Software Augments ERP to Optimize Inventory

Many MSA offerings are configurable products that are assembled to meet the unique needs and preferences of customers.
Photo courtesy MSA Safety Inc.
On the morning of March 26, 1912, the Jed coal mine in West Virginia exploded. In a flash, methane gas ignited and 81 miners lost their lives. From this tragedy, mine engineer John T. Ryan Sr. had an epiphany: “If I could spend my life doing what I can to lessen the likelihood of the occurrence of such terrible disasters, I shall feel in the end that my life had been well spent.”
Ryan recruited colleague George H. Deike to help realize his vision. Recognizing the importance of dependable, safe mining equipment, they went straight to one of the country’s great thinkers: Thomas Edison. The brilliant inventor helped Ryan and Deike create a battery-powered headlamp that would help prevent methane-related explosions caused by open-flame lamps. Over the next 25 years, that invention would reduce mine explosions by an astounding 75 percent. Of all his inventions, this was the one that did the most for humanity, Edison would later say.
Today, the company that Ryan and Deike founded—now known as MSA Safety Inc. and based in Cranberry Township, PA—manufactures safety equipment for a variety of industries, such as construction, the military, fire departments, and chemical, oil, and gas production. Only a small portion of its current catalog involves mining-related products.
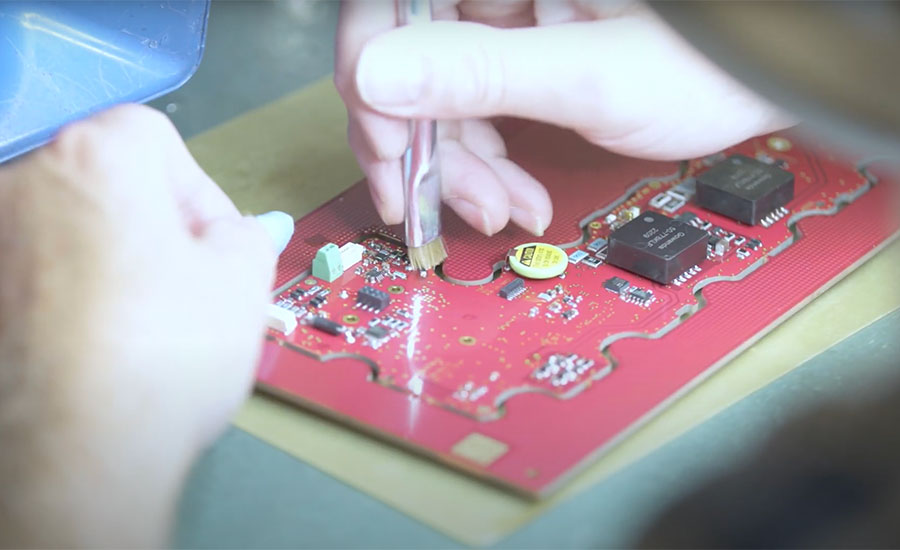
Many MSA products integrate a combination of electronics, mechanical systems and advanced materials to protect users against hazardous or life-threatening situations. MSA’s core products include self-contained breathing apparatus, fixed gas and flame detection systems, portable gas detection instruments, industrial head protection products, fire and rescue helmets, and fall protection devices.

MSA manufactures safety equipment for a variety of industries, such as construction, the military, fire departments, and chemical, oil, and gas production. Photo courtesy MSA Safety Inc.
Since the turn of the 21st century, MSA has seen record sales. But, like most manufacturers, MSA has been affected by supply chain issues following the pandemic. To address these challenges, the company has implemented new technologies and strategies to maximize supply chain value and efficiency.
Many MSA offerings are configurable products that are assembled to meet the unique needs and preferences of customers. MSA defines this manufacturing strategy as assemble-to-order (ATO). While ATO helps MSA meet customer demands, it also comes with various supply chain challenges, such as forecasting configurable options, lead-time extensions, and single-sourced components. But, the processes that MSA had been using to cope with such challenges are no longer effective in the new, post-pandemic state of the supply chain.
