Automation Boosts Production of Masks


The COVID-19 pandemic has led to a massive surge in demand for a variety of medical devices, not the least of which are N95 respirators and other personal protective equipment. To meet that need, manufacturers worldwide are building new factories and installing new automated assembly lines. Two of those companies are Breathe Medical Manufacturing in Kelowna, BC, Canada, and Husco International Inc. in Waukesha, WI.
Breathe Medical manufactures disposable face masks for the medical, chemical, and food and beverage industries. Based on current demand and projected future volume, the company is preparing to open a second manufacturing location. The new 30,000 square foot facility will be located in the Central Okanagan region of British Columbia, and will be dedicated to producing medical masks.
While designing the new facility, Warren Jones, partner at Breathe Medical, realized early on that conveyors would be needed to transport masks throughout production. He contacted Ron Heasman, national sales manager at Dorner Canada Ltd. in Burlington, ON, for help. Due to the timeline and level of integration required for this project, Heasman recommended Jones work with Shelley Automation, an authorized Dorner distributor with six locations across Canada, as well as Apex Motion Control, a local integrator specializing in robotic automation.
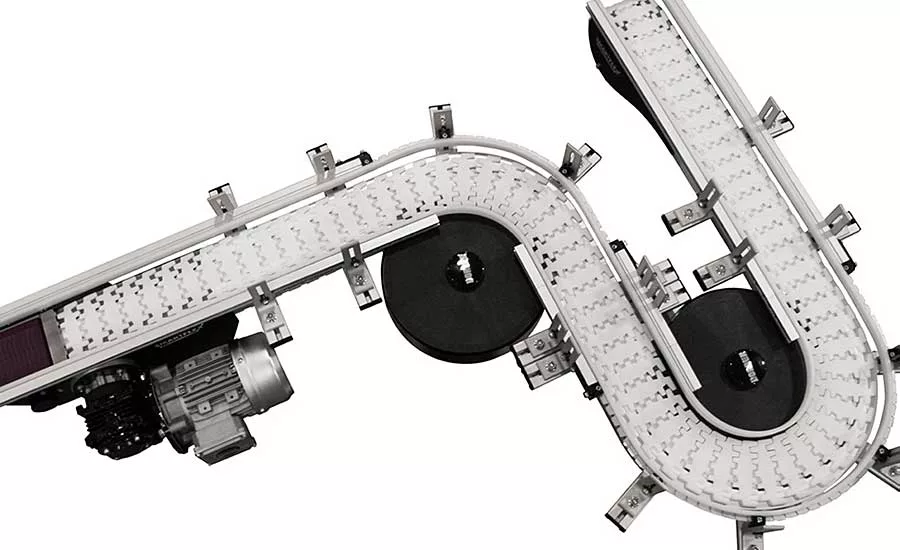
Together, Dorner, Shelley and Apex designed a conveyor system to support 12 mask assembly machines. Using Dorner’s FlexMove conveyors and custom workpiece carriers, Breathe Medical will be able to transport masks from machine to machine with optimal efficiency.
FlexMove conveyors are ideal for the project because of their flexibility and their ability to integrate with the other machinery. Additionally, Dorner can manufacture and ship the conveyors within a tight timeline to help Breathe Medical start production as soon as possible.
The full scope of the project includes conveyors, controls, tooling, custom workpiece carriers, and integration with production equipment, including assembly machines, flow wrappers, baggers and palletizers.
The project will be implemented in two phases of six machines each. The plan is to hire 30 employees and produce 20 million masks per month to start, with a goal of 80 employees producing up to 40 million masks per month. The first orders shipped in June.
Looking for quick answers on assembly and manufacturing topics? Try Ask ASM, our new smart AI search tool. Ask ASM
Husco is a privately held company specializing in high-performance hydraulic and electromechanical components. During the height of the pandemic last year, Husco shifted part of its production capacity to making N95 respirators for healthcare professionals and first responders. The company is part of MaskForce, a consortium of businesses in southeastern Wisconsin dedicated to designing and producing the reusable face mask.
“It was a priority for us to help those on the front lines get the PPE they need to do their jobs safely,” says Brian Cull, director of advanced manufacturing engineering at Husco. “Being able to bring solutions that directly impact peoples’ lives is inspiring.”
To begin production, Husco would need a conveyor to move completed N95 respirators to a bagger for packaging. Working closely with Dorner and Crane Production Systems, a local material handling distributor, Husco was able to specify and receive a 2200 Series conveyor on the same day.
“Husco deserves to be commended for their drive in supporting COVID-19 relief efforts through manufacturing N95 masks,” says Matt Jones, vice president of sales and aftermarket for Dorner. “All the organizations that are part of the MaskForce consortium really stepped up when the area needed them, and we were happy to play a small part in making their visions a reality.”
Dorner supplied Husco with a 10-foot long, 6-inch wide 2200 Series conveyor, a versatile platform engineered for accumulation, small-part transfers, inclines and declines, automated and manual assembly, and packaging applications.
As a final step prior to packaging, N95 respirators are applied with disinfectant. The conveyor moves the respirators underneath an air knife to ensure they’re dried and to perform a final cleaning. Masks then travel to a bagger, where they are packaged and ready for shipping.
“We have had a number of COVID-19 related inquires, and we’ve been very responsive to those customers who need a conveyor system right away…and in Husco’s case, the conveyor was delivered that same day,” Jones says. “Everyone here at Dorner has worked well together to build and expedite orders for these time-sensitive requests.”
“Manufacturing N95 masks has been a top priority for Husco, and Dorner has done a really good job at prioritizing those requests,” says Dan Buretta, material handling equipment sales at Crane. “It’s all about helping people, and I’m happy to be part of the solution for Husco.”
Made of medical-grade silicone and polypropylene, the N95 respirator is a soft, comfortable mask that provides a low-pressure facial seal. The mask can be sanitized and reused. The line at Husco produces about 3,000 N95 respirators a day.
Cull said this project, along with all the organizations that comprise MaskForce, is a great example of what companies can accomplish when they band together.
“The project as a whole really demonstrated how the greater Milwaukee area came together, collaborated and put together solutions to get help to the field quickly,” he says. “These businesses all got together and said, ‘What do we need to do?’ It was really inspiring and rewarding to work in that environment.”
For more information, call Dorner at 800-397-8664 or visit www.dornerconveyors.com.
Looking for a reprint of this article?
From high-res PDFs to custom plaques, order your copy today!






