Manufacturing History Comes Alive in Pullman
Pullman perfected rail car production processes and pioneered the use of new materials.






America’s newest national park recently opened on the South Side of Chicago. The Pullman National Monument celebrates the unique history of a company that mass-produced freight and passenger rail cars at the site from 1881 to 1981.
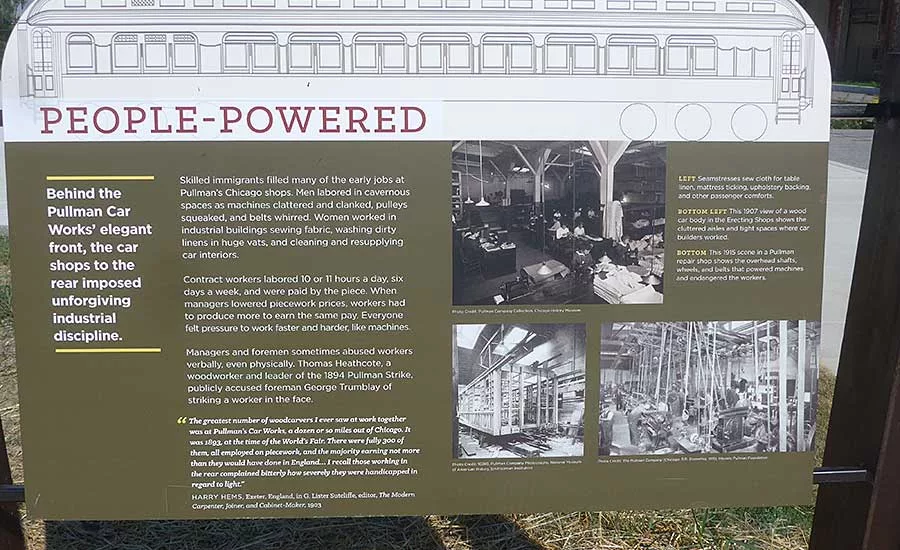
In addition to playing an important role in manufacturing, Pullman had a leading hand in both the organized labor and the civil rights movements. All three achievements are celebrated at the visitor’s center, which is housed in a red brick Romanesque-style building that formerly served managers and engineers at the vertically integrated production complex.
The Administration Clock Tower Building forms the centerpiece of the 12-acre national monument grounds, which features several historic Pullman buildings. Unfortunately, much of the manufacturing complex, located near the intersection of 111th Street and South Cottage Grove Avenue, was destroyed by a fire several decades ago.
However, numerous brick duplexes and row houses remain standing a few blocks away, and most are still inhabited in one of Chicago’s most unique neighborhoods. They were once part of a controversial “model town” that was built to house rail car workers and their families. The utopian community, which contained homes, churches, parks, shopping areas, a hotel and a library, plus an innovative sewage system, was once hailed as the “world’s most perfect town.”
One-Man Brand
The town and factory complex were the brainchild of George Pullman, an entrepreneur who transformed the railroad industry by providing a method of long-distance, overnight travel that was clean, comfortable, reliable and safe.
Pullman was synonymous with the sleeping car. Although he didn’t invent the concept, Pullman perfected it in the 1860s. Among other innovations, Pullman engineers invented the enclosed vestibule in 1887, which made it much safer for train passengers to move between cars.
During a time when long-distance train travel was dangerous and dirty, Pullman became famous for his luxurious Palace Cars. They featured ornate interiors comprised of brass ornamentations, etched and beveled glass, finely upholstered furniture, hand-painted mural ceilings, inlaid and polished decorative wood marquetry, marble-topped washbasins, plush carpeting, velour draperies and silk fringes, and carved wood paneling.
Looking for quick answers on assembly and manufacturing topics? Try Ask ASM, our new smart AI search tool. Ask ASM
Pullman employed teams of skilled artisans who exceled at Victorian-era elegance. In addition to incredible interiors, they produced car exteriors that often featured elaborate scrolling, lettering and striping. The look and feel of the cars provided a unique experience for travelers—the exact opposite of what most rail passengers encounter today.
To keep up with growing demand, in 1880 George Pullman purchased 4,000 acres of land 14 miles south of downtown Chicago. It was located near Lake Calumet, near the tracks of the Illinois Central, Michigan Central and Rock Island railroads.
