Fastening Tools for EV Assembly
Special fastening tools are need to ensure safety and quality when assembling battery packs for EVs.

Up to 33 battery packs—each slightly larger than a shoe box—are inserted into a car body by a robot. An automatic screwdriving system then installs screws to keep them in place. Photo courtesy Desoutter
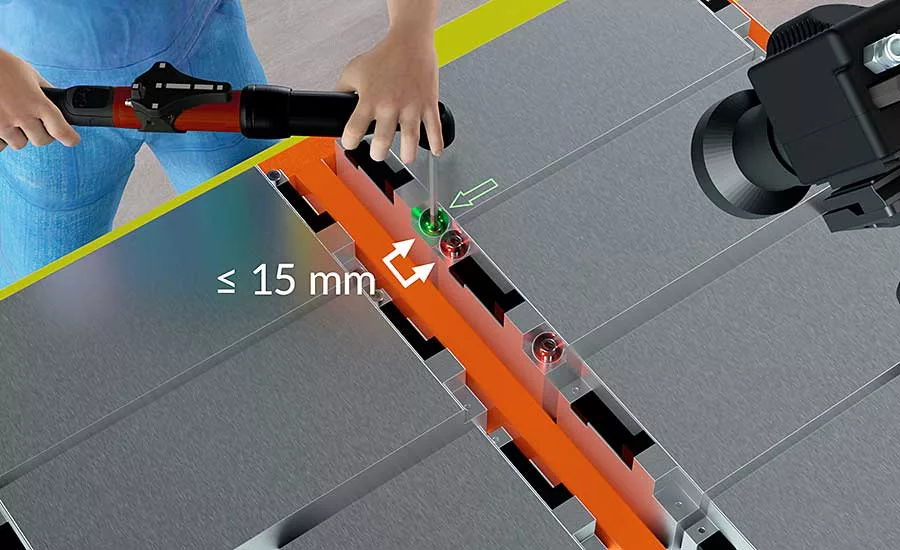
Nexonar positioning technology is used to ensure quality at the rework stations. The system uses infrared technology and a camera to identify exactly where a fastening tool is located in space. Photo courtesy Desoutter

This cordless screwdriver is equipped with a Nexonar transponder on the bottom of the battery. This allows the tool to be positioned on a screw with millimeter precision. Photo courtesy Desoutter

The tools for driving screws near high-voltage batteries are equipped with galvanically isolated chucks to protect workers. Photo courtesy Desoutter
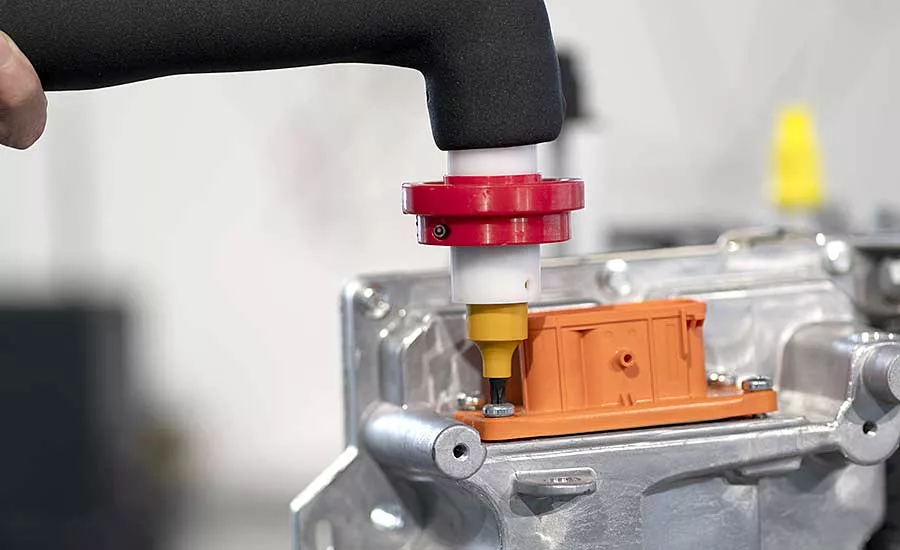
The metal surfaces of this tool are coated with an electrically insulating plastic to prevent short circuits of batteries. Photo courtesy Desoutter
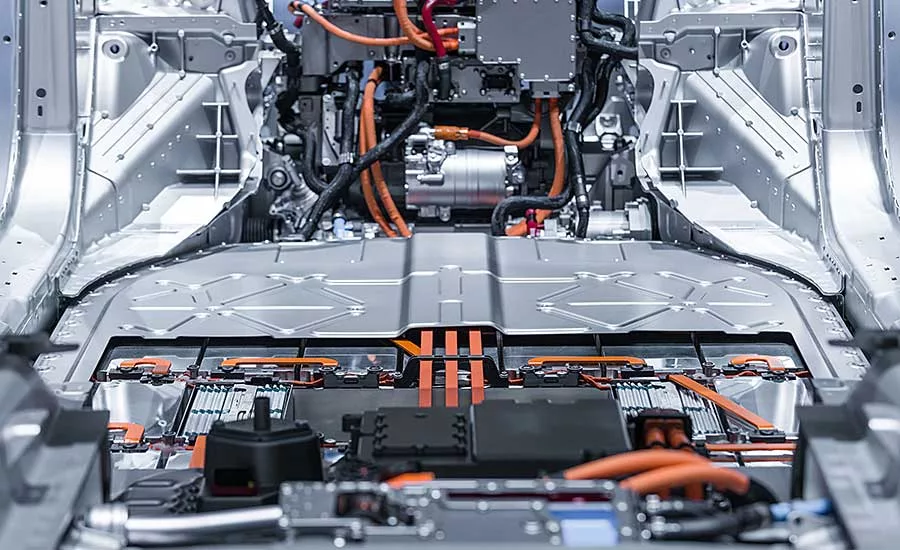
Voltages of up to 800 volts are involved when assemblers install battery packs into vehicles. To ensure that neither people nor material are harmed, special attention is paid to safety, fire protection and assembly methods. Photo courtesy Desoutter
The need to extend the range of electric vehicles is pushing automakers to adopt higher battery voltages. Most passenger EVs are powered by a 400-volt battery pack, while electric buses and trucks are powered by 600-volt battery packs. Now, OEMs are starting to adopt 800-volt battery packs for passenger vehicles.
