Dispensing Filled Materials
Robust equipment is required to accurately dispense filled adhesives, sealants and encapsulants.

Fillers are one of the most important ingredients in an adhesive, sealant or encapsulant. Some materials contain a single filler, while others have multiple fillers. These fillers may account for up to 50 percent of the product’s ingredients.
“Fillers have been needed in adhesives and sealants for as long as they have been made,” says Daniel Pössnicker, head of the systems and engineering business unit at ViscoTec Pumpen-u. Dosiertechnik GmbH. “The need for thermally conductive fillers continues to increase, due mainly to the large growth in e-mobility and smart appliances.”
These fillers, which are integral to thermal interface materials (TIMs), effectively dissipate heat near electronics. This is achieved by eliminating the presence of hot spots on PCBs or metal-to-metal contact points.
Pössnicker cites the example of the $1,500 Thermomix smart appliance to illustrate the importance of fillers. A combined food processor and cooker, the Thermomix features advanced electronics that are protected and kept cool by filled encapsulants—regardless of whether the unit is boiling, simmering, chopping, mincing, blending, milling, grinding, kneading, whisking, grating, curing or making puree.
Despite their many benefits, however, fillers are quite abrasive and can settle out of the material over time. Thankfully, state-of-the art equipment enables manufacturers to overcome both of these challenges while optimizing the dispensing and performance of one- and two-component materials.
From Silica to Spheres
Material suppliers use a wide variety of fillers in their products. These fillers are typically added to resin or binders to improve specific properties, make the product cheaper or achieve both benefits.
Some TIMs contain resins and ceramic particles that are inherently electrically isolating. Their largest filler particles dictate the minimum gap that can be achieved to prevent direct contact of an electrical component to a heat-spreader.
Looking for quick answers on assembly and manufacturing topics? Try Ask ASM, our new smart AI search tool. Ask ASM
“Filled materials are well known for improving thermal and electrical conductivity,” says Richie Woo, dispensing equipment specialist at Ellsworth Corp. “But, increasingly, filled materials are being used for lightweighting applications. One example is aluminum honeycomb-structured panels. Aerospace manufacturers fill the space between a bonded joint in these panels with adhesives to provide structural support. These adhesives contain micro hollow glass spheres, which measure only a fraction of a millimeter, but ensure repeatable and predictable space between each layer, and also lessen the overall weight.”
Steve Swanson, engineering sale representative at Ellsworth, lists the following fillers as the most common: silica, alumina, carbon black, calcium carbonate and silver (flakes and particles). Both silica and alumina enhance wear resistance. Silica also improves an adhesive or sealant’s electrical insulation properties, such as dielectric strength, and is a cost-effective thickening agent in higher viscosity materials.
Calcium carbonate is equally effective as a thickening agent, says Swanson. Alumina and silver are recommended for high-thermal-conductivity applications, with alumina being used more often. However, silver-filled materials should not be used where there is a risk of electrical shorting.
“The great thing about carbon black is it allows suppliers to change material color and finish appearance, like matte or gloss,” notes Swanson. “An end-user can specify the adhesive or sealant to be black or white so it isn’t visible against a joined component of a contrasting color. The military likes carbon black for this reason. Translucent materials are also possible by not adding fillers.”
Other fillers include metal-based ones, like aluminum nitride and oxide, and copper and nickel powder, that improve material strength, thermal expansion, shrinkage and heat resistance. Adhesives specifically formulated to join wood products are often filled with alkaline compounds that require no chemical reaction with a curing agent. These low-cost fillers are either organic (rye, wheat, walnut shell, and wood flours) or inorganic (calcium carbonate, calcium sulfate, aluminum oxide, or bentonites).
ResinLab, an Ellsworth company, specializes in custom formulations of adhesives, encapsulants and thermally conductive materials. In 2019, the company developed the EP-1289 adhesive, a two-part thermally conductive epoxy designed for bonding battery assemblies. It maintains good adhesion even when the ambient temperature reaches 176 F.
“This is a very tough epoxy with high heat resistance,” says Bonnie Ludwig, product development manager at ResinLab. “But, what makes this product unique is that, even with a thermal conductivity of 1.2 watts per meter-Kelvin, it has a mixed viscosity of 30,000 to 40,000 centipoise, which is low enough for it to be semi-flowable.”