In addition to a planned community, he built a state-of-the-art factory to mass-produce rail cars. The Calumet Shops was a vertically integrated complex that produced nearly everything used in a rail car, from its wheels to interior furnishings.
Pullman’s factory and town were showcased at the 1893 World’s Columbian Exposition, where the complex was hailed as a modern marvel. But, that same year, an economic depression caused a dramatic decline in orders for rail cars.
Pullman cut wages in his factory, but not rents to workers who lived in the nearby homes. Workers and management eventually began to clash, which led to a bitter boycott and strike in 1894, including a bloody standoff involving federal troops. Although the conflict was resolved in favor of management, it directly led to the creation of Labor Day.
At the time of George Pullman’s death in 1897, his company operated the largest rail car factory in the world and accounted for 90 percent of the North American sleeping car business.
Pullman was succeeded by Robert Todd Lincoln (eldest son of the 16th president), who changed the company from a one-man autocracy to a more modern bureaucratic management system. Shortly after, the 17-year social experiment of running both a town and a company ended when the Illinois Supreme Court forced the Pullman Co. to sell everything except its factory.
In 1925, Pullman porters organized the Brotherhood of Sleeping Car Porters, the first important black labor union. After suing in federal court, the porters won their first contract with Pullman in the late 1930s. Several union members later played key roles in the civil rights movement of the 1950s and 1960s.
Manufacturing Monopoly
George Pullman was a ruthless entrepreneur who acquired a series of competitors until he eventually dominated the rail car market. His empire included a division that built the cars in-house and another that leased them to railroads.
Pullman Inc. served as the holding company for Pullman Co. (the operations branch that leased and serviced passenger cars) and Pullman Car & Manufacturing Co. (the rail car assembly and maintenance division).
To staff its hotels on wheels, Pullman employed thousands of attendants, maids and porters. Many of those hard-working individuals were African-Americans who migrated from the South.
By 1910, Pullman’s fleet comprised 4,300 sleeping cars and 600 parlor cars, and the company was world-famous for cleanliness, reliability and friendly first-class service. Railroad traffic soared in the 1920s and by the end of the decade, Pullman operated a fleet of more than 9,800 rail cars in the United States.
At its peak in the mid-1920s, Pullman served 100,000 guests every night, or as many as 39 million people in a single year. The company’s famous motto was “travel and sleep in safety and comfort.”
In addition to sleeping cars, Pullman supplied many other types of passenger cars, such as dining cars, parlor cars and observation cars, that could be found on trains operating from coast to coast. Pullman also mass-produced cabooses, box cars, hoppers, reefers and other types of rolling stock used to haul freight.
Although Pullman is often associated with rail cars, the company produced many other products over the years. For instance, in the early 20th century, it diversified and began to manufacture buses, subway cars and street cars (between 1908 and 1910, the company produced more than 900 for use in Chicago alone).
One branch of the company, the Pullman Couch Co., mass-produced convertible sleeper sofas for use in houses and apartments. To capitalize on its woodworking expertise and cutting-edge equipment, Pullman tried to diversify into other products. For instance, in 1919, the company made 50,000 phonograph cabinets for the Edison Co.
At one time, Pullman even produced bodies for automobile manufacturers such as Peerless and Willys-Overland. In fact, in the early 1920s, it produced 13,000 bodies for the Packard Motor Car Co.
The company also built one of the most unusual products ever produced in Chicago: the Snow Cruiser. The 55-foot-long vehicle was 19 feet wide, 16 feet tall, and weighed 36 tons. It was used by Admiral Richard Byrd on one of his Antarctic expeditions.
A merger in 1930 changed the company’s name to Pullman-Standard and production activity expanded to a more modern factory in nearby Hammond, IN. After barely surviving the Great Depression (only six passenger cars and 252 freight cars were built in 1932), the company thrived during World War II. It mass-produced troop transport and hospital rail cars, in addition to aircraft wings, artillery shells, cannons, tanks, ships and other items.
Pullman-Standard Co. operated a shipyard on Lake Calumet that built patrol craft and medium landing ships. Modular boat sections were fabricated at the company’s 111th Street shops and then moved by rail to the shipyard, where they were welded together.