An EV battery pack consists of many individual cells connected in series. Each cell supplies 3.1 to 4.2 volts. A nominal 800-volt system contains approximately 198 cells in series, giving an overall pack voltage of 610 to 835 volts. In contrast, a lead-acid battery for a gas-powered car contains six cells in series, for an overall voltage of 12 volts.
For one German automotive manufacturer, that dramatic increase in voltage has led to concerns about safety on the assembly line. Voltages of up to 800 volts are involved when assemblers install battery packs into vehicles. To ensure that neither people nor material are harmed, special attention is paid to safety, fire protection and assembly methods.
Another major concern is quality assurance, because the screw connections for the battery packs fall under safety class A. This means that there is a risk to life and limb if they fail. The quality of the screw connection must therefore be ensured and documented, regardless of whether fasteners are installed manually or with an automated system.
Fastening tools from Desoutter are helping the automotive company meet both challenges.
Up to 33 battery packs—each slightly larger than a shoe box, but significantly heavier—are individually inserted into welded aluminum car bodies. This is done by a robot at a fully automated workstation. Each pack is then fixed with four screws. Since speed and quality are critical, the screws are installed by a fully automatic system designed by Desoutter.
Four connected screwdriving spindles install the screws simultaneously, applying up to 20 newton-meters of torque. The screws are automatically fed from a hopper by a step feeder and blown through a hose to each spindle. When they arrive at the component, they are then automatically set at the same time and tightened synchronously to reach the final torque.
