Hot Forming Titanium
Hot forming enables aerospace manufacturers to produce parts with complex shapes at lower tonnages without fracturing, spring-back or residual stress.

Hot forming was used to create these titanium aerospace components. Photo courtesy MSM Aerospace Fabricators
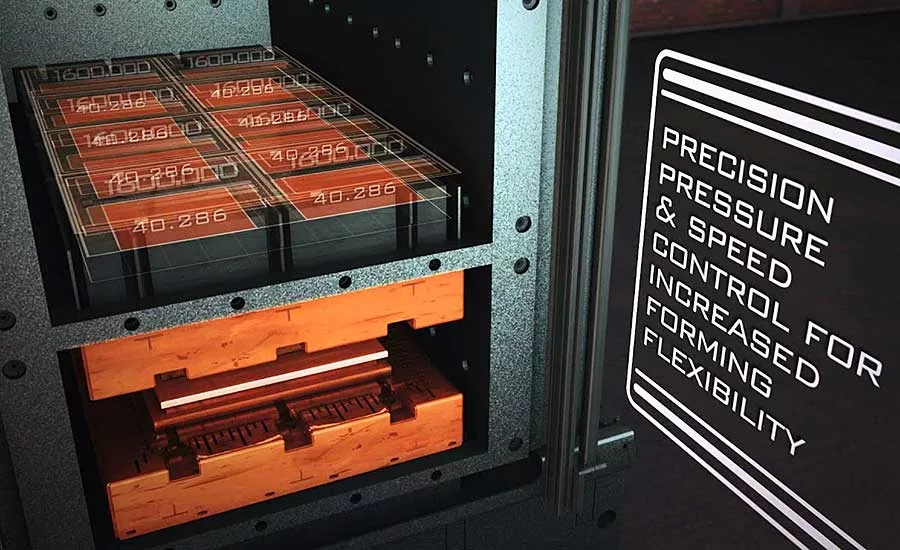
This hot-forming press is equipped with multizone electric cartridge heaters installed in gun-drilled passages. This controls temperature to within ±10 F. Photo courtesy Beckwood Corp.
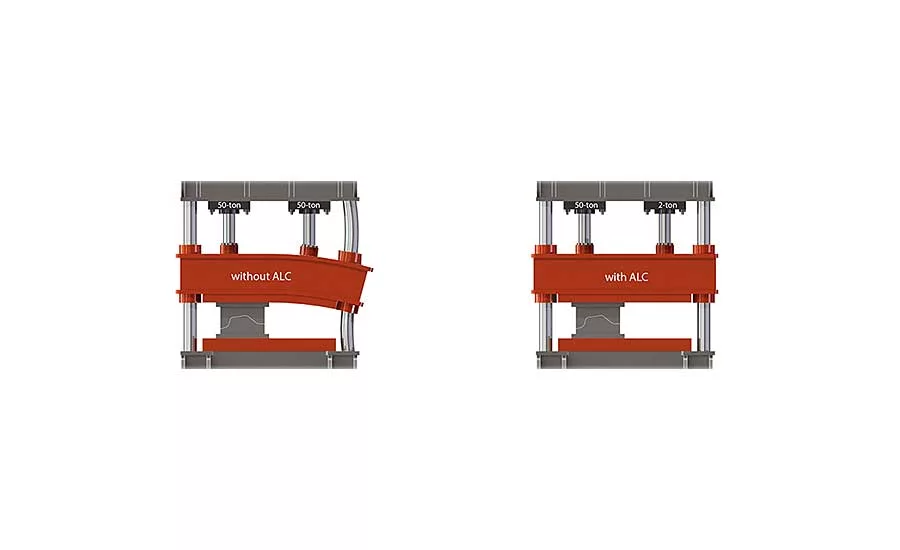
The intense heat generated by hot forming often causes die warpage. To counteract this effect, Beckwood has developed active leveling control (ALC) technology. Using a closed-loop monitoring system, ALC maintains bed-to-ram parallelism of ±0.004 inch. Photo courtesy Beckwood Corp.

Beckwood built this 400-ton hydraulic hot forming press for a major supplier of titanium aerospace structural components. The press features 48 by 96 inch platens capable of reaching temperatures up to 1,800 F. Photo courtesy Beckwood Corp.

Automated insulated door systems contain heat within the forming chamber while allowing access for loading and unloading parts. Operators need personal protective equipment, including heat-resistant gloves, arm coverings and eye shields. Photo courtesy Beckwood Corp.