In the late 1940s and early 1950s, production activity picked up again, due to war-weary railroads ordering new fleets of lightweight, streamlined passenger cars. However, as many Americans migrated to airplanes and automobiles in the 1960s and 1970s, demand for rail travel dwindled.
The last rail car rolled out of Pullman’s Chicago factory in May 1981, destined for service on Amtrak (fittingly, it was named the “George M. Pullman”).
Vertical Integration
Pullman’s early factories were located in Detroit and Wilmington, DE. However, in the late 1870s, the company consolidated operations in Chicago.
Pullman was attracted to the Windy City because it was the center of America’s railroad industry. Chicago also boasted a booming wholesale lumber market that supplied vast amounts of wood needed to build early rail cars.
In addition, the city housed a large population of European immigrants who were skilled at working with wood. Many of them were employed at local factories that mass-produced agricultural equipment, carriages, furniture, musical instruments and wagons.
Pullman was not the first rail car manufacturer in the Windy City. Earlier in the 19th century, Chicago had become home to leading producers such as the American Car Co. and Wells, French & Co. The city also boasted a network of suppliers that specialized in car heaters, hardware, lighting, seats and other items.
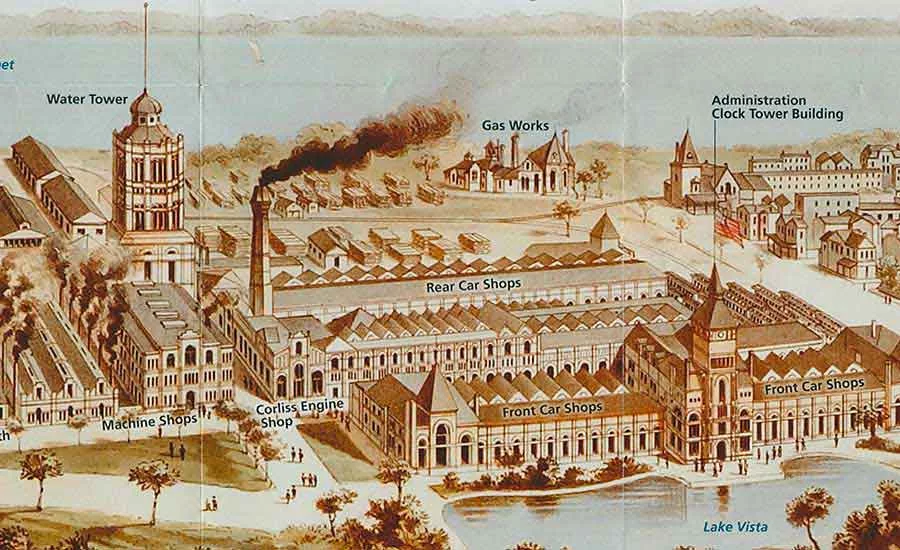
By the early 1890s, Pullman employed more than 5,000 people, who produced an average of 1,800 passenger cars and 12,500 freight cars a year. The multi-building complex stretched for several blocks on the South Side of Chicago and featured a foundry, a rolling mill, machine shops and an “erecting shop” equipped with numerous car assembly bays.
The Calumet Shops was famous for its economies of scale, standardization of materials and manufacturing methods.
“To engineers, standardization involved the conscious, rational selection of materials, sizes, products, means and processes,” says Betsy Hunter Bradley, the author of The Works: The Industrial Architecture of the United States (Oxford University Press). “Standardization represented fitness to industry conditions and accomplishing tasks in the easiest, quickest and most successful way.”
According to Bradley, “an efficient industrial plant [in the 19th century, like Pullman] was one in which materials and finished products would be transported over the shortest distance horizontally, picked up and set down as infrequently as possible.”
Pullman pioneered the concept of vertical integration, which was later perfected by firms such as Ford Motor Co. and International Harvester Co. From the beginning, the facility functioned as a self-sufficient industrial complex, with little dependency on outside suppliers, except for basic raw materials.
In fact, the only materials used in car construction not actually produced in-house were carpets, fabric and glass. Even curtains, furniture and upholstery were made by Pullman employees. Pullman also operated facilities that produced bronze castings used for doorknobs, hinges, locks and other hardware.
