Automating Carbon-Fiber Composite Fuselage Assembly




Traditionally, aircraft manufacturers have been reluctant to adopt robots and other types of automation. One of the main challenges is that large plane parts come with relatively high geometry deviations, so robots need sensor guidance.
Aerospace engineers at the Fraunhofer Institute for Manufacturing Technology and Advanced Materials (IFAM) in Stade, Germany, recently tackled this issue as part of a R&D project in conjunction with Airbus.
The goal of the Tempo (technologies for the efficient assembly and production of CFRP fuselage components) project was to automate the assembly of aircraft fuselage frames to improve productivity and quality.
Frames are the transverse stiffening elements used in aircraft fuselages. The use of CFRP saves weight and production steps. However, additional stiffening elements, known as cleats, are required to prevent the frame from bending sideways.
“The ribs, which can be up to 6 meters long, all differ from one another geometrically, so that a special mold template would be required for each rib in order to manually equip the components with cleats with tolerances of up to 0.2 millimeter,” says Leander Brieskorn, project manager at Fraunhofer IFAM.
“These templates are expensive and complex to use,” explains Brieskorn. “In addition, manual cleat feeding and pre-assembly requires large variances. Extensive measurement steps on the joined parts for exact position alignment is essential.”
The commercial aircraft selected for the R&D project was the Airbus A350, a popular wide-body jet that is used on long-haul routes. Large portions of the A350-900 and A350-1000 family of jetliners are built with advanced materials. For instance, 53 percent of the aircraft consists of carbon-fiber composite parts.
Looking for quick answers on assembly and manufacturing topics? Try Ask ASM, our new smart AI search tool. Ask ASM
“The Tempo project deals with using new fuselage structures and assembly tasks to reduce the time and cost of current states of production,” says Brieskorn. “Integral frames made of CFRP may replace differential constructions, due to higher stiffness, and reduce production steps.
“To manage the assembly accuracy, automation systems should be used,” explains Brieskorn. “The elimination of assembly steps and adhesives for joining parts also results in time, cost and weight reduction.
“During the last 10 years, increased commercial aircraft production rates have led to more interest in automating assembly processes,” Brieskorn points out. “To reduce process times and cost, automation [is becoming more appealing to engineers].
“However, the main challenge is that large aircraft parts come with relatively high geometry deviations, so robots need sensor guidance,” says Brieskorn. “Strict requirements and tight tolerances in the final structures are also challenging for standard automation systems.”
Automation Pros and Cons
According to Brieskorn, an expensive and time-consuming modification of complete production systems and facilities will be necessary to integrate automation systems. That’s because many aircraft assembly processes rely on the experience of human workers to perform tasks accurately.
However, automation enables production rate increases with consistent quality and lower costs. It can also result in fewer process steps than required with manual production.
For instance, several tasks are typically involved in pre-assembly of CFRP frames, such as attaching the frame and clips at the fuselage shell side.
“A manual pre-assembly of differential frames is necessary to install the frame feet to the main body,” explains Brieskorn. “Steps include clip integration and the measurement of the clip joint position, which is followed by drilling and riveting.”
Factors such as brittle materials and tight tolerances make this process complex and challenging to automate.
“There are many different frame part geometries and the tolerances for positioning are very tight (0.2 millimeter),” says Brieskorn. “The accuracy of standard industrial robots is not high enough for this, and measurement systems that have to be integrated are expensive.
“The Tempo project presented us with the challenge of automating the process steps in such a way that both the duration and the complexity of the process are reduced,” notes Brieskorn.
“The cleats must be picked up automatically and fed to the frame,” Brieskorn points out. “To rivet the frame and cleat together, it is then necessary to drill through both components. We achieved this by equipping the frame with the cleats using our newly developed high-precision end effector. In addition, the frame was fitted to the fuselage shell without any gap.”
Flexible System
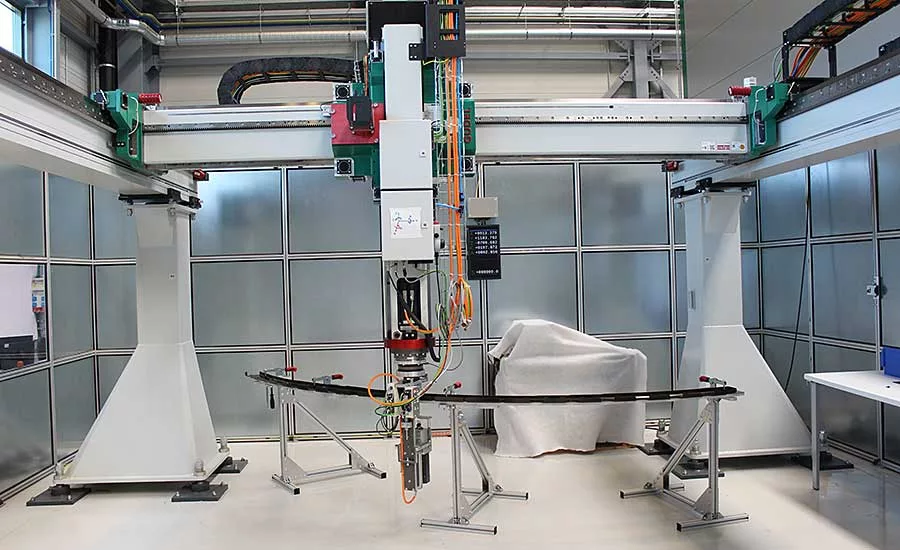
The Fraunhofer IFAM engineers developed a positioning and drilling end effector that receives different cleats, positions them on different integral frames and simultaneously double drills both components. A compact end effector can be picked up by the gantry system used in the Tempo project, as well as by standard industrial robots.
“The integral frame is stretched on stilts under the portal and can be oriented in space using several mechanical adjustment options,” says Brieskorn. “The end effector has a symmetrical holder that enables it to pick up cleats of different orientations and clamp them to the holder. Using spring-damped mechanical stops, it approaches the respective joining positions with local precision.”
While the cleat stiffening element is placed on the integral frame surface from above and both components are clamped using a built-in mechanism, the drilling process is carried out from the back of the frame to prevent CFRP parts from fraying.
An extraction system picks up the resulting drilling dust. Once the components have been drilled, the positions of the cleats on the frame are defined. The cleats can then be riveted to the frame.
“The end effector, which can be controlled via a PLC, receives its global position data from imported CAD data of the components,” explains Brieskorn. “The new assembly [is tested] via a quick upstream measurement using a laser tracker. The innovative technology enables reliability and high positioning accuracy.
“Except pressing the start button on a control panel, everything is running automatically,” claims Brieskorn. “A user-friendly operator interface with self-explanatory images to facilitate input allows even inexperienced employees to quickly familiarize themselves with the control of the system.”
By making appropriate modifications to the cleat pick-up, the end effector can also mount slightly different cleats and position them precisely on different types of integral frames. The accuracy of the automated filling is ±0.1 millimeter.
“The measuring technology integrated in the positioning and drilling end effector [provides] the required contact pressure of 200 newtons, as well as many other parameters for monitoring optimal conditions for the pre-assembly of the cleats” says Brieskorn. “This ensures quality. The measurement of the joint gaps between the integral frame and the fuselage skin showed that they were all smaller than 0.3 millimeter, making additional gap filling unnecessary.”
By adapting the mounting system, the end effector can also be used to assemble components in other industries, such as automotive, marine, railcar and wind energy.
Looking for a reprint of this article?
From high-res PDFs to custom plaques, order your copy today!