“Consignment programs that used to be effective just don’t work in this environment, and we’ve had to learn to adapt and make changes,” says Eric Blanton, MSA’s global purchasing manager. “It was apparent that if we continued to use certain legacy processes, our inventory visibility would become static in this new environment, and that would present a new set of challenges.”
Looking for quick answers on assembly and manufacturing topics? Try Ask ASM, our new smart AI search tool. Ask ASM
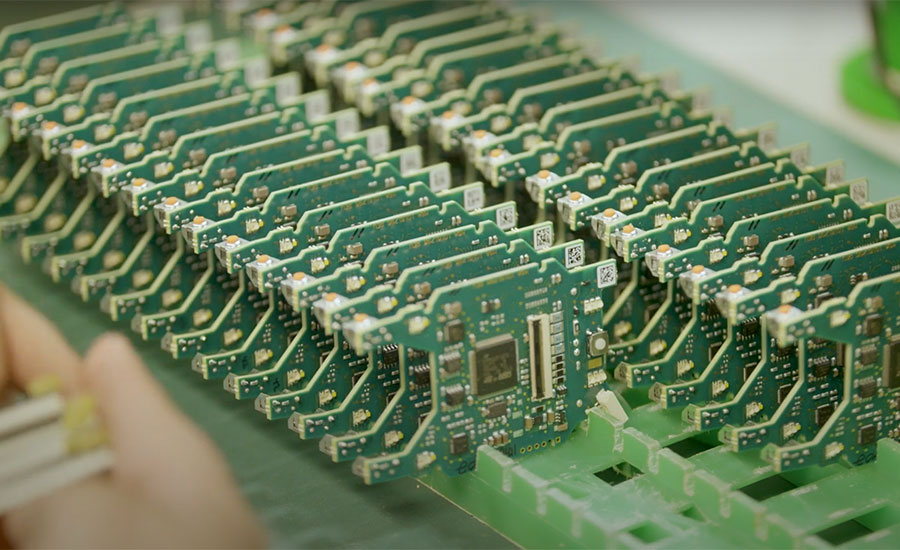
Many MSA products integrate a combination of electronics, mechanical systems and advanced materials to protect users against hazardous situations. Photo courtesy MSA Safety Inc.
Augmenting ERP
Although ERP systems have historically been great for housing large sets of data, the increased complexity and globalization of modern supply chains have decreased the value of legacy technology.
ERP systems are still essential, but they can be limited in terms of visibility and collaboration capabilities. With hundreds of ERP notifications and a variety of different reports and spreadsheets, it can be overwhelming to keep track of changing and competing priorities.
“We use a robust SAP system, but it has certain limitations when it comes to seeing details related to on-hand and incoming inventory,” says Jessica Troiano, chief procurement officer for MSA.
This data challenge weighs heaviest on procurement teams, who are charged with keeping pace with an ever-changing supply chain environment.
“While our ERP system supports key business functions, we discovered that we needed an enhancement to help us prioritize and make sure we are executing on the most impactful tasks, in order of importance,” explains Blanton. “Time management is important. We need to keep our buyers and sourcing groups focused on the most value-added part numbers and activities, first and foremost.”
MSA wanted a centralized system with advanced analytics to improve collaboration, efficiency and performance. After weighing various options, including supply chain management tools, MSA identified LeanDNA’s inventory optimization command center as the system that would best meet its needs.

LeanDNA software can connect to any ERP system to create customizable dashboards and reports for procurement and supply chain teams. Photo courtesy LeanDNA
LeanDNA is highly configurable. The cloud-based software can connect to any ERP to create customizable dashboards and reports that provide value across procurement and supply chain teams. LeanDNA also connects teams and technology to ensure organizations solve problems and make decisions that are aligned with their strategy. Planners, buyers, leaders and suppliers can collaborate seamlessly with streamlined workflows and standardized reporting.