In addition, the company produced its own iron, steel, paint and screws. Other facilities included lumber kilns and a marble works. All buildings within the industrial complex were connected by a private railroad that had more than 25 miles of track.
After touring the factory and interviewing George Pullman in 1890, French economist Paul De Rousiers later extolled: “The planning of these workshops is remarkable, and every detail seems to have been considered….Tiny little locomotives are running along the lines which are built in the spaces between the various workshops....Everything is done in order and with precision; one feels that each effort is calculated to yield its maximum effect...
“Besides the fitting shops that deliver the finished car, there are many preparatory shops. The most important are the timber shops, for wood is the raw material most used in the making of every kind of car.
“It is easy to understand the wonderful material complexity of such an enterprise,” added De Rousiers. “It needs a number of different kinds of factories which must be run for the common end. From the purely industrial point of view, it is an interesting sample of the great American manufactories.”
One of the highlights of the Pullman complex that most visitors were enamored with was a giant stationary steam engine that powered equipment through a network of line shafts and belts. The 1,400-horsepower Corliss machine was 45 feet tall and weighed 56 tons. It was the star attraction of the 1876 Centennial Exhibition in Philadelphia.
After the world’s fair ended, the steam engine was purchased by Pullman, dismantled and moved to Chicago in 35 freight cars. It was in operation for 30 years until the company switched to electricity in 1910.
The backbone of the huge manufacturing complex was 3,268 feet of main power shafting that ran in tunnels approximately four to five feet underground. The mechanical network consisted of 13,000 feet of overhead shafting, 3,000 pulleys and more than 89,000 feet of leather belting that ran 900 machines in the factory.
In addition to the Corliss engine, a variety of smaller machines provided supplemental power to various parts of the facility. For instance, machinery in the freight car shops, which produced more than 40 boxcars and other pieces of rolling stock a day, was powered by a 900-hp engine.
Metal used in Pullman cars was machined in a three-story facility that contained boring machines, drills, grinders, lathes, planes, punches and other state-of-the-art devices. Hydraulic presses were used to attach 350 wheels a day to axles.
Assembly Process
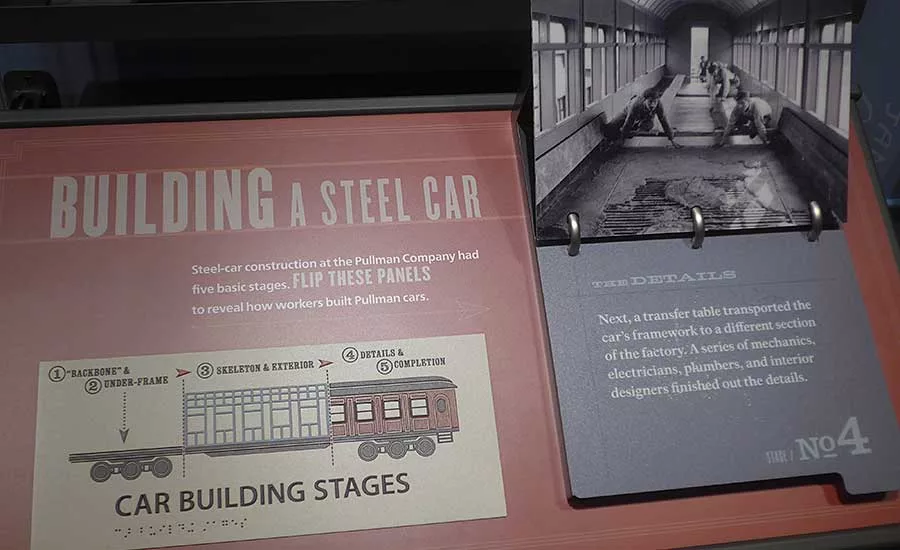
A key feature of the Pullman factory were several transfer tables that enabled workers to laterally move cars from one bay to another to complete the assembly process. In 1882, a mechanical engineer named Norman Robinson invented a device that used a small steam locomotive to roll a table between shop stalls.
Each transfer table locomotive was operated by an engineer and two helpers, who worked a clutch, cables, pulleys and a hook that pulled each car off the movable table into a stall for further assembly. One machine and three men could perform a task that formerly required 40 men. The steam-powered transfer tables kept operating until about 1918, when they were replaced by electric power.
