Hot-Gas Welding of Plastic Parts
A new noncontact joining method uses hot nitrogen flowing through custom-built nozzles to soften the weld area




The shop floor was hopping in mid-January at Dukane Corp.’s headquarters in St. Charles, IL, 35 miles west of Chicago. Technicians were busy assembling, tooling and testing a variety of machines, including the latest product in the company’s arsenal of plastics assembly technologies: a hot-gas welding system.
Engineers from Dukane and a Tier 1 automotive supplier were testing the system’s ability to assemble two halves of a plastic air duct. When asked what he liked about the process, one of the supplier’s engineers said simply, “It’s clean.”
Particulate-free joining may seem more appropriate to medical devices than car parts, but automakers are increasingly demanding flash-free and particulate-free plastic assemblies for today’s high-tech, buttoned-up engines. A stray bit of plastic could gum up a valve.
The ability to create particle-free, aesthetic joints is one of many advantages of hot-gas welding. In Dukane’s new process, nitrogen gas flows through custom-built heater manifolds and is delivered to the weld seam via custom-built needle or nozzle profiles. This is accomplished without contacting the parts. The heat is targeted, and like infrared or hot-plate welding, once the plastic is molten, the heat source is withdrawn, and parts are pressed together to form a bond.
The process offers several benefits. It can join large parts with complex 3D shapes, making it ideal for automotive components such as air ducts, intake manifolds, reservoirs and taillights. It’s also good for multipiece assemblies with function-integrated parts, such as engine covers with oil-mist separators and baffles; lighting assemblies with integrated radar sensors or cameras; and even components such as batteries with internal hardware.
“It really opens a window on what you can design and still weld,” says Paul Cathcart, tooling engineering manager at Dukane Corp.
Hot-gas welding also gives engineers some flexibility in joint design. For example, vibration welding—a go-to process for joining large automotive parts—requires a fairly robust joint design with extra clearance to allow for movement during welding. “With hot-gas welding, the weld joint can be smaller and still achieve near-parent-material weld strength,” says Cathcart.
Looking for quick answers on assembly and manufacturing topics? Try Ask ASM, our new smart AI search tool. Ask ASM
Because the process uses hot nitrogen—an inert gas—to heat the parts, there’s no oxidation in the weld seam. This creates joints with exceptional long-term strength under harsh conditions like high temperatures, high pressure, pressure pulsation, and exposure to aggressive chemicals. Nitrogen also improves the aesthetics of the joint. The plastic does not turn black or brown.
“The nitrogen creates an inert zone around the weld seam, so there’s no thermal degradation of the plastic,” says Cathcart.
Hot-gas welding can join all types of thermoplastics, including filled materials. Hot-gas welding can join plastics that are considered to be too difficult to weld, including polybutylene terephthalate, polyoxymethylene, polyphenylene oxide and polyphenylene sulfide. The process is even being used to weld flexible plastics, such as thermoplastic polyurethane, that can’t be assembled with ultrasonic or vibration welding.
“There are parts you can weld with hot-gas welding that you can’t weld with any other process,” says Cathcart.
How It Works
The hot-gas welding process is similar to hot-plate welding or infrared welding. First, the two halves of the assembly are loaded into custom-made fixtures, which can be horizontally or vertically oriented. Loading is usually performed manually, though it could also be done with a six-axis robot. Prior to welding, pneumatic clamps in each fixture actuate to hold the parts snug against the tooling. (Special features can be designed into the parts to give the clamps something to grip.)
Clamping the parts ensures they are located accurately and consistently for the heating stage. Large parts with complex shapes, such as intake manifolds or taillights, will invariably have some variation due to warpage after molding. But, because the nozzles will get very close to the parts—1 to 3 millimeters—even small variations in location could result in one or more nozzles contacting the part, which would be a no-no.
“Clamping locks the weld seam in place and forces the part to conform to the tooling, which eliminates any issues with warpage,” explains Cathcart. “Hot-gas welding gives you the quality of laser welding, while also giving you the ability to accommodate some variability in the parts.”
When loaded, only a small portion of each part protrudes from the fixture.
The fixtures are connected to linear slides driven by servo-driven ballscrews. This lets engineers precisely control fixture positioning, clamping force and weld displacement. Assuming quality molded parts, the hot-gas welding machine can control weld depth with an accuracy of less than 0.1 millimeter.