LeanDNA enables users to work more efficiently through real-time updates and streamlined collaboration. These capabilities have enhanced MSA’s centralized purchasing services model.
“It would not be unusual for a buyer in Pittsburgh to complete a task and then need to share information with a production planner in Jacksonville, NC, to minimize the potential for a stock-out or to expedite a customer order,” says Blanton. “Our teams can all interact within LeanDNA’s platform—our supply planning, demand planning, production planning, buyers, and sourcing team all have access to streamline communication and improve efficiency.”
MSA uses LeanDNA’s centralized platform to consolidate information and improve cross-functional visibility. LeanDNA helps identify shortage risks ahead of time so teams have more time to prepare for supply chain disruptions. For example, the software reveals the depth of delay for a material shortage and helps prioritize the actions that need to be taken first.
Like most manufacturers, MSA has been affected by supply chain issues following the pandemic. Photo courtesy MSA Safety Inc.
“The improved, data-driven material shortage visibility helps us see down the road, and around the corner. There is improved visibility into our next supply constraint to help focus our efforts into resolution action, versus investigation,” Blanton says.
“After implementing LeanDNA, the visibility in demand forecasting has become more clear through the platform,” says Carl Mckinney, a buyer at MSA. “LeanDNA gave us an interactive picture of what changes were happening and where we had the potential for critical material shortages. Further, with access to historical data, we were better able to identify spikes in demand and why we were having shortages.”
LeanDNA puts key information in one place, making information faster and easier to find.
“The biggest challenge as a buyer is repetition,” says Sadie Myers, another MSA buyer. “After implementing LeanDNA, we are able to leave notes on the platform and forward information to other departments, and that makes it easier to get more work done in a shorter period of time without repetition.”
MSA buyers use the software to share comments, create tasks, and communicate in one central location to reduce emails and time spent on pulling SAP reports.
Through LeanDNA’s standardized, role-based workflows, each team member has clearer goals and responsibilities. Buyers have clear objectives to meet their inventory goals and make sure production isn’t delayed, while leaders have a comprehensive view of everything the buyer is working on.

With LeanDNA, planners, buyers, leaders and suppliers can collaborate seamlessly with streamlined workflows and standardized reporting. Photo courtesy MSA Safety Inc.
LeanDNA provides prioritized actions ordered by importance and criticality to help supply chain teams make decisions that positively impact short and long-term goals. Digitally enabled shortage reporting advanced MSA Safety purchasing effectiveness and improved the quality of the conversations between buyers and planners.
“Sourcing and procurement have never been more instrumental in the success of an organization as they are today,” says Troiano. “Our sourcing and purchasing teams bring so much value, particularly when it comes to getting parts in the door and on time, which is key to meeting customer expectations. We have to stay up to speed on so many different situations with our supply base to make sure we have good visibility on the parts coming in to avoid stock-outs or shortages, while at the same time, managing our working capital and inventory.”
Supply chain leadership can track progress and identify areas of improvement through LeanDNA’s automated buyer, site, and supplier performance reports. MSA’s purchasing team incorporates LeanDNA visualizations in their weekly team huddles on key performance indicators.
Even MSA Safety’s suppliers are included in the platform through LeanDNA’s supplier connect portal and supplier scorecards using standardized performance metrics. Within LeanDNA, MSA buyers can quickly check supplier performance, including the plant they service and their delivery scores. As a part of a continuous improvement effort, MSA is working on implementing a quality score and cost score to enhance supplier performance and collaboration. For example, LeanDNA’s Supplier Connect enables strategic suppliers to view orders and exception messages and provides a means to interact within the platform for improved collaboration, and real-time responsiveness.
For more information, visit www.leandna.com.
ASSEMBLY ONLINE
For more information on manufacturing software, read these articles:
Johnson Controls and LeanDNA Build Digital Thread
Software Enables Furniture Manufacturer to Optimize Inventory
Meeting the Challenge of Implementing AI
Looking for a reprint of this article?
From high-res PDFs to custom plaques, order your copy today!