Contemporary accounts of Pullman manufacturing processes, such as an article in the April 30, 1892, edition of the Railroad Car Journal, indicate that the progressive assembly of railroad cars typically involved four to five movements on the transfer table.
Each car was built in a stationary position, with “gangs of builders” moving from car to car to perform their specialized functions, such as “roofers” who applied roof boards and moldings, “tinners” who put on tin roof covers, and “trimmers” who installed bronze or plated trimmings on blinds, doors, sash and walls.
“The work is so systemized that as soon as one gang finished its work, another comes along,” explained the article. “In that way, the tinsmiths, steam-pipe fitters, carpenters and painters all work speedily without being in each other’s way. When a car has been completed, it is drawn out, and the trucks for a new one are placed on the erection tracks.”
According to a report prepared for the National Park Service by the Department of Social Sciences at Michigan Technological University, “each car was assembled from the ground up in one place until it was structurally and mechanically complete, then it was shifted to the paint shop for overall painting, and then to one more bays where it was put on its road trucks, fitted out with furniture, cabinetwork, carpeting and final detailing….
“Evidence from surviving fire insurance maps rather suggests that all the steps for the construction of a car likely happened in whichever bay the frame started in until the car had to be moved for a process that could not take place there.”
The Michigan Tech report claims the erecting shop was set up to accommodate 80 cars on parallel tracks at a time, “so that while 40 are building today on part of the tracks, laborers are distributing lumber and iron for 40 more along the vacant tracks; this material to be built into cars on the following day.”