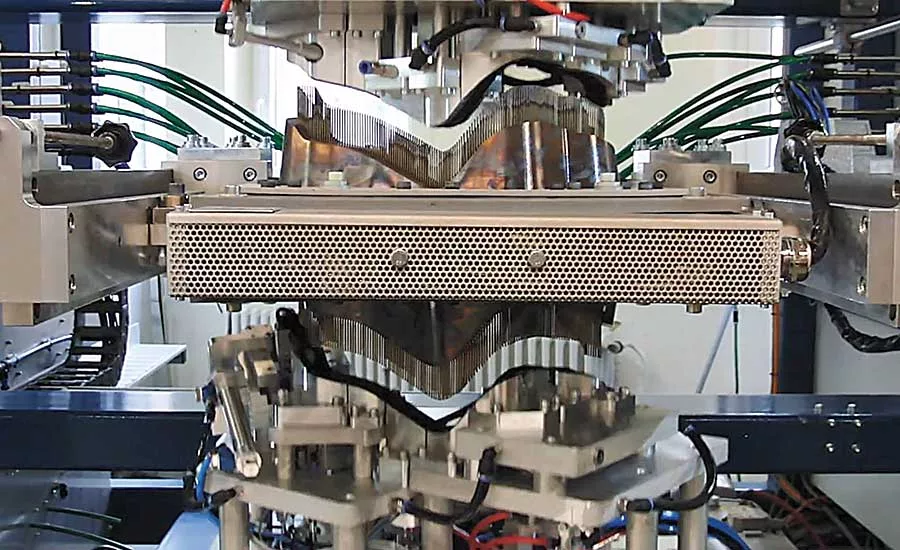
When the machine is actuated, the platen moves in between the two fixtures. The fixtures then move the parts near the nozzle array without contacting them. The hot gas heats the plastic for a set time until a small portion of plastic around the edge of each part melts.
Once the plastic has melted, the fixtures move apart, the platen withdraws, and the fixtures travel toward each other again. The parts are pressed together and held for a set time so the melted edges fuse as the plastic cools. Finally, the fixtures separate again, and the assembly is unloaded.
All totaled, cycle time for hot-gas welding ranges from 30 to 45 seconds, which is comparable to infrared welding.
The platen is usually a sandwich of five steel components. There’s a heater plate in the middle that heats the nitrogen to a temperature of 500 to 550 C. On either side of the heater plate are serpentine plates, which contain the channels that direct hot nitrogen to the nozzles. Nozzle plates are located atop each serpentine plate to deliver the nitrogen to either side of the weld seam.
The platen is sized to accommodate the parts. Fixtures can be designed to assemble one large part or multiple smaller ones.
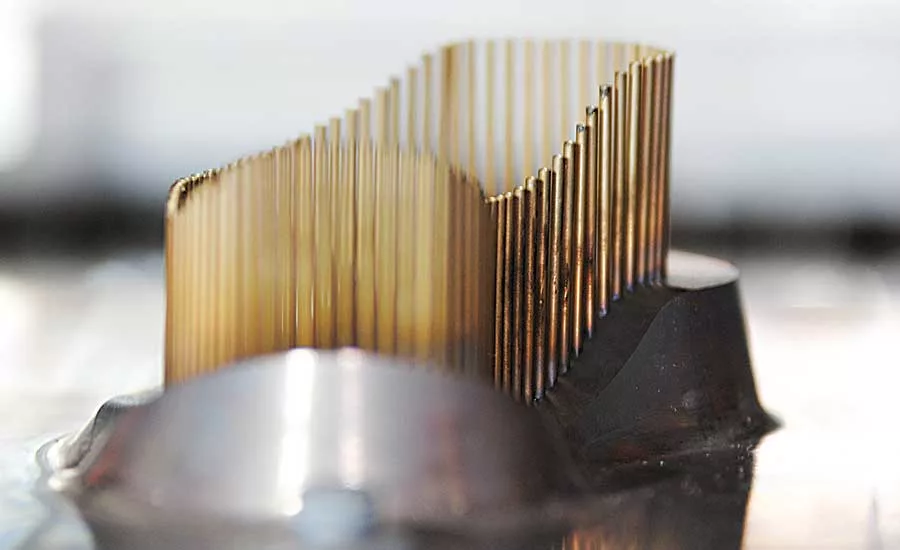
The nozzles, which can range from 2 to 3 millimeters in diameter, are arranged in the shape of the part. Thus, the height of each nozzle is set to match the contour of the weld seam. If the part is flat, the nozzle tips will be even with each other. If the part is curved, the tips will be arranged to match the curve. The tips are spaced approximately 1 millimeter apart.
“The goal is to get consistent heating,” explains Cathcart. “You want the heat spots produced by the nozzles to overlap slightly on the weld seams.”
Depending on the part, the platen might have dozens or even hundreds of nozzles. Because the nozzles are long and narrow, engineers can direct heat to hard-to-reach areas—an advantage over infrared and hot-plate welding. And, engineers can make slight adjustments to the position of the nozzles if needed.
Nitrogen for the process can come from an external supply or onboard nitrogen generator.
Process Control
Hot-gas welding equipment provides considerable process control. Engineers can program temperature, heating time, clamp force, weld displacement, and hold time. Thanks to sophisticated electronics and proportional control valves, engineers can govern the flow of hot gas—and thus, the weld temperature—in up to 60 zones, depending on the size of the part. As a result, thick sections can get more heat, or thin sections can get less.
Mass-flow sensors confirm that gas flow to the nozzles meets specifications. If a nozzle gets blocked, the system is alerted to the problem and halts the process.
The machine can be equipped with part detection sensors, vision inspection systems, and thermal imaging systems. It can also be equipped with a scanner to read 1D and 2D bar codes.
Tooling for different assemblies can be changed quickly. The machine can store the settings for a specific part in memory, so they can be recalled via automatic tool identification.
To see a video of he process, click here.
Looking for a reprint of this article?
From high-res PDFs to custom plaques, order your copy today!