Approximately two-thirds of all the titanium produced each year is used in aircraft engines and frames. Photo courtesy Airbus
Titanium has the highest strength-to-weight ratio of any metal. It’s as strong as some steels, but 45 percent lighter. Titanium is also prized for its corrosion resistance, fatigue resistance, crack resistance, and ability to withstand moderately high temperatures without creeping.
As a result, titanium is used to make a variety of aerospace components, including structural parts, ribs, fire walls and landing gear. In jet engines, titanium is used for rotors, compressor blades, hydraulic components and nacelles. In fact, about two-thirds of all the titanium produced each year is used in aircraft engines and frames. The Boeing 777 contains approximately 59 metric tons of titanium, while the Airbus A340 has 32 tons of the metal.
The properties that make titanium great for aerospace components also make it difficult to form. Standard cold-forming techniques can be used to form many titanium alloys. However, spring-back can be an issue, and cracking in bend radii is common.
Adding heat to the process solves these problems. Hot forming is a process that heats titanium and other high-strength alloys to extreme temperatures, which enables them to be formed in the press while in a soft, malleable state. The hot-forming process uses heated platens to heat a cold or slightly warmed blank during the press cycle. The introduction of heat inside the press increases the ability to form complex shapes at lower tonnages without the worry of fracturing, spring-back or residual stress. Because the malleability of the material is increased, hot-forming presses are usually much lower tonnages than cold-forming presses performing the same function.
Cycle time ranges from 10 to 30 minutes. Parts go in cold, come out hot, and end with a similar microstructure as they began.
Automated insulated door systems contain heat within the forming chamber while allowing access for loading and unloading parts. Operators need personal protective equipment, including heat-resistant gloves, arm coverings and eye shields. Photo courtesy Beckwood Corp.
The finished parts are not soft. Typically, engineers do not need to worry about imprinting material handling features onto the part when removing it from the press. Because the change in temperature between the machine and the plant floor is so significant, the part cools to a non-soft state almost immediately when the door opens.
Looking for quick answers on assembly and manufacturing topics? Try Ask ASM, our new smart AI search tool. Ask ASM
A similar process is superplastic forming (SPF). In hot forming, the tool and blank are heated from 900 to 1,600 F. SPF uses higher temperatures—up to 2,000 F—in conjunction with argon gas to form the metal. During the cycle, the heated material is clamped between a die and a plate. Argon gas is then injected into the forming chamber, pushing the blank into the die. Cycle time ranges from 20 to 40 minutes or more.
The resulting parts have a fine surface finish and are near-net-shape, eliminating the need for secondary finishing. Whereas the tooling for hot forming isn’t much different from traditional two-piece tooling, SPF tools are unmated, since gas is used to apply force to the metal.
Hot-Forming Presses
Based in St. Louis, Beckwood Corp. has been making hydraulic and electric presses and forming machines since 1976. The company has developed a line of dedicated hot-forming and SPF presses for forming aluminum, titanium and other high-strength alloys. Press size, tonnage, cycle parameters, heat specifications, platen materials and controls can all be customized to meet the needs of specific applications.
The machines are equipped with multizone electric cartridge heaters installed in gun-drilled passages. Embedded thermocouples provide temperature feedback and measure atmospheric temperature, and thermocouple receptacles can be used to measure and record tool temperatures. This controls temperature to within ±10 F and enables engineers to program temperature off-sets across the length and width of the platen.
Special components and materials are needed to handle the extreme temperatures inherent to these processes. Platens are fabricated from ceramics, stainless steel or other exotic metal alloys, depending on the application requirements.
Platen boxes have ceramic insulation and are isolated from the press frame with a thermal break consisting of water-chilled platens and a closed-loop chiller. This resists premature cracking and provides for long-term reliability.
Heat control is critical in hot forming, since it affects system efficiency and operating costs. Radiant heat is managed via heat shields. Air-conditioning units cool electrical panels, and thermocouples monitor operating conditions in critical areas. Heater life can be monitored via individual current monitors or by groups.
Variables in Hot Forming
There are four main process variables in hot forming: force, temperature, ram speed and dwell time.
- As a rule of thumb, forming force should start at 50 pounds per square inch of part surface area, and increase from there as needed.
- Temperature should start as low as possible within the required range and increase to achieve the desired shape and eliminate spring-back.
- Typical forming speed ranges from 0.5 to 10 inches per minute, but it can vary widely. Approach and retract speed can be set much higher to increase throughput.
- Dies should be held closed to stress-relieve the parts. A typical minimum dwell time is 5 minutes.
Automated insulated door systems contain heat within the forming chamber while allowing access for loading and unloading parts and tooling. Safety features include light curtains, perimeter guarding, lock-out controls, bed shuttles, and flame-resistant hydraulic oil. Operators will need personal protective equipment, including heat-resistant gloves, arm coverings and eye shields.
The intense heat generated by hot forming and SPF often causes die warpage. To counteract this effect and protect the structure of each press, Beckwood has developed active leveling control (ALC) technology. Using a closed-loop monitoring system, ALC maintains bed-to-ram parallelism of ±0.004 inch throughout the cycle despite off-center loading or die warpage.
For more information on presses, visit https://beckwoodpress.com.
Looking for a reprint of this article?
From high-res PDFs to custom plaques, order your copy today!







