Five Things: Automated Assembly

The LS Hybrid is a modular linear transfer system that allows engineers to decide which drive technology best suits each process station in an automated assembly line. Photo courtesy Weiss North America
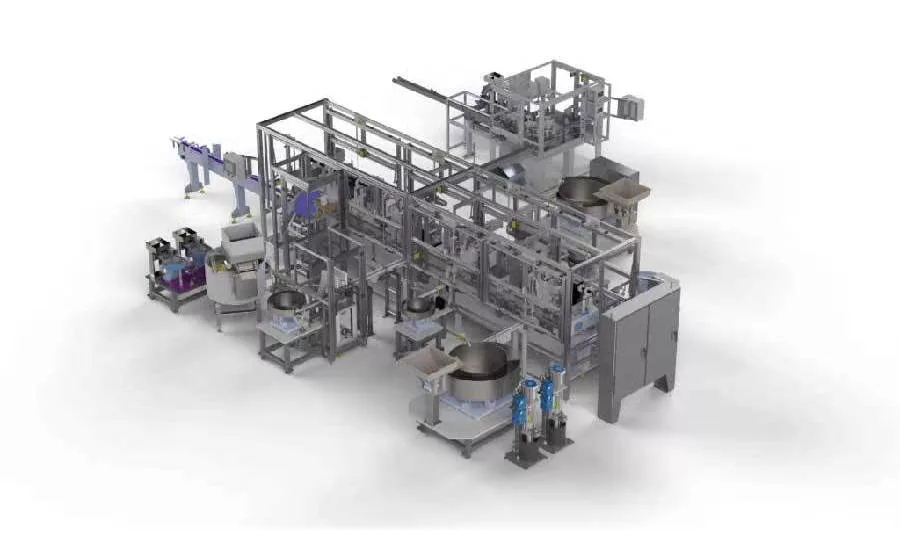
ATC designed and built this fully automatic system to assemble a residential electrical product at a high rate of speed. Photo courtesy ATC Automation
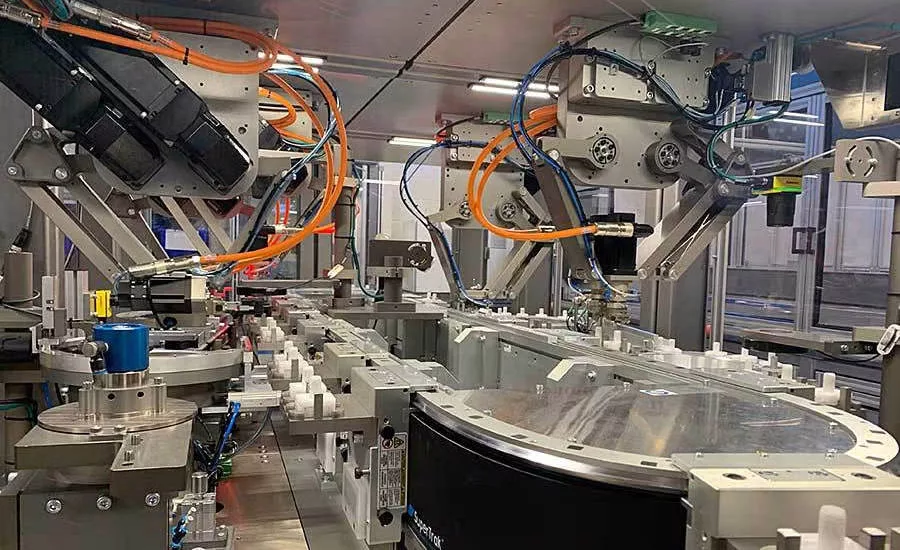
Symphoni is a compact, self-contained, pre-engineered automated assembly cell. Photo courtesy ATS Automation
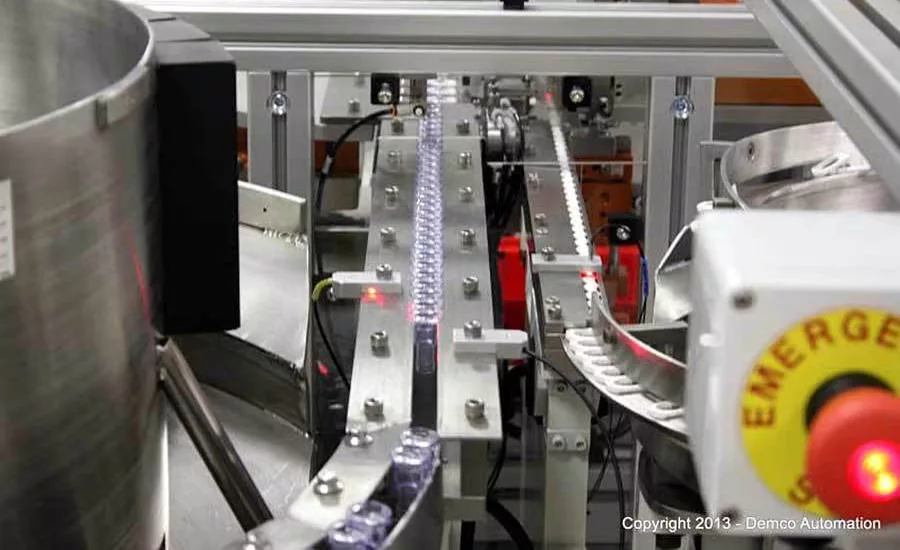
This automated assembly system can process some two dozen different styles of connector for a medical device. Photo courtesy Demco Automation
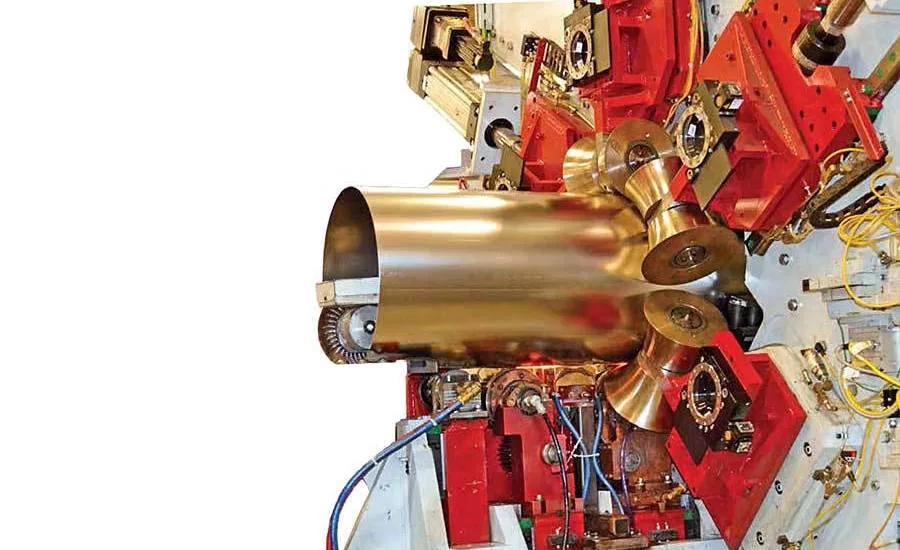
This machine automatically welds long seams in cylindrical assemblies formed from sheet metal. Photo courtesy Taylor-Winfield Technologies Inc.
Servo-Driven Modules Simplify Setup of Assembly Systems
Symphoni from ATS Automation is a compact, self-contained, pre-engineered automated assembly cell. Equipped with standard servo-controlled devices, including a high-speed delta robot, the cell can be configured to make a wide range of products, from simple two-piece assemblies to complex products having dozens of components and specialized processes. Systems are easily scaled to meet changing needs as a product progresses through its life cycle: from low-volume samples to high-volume production.
The motions of handling and assembly components are governed by electronic camming and are, therefore, fully flexible and digitally configurable. Adjustments to electronic cam profiles can be made at any time through the HMI. Different products requiring different assembly sequences and different motion profiles can run on the same system with menu-based selection.
A central “master cam” serves as an electronic line shaft, synchronizing motions system-wide, while individual stations in individual modules remain locally configured and controlled. The position, velocity, and acceleration of all devices are specified at 1 millisecond intervals.