The Ways of Success
Dispensing equipment for filled materials has evolved significantly in recent decades. One equipment supplier that has kept up with the changes is Scheugenpflug, which has specialized in making custom dispensing systems since 1990.
“Back then, the systems were somewhat primitive compared to today,” acknowledges Brandon Zinn, senior application engineer at Scheugenpflug. “The main goal was to apply enough air pressure to material in a tank so it would move up and squirt out of a nozzle at the end of a hose. Accuracy was not as important as it is today.”
Another German-based equipment supplier of custom delivery systems that started in the 1990s is ViscoTec. Interestingly, the company began by making pumps for customers to help them transfer chunky tomato soup from large bowls to bulk containers.
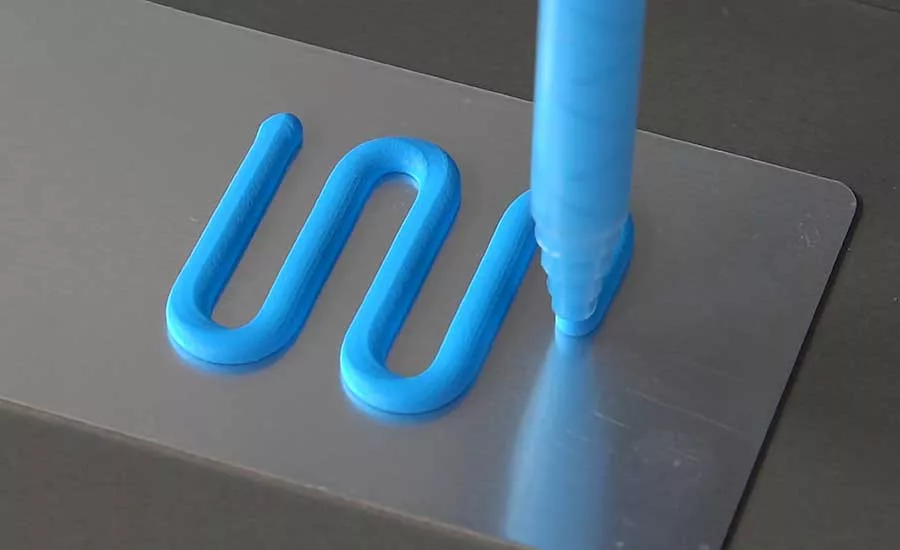
“I would estimate that 90 percent of the systems we make today are to dispense single- and two-component filled materials,” says Pössnicker. “The material is often thermally conductive and applied through a narrow nozzle tip to a small surface area. For larger areas, we use flat spray nozzles that ensure an even application of the material.”
Selecting the right nozzle is crucial to properly dispense filled materials, according to Zinn. He and his team thoroughly discuss the material properties, such as viscosity, and dispensing specifics, such as beads or dots, with each customer before recommending the best nozzle for an application.
“Our customers regularly dispense thermally conductive material, 90 percent of which is filled,” says Zinn. “A common application is battery assembly for EVs. The filled material provides great conductivity for metal-to-metal joining, while limiting heat buildup.”
Scheugenpflug frequently uses its A280 follower plate pump in delivery systems for highly abrasive, paste-like filled material. This dual-piston pump only comes in contact with the material on one side, while a barrier fluid on the reverse side prevents abrasive fillers from adhering to the pump seals. Zinn says this design maximizes reliability and service life.
“Progressive cavity pumps are great for dispensing filled material,” says Ellsworth’s Woo. “This is because their positive displacement mechanism moves material at a fixed volume through the system. The volume and rate at which material needs to be dispensed determines whether a bead, dot or spray nozzle is best. A wide range of nozzles, in terms of orifice size, cost and reusability, are available for this type of dispensing.”
“More-complex assemblies tend to require materials with more fillers,” adds Swanson. “The problem is, the more fillers you pack in the material, the thicker it gets and the harder it is to dispense and give the assembled product the properties it needs.”
