Five Things: Feeders



Step Feeder Supplies Magnets for Automotive Assembly
Performance Feeders Inc. has recently designed and built a step feeder system to supply two sizes of magnets for an automotive product. Engineers at Performance Feeders opted for a step feeder, rather than a vibratory bowl, for space savings and durability.
Parts are lifted out of the step feeder bin onto the orienting section of a vibratory track. Misoriented parts drop back into the bin. The system is designed so parts that are the wrong size are ejected out of the system into a yellow bin.
Correctly oriented parts are transferred into the assembly line by a 60-inch long vibratory inline track made from hardened steel and driven by two- and three-spring drivers.
Proximity sensors monitor the parts level in the track. A sensor at the track entrance controls the step feeder, turning it on when parts are needed in the track. The sensor near the track exit issues an alarm if the part level gets too low.
A belt-driven prefeeder, which stores 0.25 cubic feet of parts, keeps the step feeder supplied with parts. A photoelectric sensor on the step feeder monitors the parts level and turns on the prefeeder when parts are needed.
To see a video of the feeder in action, click here. For more information on feeding systems, visit www.performancefeeders.com.
Two Feeders Are Synced for Assembly Automation
Assembly automation often requires the coordination of multiple feed systems. Many feeder manufacturers will try to use the same type of movement for all the parts. Although that approach can work, it’s not always the best way to do things.
Looking for quick answers on assembly and manufacturing topics? Try Ask ASM, our new smart AI search tool. Ask ASM
Such was the case when Fortville Feeders Inc. was commissioned to design a feeding system for an integrator that was building an automated assembly and labeling system for a medical packaging company. The high-speed system labels vials and caps them before they are filled. The customer needed two feeder systems—one for the vials and one for the caps—that would supply each part at a rate of 260 per minute, eliminate noncompliant parts, and orient them for precision assembly.
The vials and caps are made of lightweight plastic. Feeding light parts at high speed can be a problem when exact handoff is needed at the end of the line. Even a stray puff of air can misorient parts and cause misfeeds.
Fortville engineers took a two-pronged approach to the challenge. The cap feeder was designed with a vibratory bowl and track. The caps are symmetrical and had little distinguishing features other than an opening at one end of the cap. The key to proper orientation was a series of tooling and compressed air selectors. Fortville Feeders designed the tooling in the bowl with two orientation and three selection sections to ensure that the caps were moved to the end of line with the open end up.
Another innovative feature was created to supply bulk parts to the feeder bowl. Fortville engineers designed a chute extension that eliminated bouncing parts. Lightweight parts tend to rebound when dropped from an elevator. The chute extension kept parts contained until they rested on the base of the bowl.
To feed the vials, Fortville took a nontraditional approach. Engineers used a through-feed gauge-roll design to both move the parts quickly and eliminate noncompliant parts. Although fast, most gauge rolls are not capable of feeding directly into an indexing dial plate because of an end carrier bearing. Fortville used opened-end gauge rolls that placed the parts precisely into the dial plates.
The vials are tapered, so the gauge rolls are spaced to let the parts hang between them. By hanging the parts, engineers ensured they are fed with open ends up and can be moved at a high speed without repositioning them. Large and small parts are moved off the rollers and sent down a rejection chute. Misoriented parts are sent back up an elevator and returned to the bowl.
For more information, visit www.fortvillefeeders.com.
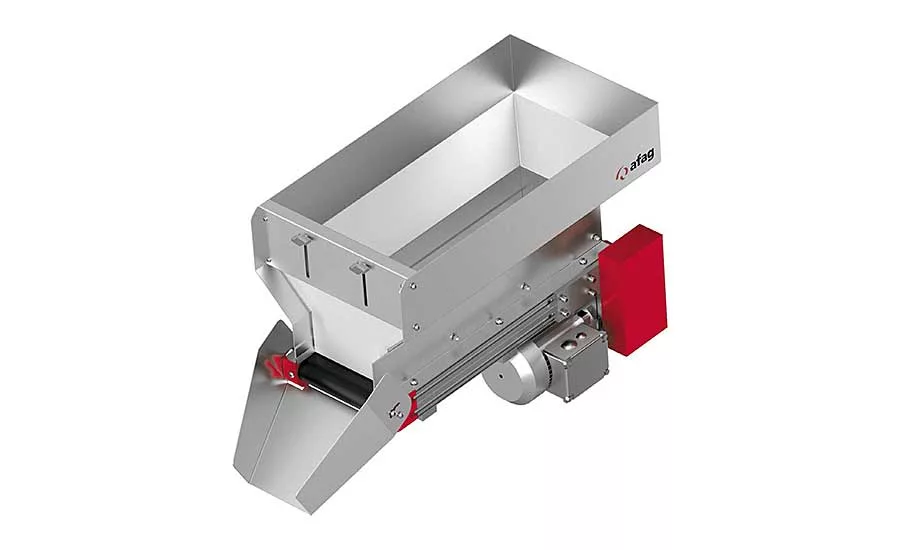
Hopper Keeps Feeder Bowls Topped Up
The IBB belt hopper from Afag Automation can be positioned above vibratory feeder bowls to keep them filled with an optimal level of parts. Whenever the fill level of a feeder reaches a low level, the hopper automatically refills it.
Hoppers are available with capacities of 3, 5, 6, 12, 25 and 50 liters. The hopper can store up to 70 kilograms, depending on the model.
Parts are dispensed from the hopper with the help of a conveyor belt. The standard belt has a black, water-repellent polyurethane coating. The belt dissipates static electricity before the parts leave the hopper.
Made from stainless steel, the hopper features adjustable front panels and an adjustable tilting spout.
For more information, visit www.afag.com.
Sturdy Tables Ensure Proper Operation of Vibratory Feeders
A vibratory parts feeding system involves a variety of components, including springs, magnets and the bowl itself. But, one foundational item is often overlooked: the table on which the bowl will sit. If the table is not constructed with the proper materials and engineered to withstand the daily stress generated by the vibratory components, then the feeding system will underperform or even fail.
According to the engineers at Automation Devices Inc., here are some important things to look for when evaluating feeder table construction:
- The top plate should be made from 1-inch thick steel.
- The legs should be made from 3-inch square steel tubing.
- The table should be fully welded and gusseted.
- The table should include leveling feet with rubber bottom pads.
The goal is to make the table as strong and heavy as possible to help the feeder run at peak efficiency. To determine if a table is strong enough, engineers can conduct a simple test. Run the feeder on the table and then run it on the floor and see where it performs better. If it runs better on the floor, the table is not strong or heavy enough.
Tables constructed with inferior materials might be less expensive in the short-term, but will ultimately cause problems with the parts feeding system. If the table is constructed from lightweight aluminum extrusions, wood or angle iron, it will not be strong or rigid enough. An aluminum top plate has different harmonics than steel and may vibrate too much while the system is operating. Improper construction will direct the energy down and into the table and not up and into the bowl.
For more information, visit www.autodev.com.
30
Number of screws per minute that can be supplied to one automatic screwdriver by the Eacy step feeder from Deprag Inc. The device can supply screws to up to six drivers, albeit at a lower rate. The feeder has a capacity of 2 liters. It can accommodate screws with a maximum head diameter of 6 millimeters and a maximum shaft length of 60 millimeters. The feeder is quiet, energy-efficient and gentle on screws.
Looking for a reprint of this article?
From high-res PDFs to custom plaques, order your copy today!