Pullman engineers perfected the art of high-mix, high-volume production several decades before the advent of the moving assembly line in the auto industry. They also experimented with lightweight materials and new production processes.
Early assembly operations at the Calumet Shops relied on a custom manufacturing process that was carried out at individual stations where each car sat for a number of days. According to the Michigan Tech report, “materials were brought to [the car] and it was in no way an assembly line process.
“The car assembly process was a combination of batch production and station work. Each order —whether it be for one car or two dozen—was its own unique thing. The car length, compartmentalization, layout, amenities and virtually every detail could be specified by the ordering railroad.”
Production Pioneer
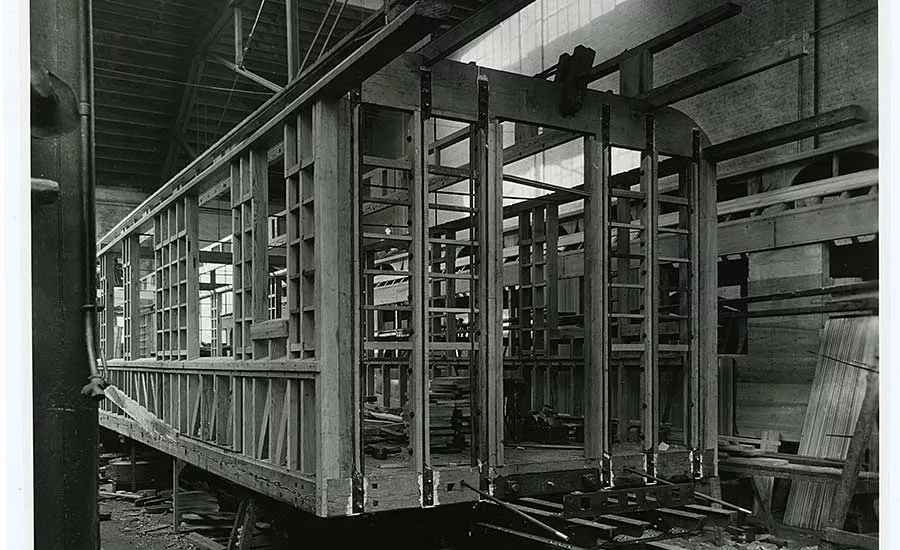
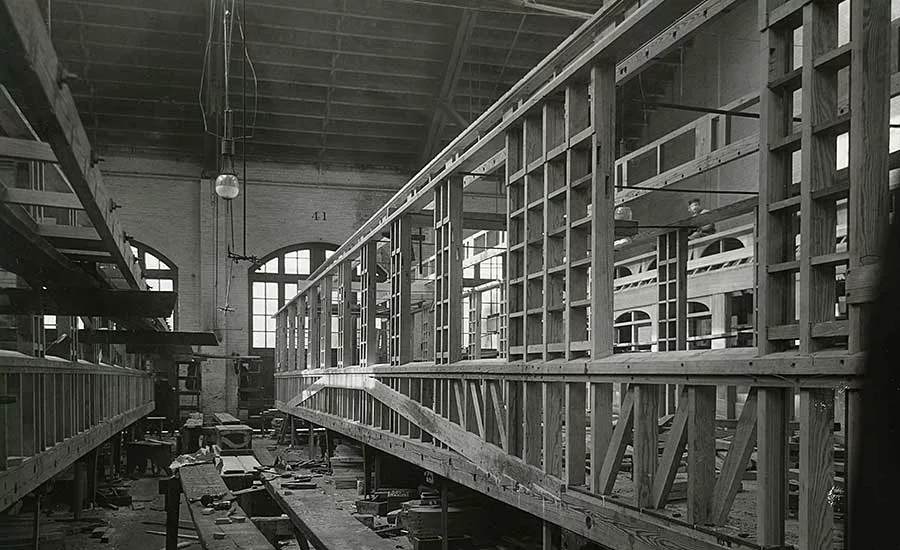
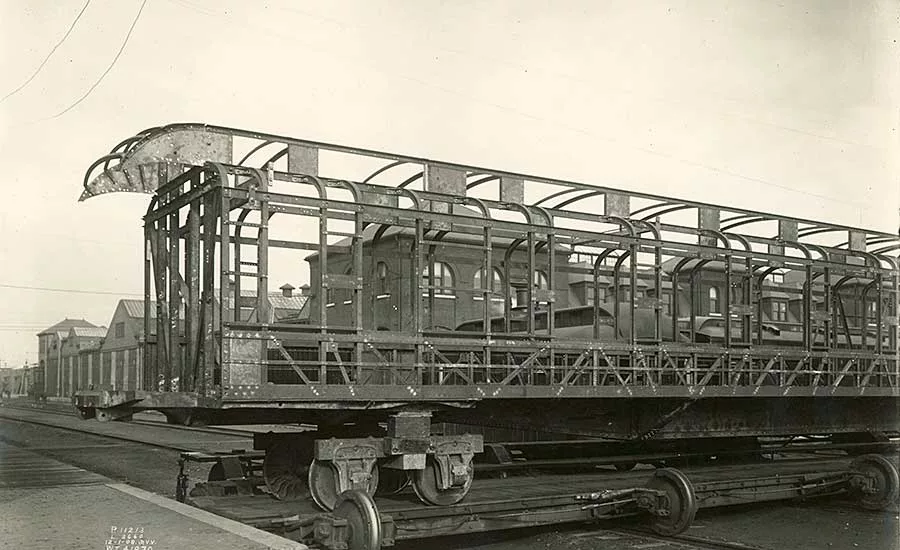
In the early 1900s, new technology dramatically changed the way Pullman designed and built passenger cars. Railroads began demanding larger, safer and sturdier cars. In response, Pullman produced its first steel car in 1907.
Engineers developed a steel frame that made cars stronger and lighter. Products evolved from 60-foot-long wood-trussed, varnished cars to 80-foot-long steel cars. By 1915, one-third of all Pullman cars in use were all-steel.
To meet increased demand, Pullman invested more than $5 million to rebuild and remodel its factory to accommodate the heavier materials and larger cars. Around the same time, the Calumet Shops transitioned from steam power to electric power.
Fabricated wood and iron trucks evolved into massive steel castings, while gas lighting changed to 32-volt DC electricity. The assembly process became more complex, because electric lighting required the addition of wiring harnesses, batteries, generators and switches.
The most noticeable change to passengers was the switch from ornate Victorian interiors to the widespread use of clear wood and Mission-style molding lightly accented with bronze hardware.