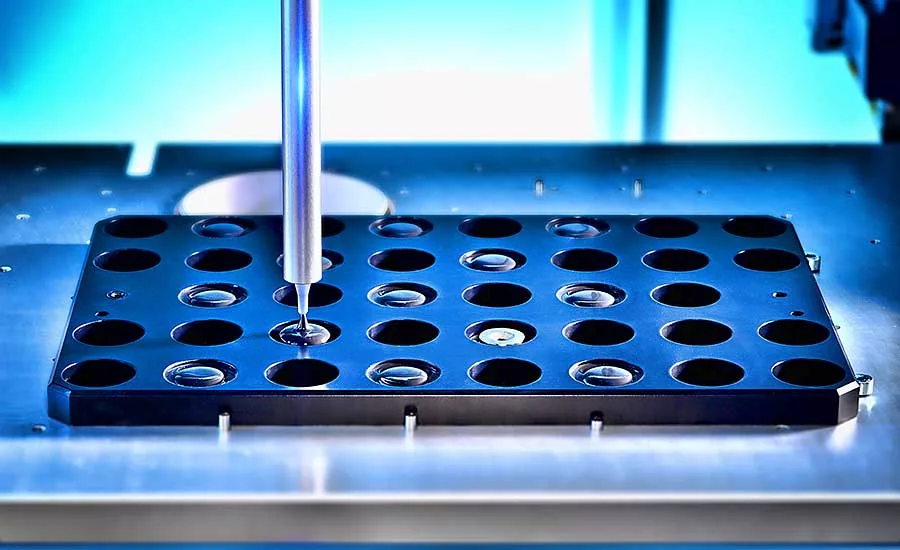
Several ViscoTec customers, including electric vehicle (EV) manufacturers, need to dispense medium-viscosity gap-fillers that are filled with highly abrasive metal particles. Dispensing highly filled materials with accuracy and repeatability is an ongoing challenge for all manufacturers. To meet this challenge, ViscoTec systems are equipped with high-quality rotor/stator combinations.
“The stationary stator has a stainless steel or aluminum sleeve, which is manufactured with any of several proprietary polymers to resist mechanical and chemical wear,” explains Pössnicker. “As for the rotor, which turns inside the stator, it is made of stainless steel and chrome-coated to handle thick and abrasive filled materials.”
A few years ago, ViscoTec began offering a ceramic rotor as well. Pössnicker says this version increases system cost by about 25 percent, but extends rotor life by 400 to 600 percent. He adds that ViscoTec systems can accurately dispense abrasive, thick and filled materials at a rate of from 2 microliters to 2 liters per minute.
Zinn says the biggest challenge for end-users is simultaneously protecting their equipment from abrasive materials and not damaging the fillers during dispensing. The best way to achieve this is by using a delivery system that retrieves all fillers from the bottom of the tank and evenly distributes them in the material before it reaches the nozzle.
Single-component and thin materials present less of a challenge regarding filler separation, according to Zinn. Multiple-component, thick and abrasive materials, however, may require a system with robust seals and valves to prevent their abrasion and filler separation.
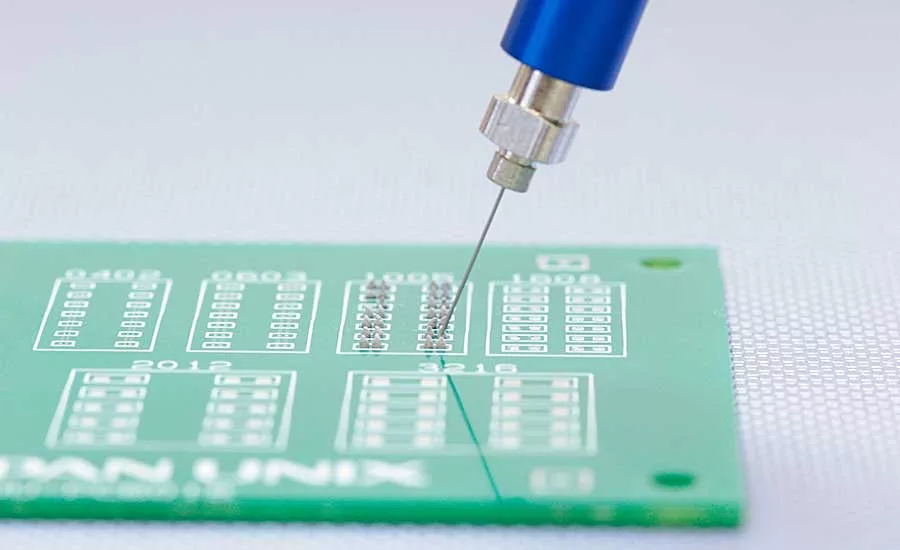
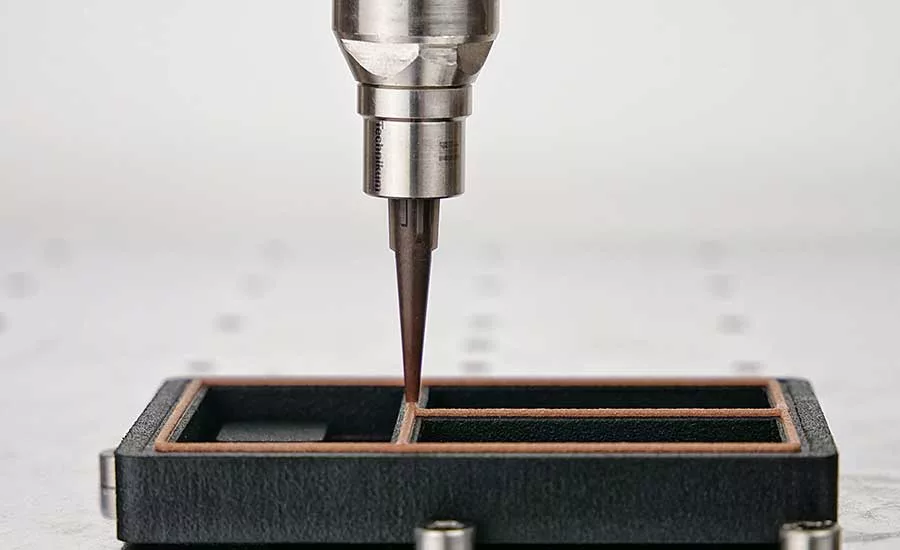
Enhanced material flow also limits the possibility of separation. Lubricated O-rings and tapered nozzle tips are ways to improve flow, especially when dispensing filled solder paste or a conductive epoxy. The tip’s internal profile prevents filler clogging, lessens the amount of needed pressure, and enhances control and repeatability.
Large-orifice tips also reduce the amount of material shear. To maintain material integrity during high-volume dispensing, the end-user should minimize tubing lengths, maximize the inside diameter of tubing, and reduce the number of bends or angular connections in the system.
To Automate or Not
