup, test time, and the manpower needed to connect and operate the system.
After some research, Leonardo chose the DIT-MCO Model 2650 analyzer as the base unit of its new system. The analyzer’s switching modules receive power and control signals through a single cable, in daisy chain fashion, so they can be placed where needed.
Cagnin and his team decided to add two options to the 2650 and commissioned DIT-MCO to create some new features for them. The Fault Locator option is a diagnostic tool that isolates detected faults to a specific portion of a circuit, thereby reducing troubleshooting time.
Random Hookup allows adapter cables to be plugged into any analyzer module connector. An embedded chip in each tester-side connector identifies the adapter to the test controller, which automatically calls up and configures the test program.
The Hookup option saves testers time by eliminating the need to consult any printed procedure when hooking up adapters to the tester. Next, the technician simply uses a tablet to scan the bar code on the adapter tag, and the analyzer’s cable management system (CMS) software utility shows exactly where to plug in the adapter to the aircraft.
The tablet interfaces with the controller via wireless networking, so technicians can carry it with them while connecting cables or troubleshooting faults. CMS, which DIT-MCO specifically created for Leonardo, imports all adapter and connector mapping from the test database and permits up to five images to be associated with each test connector. The first image shows the general aircraft location of the test port. Succeeding images let the operator zoom in on the connector and view it relative to nearby equipment.
To optimize efficiency, Cagnin and his colleagues carefully designed the components and procedure used to test installed harnesses in the M-346 jet. In all, it took just over a year to develop and implement the new system.
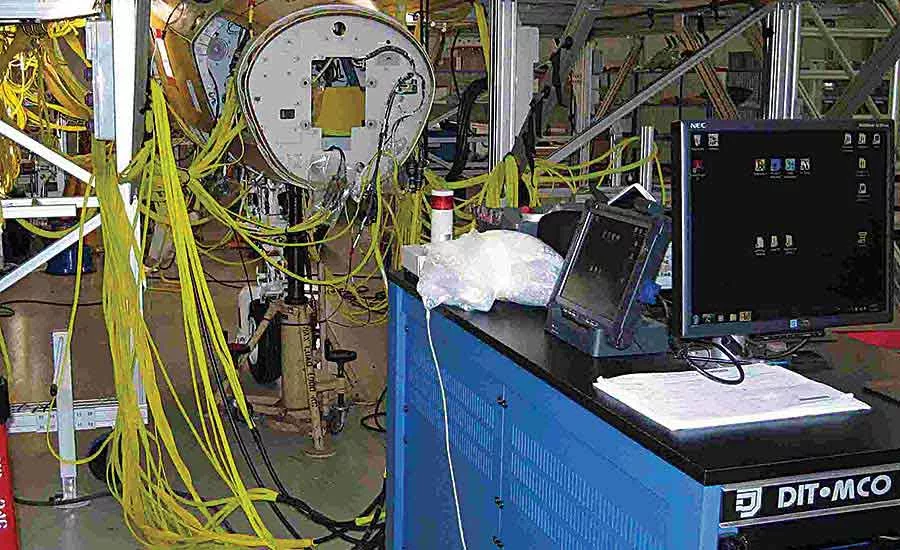
Adapter cables are a bright yellow so that operators can distinguish them from the aircraft wiring harnesses. This has significantly reduced confusion during troubleshooting of faults.
To keep the adapters short, the Leonardo team positioned 17 switching modules at strategic points near the fuselage. They also designed stands and walkways to support the modules and allow operators easy access to all test connection points.
Testing with the Model 2650 began in March 2014, and Cagnin acknowledges that there were some problems with the initial software loads. However, DIT-MCO quickly addressed and resolved them to Leonardo’s satisfaction. He also notes how the tablets aid communication between technicians during troubleshooting.
“With the old system, the operators working the tester and those on the aircraft had to shout back and forth,” says Cagnin. “It was hard for them to understand each other. Now they can take the tablet right up to the aircraft. It’s much, much easier.”
Before the Model 2650 system came on line, it took six or seven operators three to four weeks, working two shifts, to test the first M-346 production aircraft. Now, Leonardo needs only three operators, and they can connect, test and disconnect an aircraft in three to four days. Testing time has been cut by a factor of five, with a more than a 90 percent reduction in test manhours per aircraft.
Collaboration Clears Paths to Success
Coghlin Companies showed humility in early 2013 when its prototype (DCI Engineering) and electronics manufacturing services (Columbia Tech) divisions reached out to Fourstar Connections Inc. to help complete the cloud computing infrastructure of 39 mobile data centers for a leading global provider. Fourstar’s specialties include new product introduction, design for manufacturing, custom cable assembly and complex box builds.
Twenty four of the data centers are designated as System 1, while the remaining 15 centers are considered System 2. Each data center required a set of 300 or 400 harnesses of different configurations that were installed in a 15 by 40 by 12-foot container. This container, which annexes to each center, acts as a computer room and is equipped with cooling capabilities, memory capacity and power
distribution.
Overall, the project required 13,200 cable harnesses: 7,200 (24 x 300) for System 1, and 6,000 (15 x 400) for System 2. The harnesses perform data and IO processing, as well as distribute power. They come in different lengths and feature various types of connectors, breakouts and electromechanical controls that require panel assembly and wiring.
“The project, as a whole, mobilized us into [new] areas,” says Scott Johnson, vice president of supply chain and inventory management at Columbia Tech. “[We] had been a mid-tier manufacturer, and this was at such a large scale that we had to mobilize the supply base to be successful. We were able to leverage off a lot of activity to Fourstar that we would have typically done ourselves, and it worked. It brought a significant amount of capacity to our supply chain operations, and has allowed us to establish different models going forward.”
Fourstar assembled all the harnesses from March 1 to October 15. The company’s business model and past experience enabled it to meet the critical time-to-market timeline, notes Johnson.
In fact, Fourstar delivered the System 1 prototype set within five weeks of the first contact between the two companies. This was followed by 23 additional System 1 sets being completed within four months.
A number of engineering changes had to be incorporated into the System 2 sets of harnesses, according to Johnson. These harnesses were more complex than those of System 1 and included about 200 new configurations. Fourstar started making them in mid-August and finished in mid-October.
To help Fourstar resolve engineering challenges early in the project, Coghlin assigned a DCI engineer to work at Fourstar’s Hudson, MA, facility. The person was there to address technical questions in real-time.
Fourstar, in turn, deployed some of its people to work in CT’s facilities, and help them in any way possible. Both companies maintained daily contact, and their employees even worked seven days a week at times during the project.
Equally important, Fourstar reached out to Tornik LLC—another custom cable manufacturer—and sought both its expertise and the use of its manufacturing facilities to stay on schedule. The partnership provided Fourstar with essential engineering and design for manufacturability recommendations, along with manufacturing facilities in Hartford, CT, and Tijuana, Mexico, that ensured harnesses were assembled at or below projected cost and delivered on-time.
Johnson points out that there has not been a single quality issue at any of the data centers since harness deployment, and that the customer has offered very positive feedback. As a result, Columbia Tech became one of the top 10 nominees for the customer’s President’s Quality Award a few years ago out of a field of several hundred.
“[We] had some core competencies to handle portions of this build, and sought out Fourstar for its core competencies and resources,” concludes Jim Coghlin, COO at Columbia Tech. “[This] helped complement their strengths, making the whole greater than the sum of its parts. Together, [we] hit all deadlines and cost targets, and exceeded the customer’s expectations.”
Looking for a reprint of this article?
From high-res PDFs to custom plaques, order your copy today!