Looking for quick answers on assembly and manufacturing topics? Try Ask ASM, our new smart AI search tool. Ask ASM
“The screwdrivers are controlled by our software,” explains Maximilian Wien, senior account manager for the automotive industry at Desoutter. “The feeding technology is controlled by the machine builder, to whom we supplied the pneumatics and process plan. The screwdriving data is documented in the customer’s shop-floor software system, for which we supply the interface.”
Rework Under High Tension
When the assembly platform went live in 2018, the carmaker was the first to work with 800 volts on its electric models. “That was a big challenge back then, because we had to protect workers at manual workstations accordingly,” remembers Wien. “All screw connections that are classified as ‘not OK’ after automatic assembly are diverted to manual workstations for rework.”
Rework of the battery connections and manual assembly of bus bars are carried out with Desoutter corded angle screwdrivers. “To protect workers, we use galvanically isolated screw chucks,” explains Wien. “The metal surfaces of the screwdrivers are also given a plastic coating. Because if the worker puts an uninsulated screwdriver on the component, it might bridge two poles and cause a short circuit. To prevent this, everything that conducts electricity is covered.”
The standards that regulate the handling of high-voltage screw connections in automotive manufacturing originally came from the building trades sector. Many OEMs and suppliers are demanding compliance with such standards as a reference point.
Another safety measure is the monitoring of all battery packs using a thermal imaging camera. The packs are driven from one station to another with automated guided vehicles (AGVs). Should the temperature of a module exceed the limit value, the AGV is automatically ejected from the hall.
Tool Location Using Ir Technology
In addition to occupational safety, quality assurance at the rework stations is a major issue. Nexonar positioning technology from Desoutter helps. The system uses infrared technology to identify exactly where the fastening tool is in space. The only requirement is visual contact between a specially equipped camera and an infrared tracker on the tool. The tracker emits an unmistakable LED signal that is recognized by the camera.
The system’s software stores the spatial coordinates of the station, so it can determine the position of the tracker in relation to the fastening locations at the moment of assembly. Reference trackers attached to the component also transmit its exact position. The software then ensures that the worker can only use the screwdriver at the desired fastening location. In addition, the software guides the employee through the assembly process step by step, increasing efficiency and preventing errors. The software also documents the position of each part during assembly, providing full traceability.
Getting the system to work was “challenging, but doable,” recalls Wien.
“During positioning, the system works with an accuracy of ±1 millimeter,” he explains. “Of course, tolerances in the component positioning and the play of the tool output must be taken into account. All in all, we had to be able to distinguish between two screw positions at this station that are only 16 millimeters apart.
“Even the galvanic isolation brings with it a certain amount of play,” he continues. “And, this increases accordingly with a bit of 150 millimeters in length. In addition, the AGV is not always in the same place with the component. Although it enters the station on a magnetic tape, there are deviations of 25 to 30 millimeters.”
Such positioning errors of the AGVs are compensated for with two reference trackers on the component.
The rework stations themselves are equipped with four cameras that always keep an eye on the component. This overall arrangement ensures secure positioning even under difficult conditions.
“With the help of the two trackers on the component, we can identify its exact position,” explains Wien. “That means it doesn’t matter where exactly the AGV is located. Because as long as the component is in the field of view of the cameras and the reference trackers are visible, the deviations are neutralized and we can maintain the 16 millimeter tolerance.”
The trackers are located on opposite sides of the vehicle body. Using CAD data of the vehicle, engineers determined the optimal position of the trackers for the location system. Then, they used 3D printing to create a jig to locate the trackers consistently. As the AGV enters the station, the worker sets the trackers and removes them before the workpiece leaves the rework area.
Another tracker is permanently installed on each of the three screwdrivers, which is used to determine the precise position of the tool. This is supplied with power via the eLink system from Desoutter. The reference trackers on the workpiece are equipped with an 18-volt battery that ensures a running time of three to four weeks per charging cycle. The positioning is completed by Desoutter’s Assembly-Scout software and a stand-alone controller that manages the cameras independently of the customer’s system.
Looking for a reprint of this article?
From high-res PDFs to custom plaques, order your copy today!