As with thick and thin materials, the need to automatically dispense filled materials depends on production volume and the need for accuracy. Manual dispensing is most cost-effective for low-volume and wide-tolerance applications. Semiautomatic dispensing is fine for low- to medium volume applications or applications with less strict tolerance requirements.
A fully automated setup incorporates a robot, automation equipment or conveyor to move each part to the nozzle for dispensing and then past it for further production work. The setup also includes wired or wireless connections between the dispensing system motor and pump, HMI and PLC.
“The functionality of the standard HMI is sufficient to ensure accurate dispensing of one- or two-component materials,” notes Pössnicker. “Our experience shows that large manufacturers require the HMI be used with a specific brand of PLC, usually Siemens or Rockwell Automation. Vision inspection is also becoming a standard feature of automated dispensing systems.”
Automotive manufacturers regularly use automatic dispensing to meet their increasing need for filled materials. Pössnicker recently attended a presentation by a leading German automaker and learned that, in the last 20 years, the average amount of adhesives used in a typical full-size vehicle has increased from 10 meters to 150 meters. Treated areas include the fuel line, windshields, head lamps, the antenna and all electronics.
Swanson says that manufacturers of consumer electronics and airplanes rely heavily on filled materials as well. As a result, they constantly push for materials that bond better, cost less, and are easier to work with.
“Industry research is ongoing, but there is some hope technology will eventually enable nanoparticles to be used in adhesives and other materials,” says Swanson. “The particles may be specially coated fillers or fibers, to give better overall conductivity.”
End-users of Scheugenpflug’s fully automated systems include companies that make electric vehicles, medical devices, airplanes and rockets, as well as do work for the U.S. military. All of these applications involve tight tolerances, resulting in the need for optimum dispensing through automation.
“We often get new customers who are tired of using off-the-shelf systems to dispense filled materials,” concludes Zinn. “They have seen how the wrong system can render an application dead.”
Looking for a reprint of this article?
From high-res PDFs to custom plaques, order your copy today!