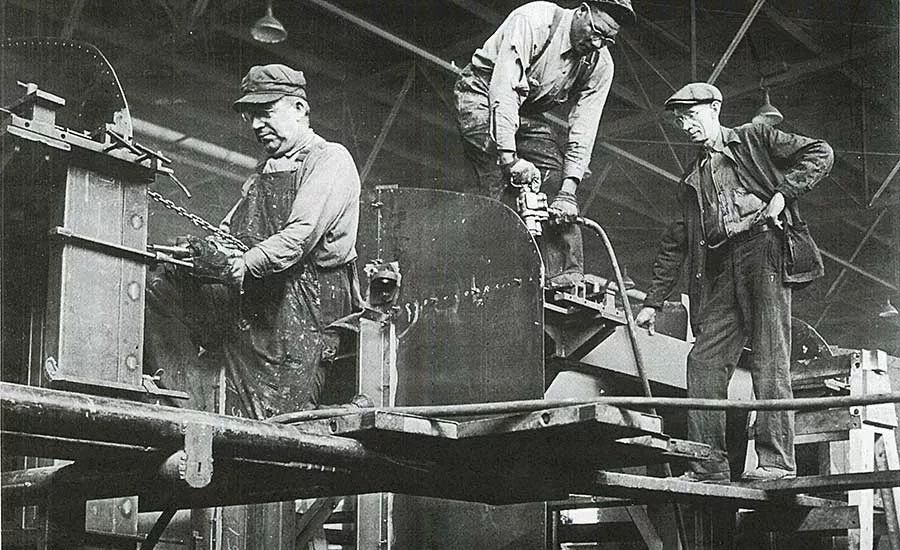
As railroad car construction switched from wood to steel, Pullman engineers developed new production tools and adopted new assembly processes, such as riveting. That shift caused a major change in the company’s labor force. Skilled craftsmen who specialized in cabinet making and wood carving claimed they could not “stand the racket” of riveting and were replaced by a new group of workers who required less training.
“At one fell stroke the old order changed to the new,” says Joseph Husband, author of The Story of the Pullman Car (A.C. McClurg & Co.). “An army of steel workers, Titans of the past reborn to fulfill a modern destiny, fanned the flames in their furnaces and released the leash of sand blast, air hose and gas flame.”
Many wood-era Pullman workers were immigrants from Germany, Holland and Sweden. Their replacements were primarily new arrivals from Czechoslovakia, Hungary, Italy and Poland.
However, despite new production tools and equipment, passenger car manufacturing remained relatively complex, because each railroad wanted its rolling stock to have a different look and feel than competitors. While cars often looked the same on the outside, each interior often had different amenities and layouts.
At the 1933 Century of Progress world’s fair in Chicago, Pullman showcased a new-fangled material called aluminum. Its lightweight Railplane featured a welded tubular frame covered with a riveted aluminum skin.
In addition, Pullman and the Union Pacific railroad displayed an all-aluminum streamliner dubbed the M-10000. The cars were constructed using a tubular aluminum space frame with Duralumin skin. They weighed 78,000 pounds vs. 135,000 pounds for a traditional steel car.
The introduction of lighter, streamlined cars also sparked new assembly processes, such as welding. Arc welding was used on the underframe and side frames of cars, with electric spot welding used to join side panels and roofs. Engineers discovered that the skin of a car could serve as an integral part of the structure, resulting in greater strength with less material and less weight.
Each side of a car was formed of 15 separate pieces with hundreds of corrugated stiffeners welded to them. Pullman engineers developed a 45-ton spot welder operated by a “magic eye” that could make 1,400 welds per minute. A total of 28 stainless steel sheets were formed over a frame as the traveling bridge made 8,000 spot welds while simultaneously seaming sheets together to form a continuous 85-foot roof for each car.
Once these and the ends of the car had been prefabricated, a team of assemblers would “lay down the car,” installing components such as interior trimmings, plumbing and wiring. Inside each car, Pullman used aluminum walls, window frames and vestibule doors.
Pullman engineers also pioneered multimaterial designs and lightweight materials such as fiberglass, plymetal (metal-faced plywood) and prestwood (a forerunner of particle board).
Many products that were built in Pullman, inlcuding railroad cars, interburban cars, street cars and trolley buses, have been preserved and are on display at the Illinois Railway Museum in Union, IL, which is located halfway between Chicago and Rockford.
To learn more about Pullman and other factories that made Chicago a production powerhouse, see Made in Chicago: The Windy City’s Manufacturing Heritage.
Looking for a reprint of this article?
From high-res PDFs to custom plaques, order your copy today!