Assembly systems can be configured with whatever number of modules and stations are required to assemble the given product. Each module controls its own automation equipment while synchronizing to the system’s electronic master cam.
The coordinated multi-axis motion control is managed by the Symphoni OS embedded in each module. Engineers easily set up station operations through a high-level, Excel-based configuration tool—the same tool used to visualize and validate station operation via Solidworks simulations.
The Symphoni HMI grants password-protected access to qualified users to make system-wide configurations, including configuration and selection of recipes; selection of machine rate; adjustment of pallet and pick-and-place positions (in 0.01-millimeter increments); and modification of tool motions and servo profiles.
Looking for quick answers on assembly and manufacturing topics? Try Ask ASM, our new smart AI search tool. Ask ASM
The workhorse of Symphoni technology is its versatile, high-speed delta robot. When equipped with servo-driven end-effectors, it can pick up randomly oriented parts and rotate them to a precise radial position with friction-free contact. When equipped with an optional tilt axis, it can invert parts or carry out assembly tasks at selectable angles.
Unlike general-use delta robots, the Symphoni robot can handle high forces. Its arms have been optimized through finite element analysis for minimum mass and maximum strength, giving it the nimbleness to stroke at high rates and the power for heavy-duty operations. The robot is also easy to use. Its motions are configured with selectable profiles preprogrammed for common assembly tasks. Up to two Symphoni robots can be pre-packaged in a module.
Most assembly systems feature pick-and-place stations in which components received from external feed systems are placed onto a pallet or assembled to another component. The robot coordinates its own movements with the numerically controlled movements of other devices, such as ATS’ SuperTrak linear-motor based conveyor or its RSM rotating disc. The robot can cycle at up to 200 strokes per minute.
For ultra-high-output applications, two or more identically configured robots can operate in parallel, achieving production rates of more than 1,000 parts per minute.
For more information, click here or visit ATS Automation at The Assembly Show Oct. 25-27 in Rosemont, IL.
Automated System Welds Seams for Cylindrical Assemblies
Taylor-Winfield Technologies Inc. has developed an automated system for welding long seams in cylindrical assemblies formed from sheet metal.
The system can produce a seam weld via induction forging, resistance welding, MIG welding or TIG welding. The system can weld ferrous or nonferrous metals ranging from 0.052 to 0.077 inch thick. The diameter of the cylinder can be 16 to 20 inches, and seam length can be 20 to 80 inches.
Welding speeds in excess of 325 inches per minute are possible, and the system can achieve a part-to-part cycle time of 15 to 20 seconds. With robotic assistance, changeover time can be less than 5 minutes. The system automatically adjusts weld seam overlap. Weld “overthickness” is 10 to 15 percent or less.
Automated features include servo-controlled diameter adjustment and control; part-to-part machine setup and adjustment; weld parameter storage and retrieval; part positioning and sequencing throughout the system; and system monitoring, fault identification, part tracking and feedback. A poka-yoke system verifies the width and length of incoming parts. Robotic loading and unloading is optional, and the system can be integrated with sheet-metal rolling equipment.
For more information, click here.
Linear Transfer System Is Customizable
The LS Hybrid from Weiss North America is a modular linear transfer system that allows engineers to decide which drive technology best suits each process station in an automated assembly line. Engineers can choose from cam drive, direct drive, belt drive, or linear motor drive with freely programmable redirection. This flexibility allows each module to be implemented with the most appropriate drive technology for maximum precision or dynamics to fit each particular process step.
With the LS Hybrid, assemblers can achieve up to 40 percent shorter cycle times and perform more processes in less space. The machine can be used in either a horizontal or vertical orientation.
The system’s e-Cam module supports absolute locking without the need and added expense of a locking unit, providing a jerk-optimized motion profile and up to 60 cycles per minute. At the same time, the highly dynamic linear motion module is freely programmable, allowing for any stop position.
The LS Hybrid is quick and easy to place into operation via Weiss Application Software (WAS). The flexible design permits faster assembly stations to be served sequentially, while slower stations can be supplied with components in parallel, providing a significant reduction in transport times. For production environments with nonuniform distribution of processing times between individual stations, the LS Hybrid can easily compensate for time differences.
With a load capacity of 10 kilograms and a maximum carrier size of 500 millimeters, the LS Hybrid accommodates a wide range of assembly components. Due to the mechanical interlock, process forces of up to 1,000 newtons can be applied directly to the tooling carrier without additional support, making it ideal for press-fitting processes.
With the integrated control system and WAS, drives can be commissioned quickly and without special expertise. Format changes and changeover times are also reduced, since the parameters can be directly adjusted via WAS. This allows small batch sizes to be implemented.
Productivity is further increased by enabling simultaneous processing of parts without disrupting the overall production flow, thus reducing downtime.
For more information, click here or visit Weiss at The Assembly Show Oct. 25-27 in Rosemont, IL.
Automated System Assembles Electrical Product
ATC Automation has more than four decades of experience designing automated assembly systems for consumer product manufacturers.
One such OEM recently asked ATC to design and build a fully automatic system to assemble a residential electrical product at a high rate of speed. The system consists of two cam-based chassis. The subassembly of this multicomponent product begins on an eight-station rotary indexing dial. The subassembly is then transported to a precision link conveyor, where final assembly and testing is completed. The system is integrated with a variety of parts feeders, intelligent fastening tools, precision dispensing valves, and welding equipment. Quality checks are performed throughout the process using sensors and vision systems.
When the assembly is complete and all quality checks are verified, the assemblies are fed directly to a third-party packaging system, which kits and boxes them. ATC also supplied a palletizing system that uses a six-axis robot to stack boxes onto a pallet.
For more information, click here or visit ATC Automation at The Assembly Show Oct. 25-27 in Rosemont, IL.
Cooperation Yields System to Assemble Product Variants
Contrary to popular belief, assembly systems can be flexible. East Coast systems integrator Demco Automation recently designed and built a custom automation system to assemble a family of connectors for a medical device. The system can process some two dozen different styles within the family.
To process all the variations, the system was designed to transfer parts using common features. Demco and the OEM worked together to analyze the product offering to determine the maximum number of variations that could be processed reliably and cost-effectively. This approach eliminated low-volume variants with features that would have increased the cost and complexity of the system. By working together, Demco and its customer minimized project risk, increased system uptime, eliminated tooling changeover, and met project cost objectives.
Demco’s system features a walking beam transfer system, two vibratory bowl feeders, a part insertion station, off-loading stations for good and bad parts, and programmable batch counting. Simple and reliable pneumatic mechanisms ensure easy maintenance. Cycle time is 1.7 seconds.
The system includes a programmable batch-size feature to prepare work orders for downstream packing and shipping. Parts are queued in a containment area and dropped into production totes when ready for removal by an operator.
For more information, click here.
Looking for a reprint of this article?
From high-res PDFs to custom plaques, order your copy today!






