High-speed automation system assembles lip balm tubes
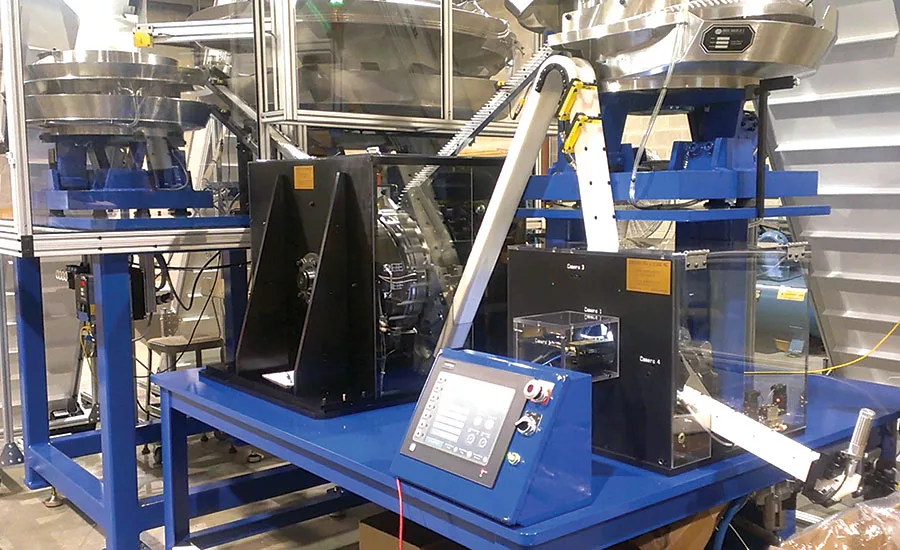
This continuous-motion assembly system produces lip balm tubes at a rate of 300 per minute.
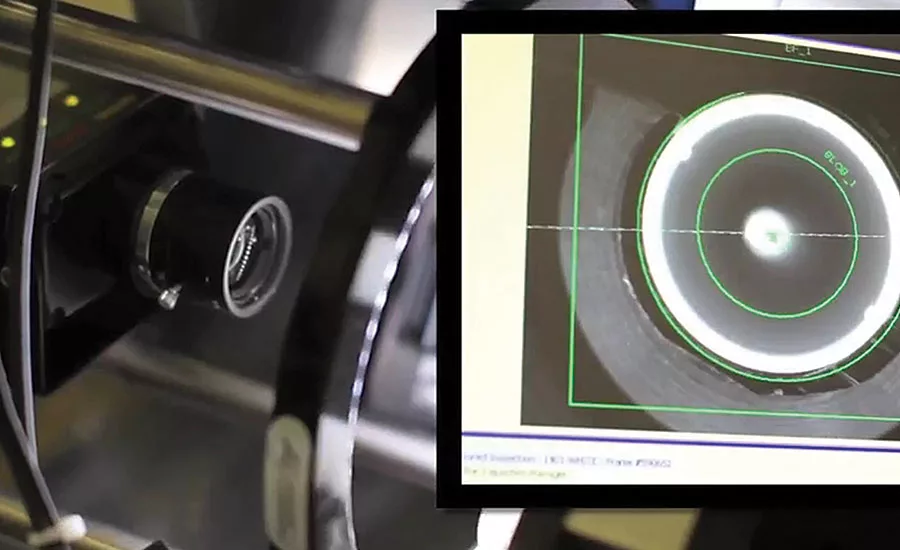
Vision systems are used to inspect the barrel opening for imperfections and to ensure the screw is not bent or damaged.
In most of the northern half of the country, winter means ice, snow, frigid temperatures—and dry, chapped lips. In fact, according to market research firm Information Resources Inc., more than 31.3 million tubes of lip balm were purchased at U.S. convenience stores in 2013, totaling more than $64.8 million in sales. The leading brand alone accounted for half those sales.
That’s a lot of plastic push-up tube assemblies. The only way to meet that kind of volume is with high-speed automation—or, more specifically, a continuous-motion assembly system.
Systems integrator Schaffer Tool & Design Inc. in West Chicago, IL, has been designing and building custom automated assembly systems since 1981, specializing in high-speed, continuous-motion assembly machines. Schaffer Tool has built machines for many applications, including medical devices, aerosol valves, consumer products, and bottle caps and closures.
The company built its first system to assemble lip-balm tubes in 1992. “That machine is still running today, producing good assemblies shift after shift,” says Michael E. Schaffer, director of sales at Schaffer Tool.
Recently, the company built a continuous-motion machine to assemble a 0.15-ounce lip balm tube at a rate of 300 assemblies per minute. The tube consists of three parts: a barrel, a screw, and a cup-shaped elevator, which pushes the product up when the screw is turned. The barrel and screw are polypropylene, while the elevator is high-density polyethylene.
Each part is loaded into its own hopper. The hoppers convey the parts upwards and drop them into vibratory feeder bowls. The bowls convey, orient and discharge the parts into tracks, which present them to the main assembly dial. There, they are fed into slides or pockets and positioned for assembly.
First, the elevators are loaded into slides and picked up by an assembly tool that is actuated by the main assembly cam. This tool enters the inner diameter of the elevator. The elevator is cammed away from the front of the machine and pressed into the barrel to a depth slightly past the final assembly depth.
Looking for quick answers on assembly and manufacturing topics? Try Ask ASM, our new smart AI search tool. Ask ASM
The barrel is fed directly into a pocket in the main assembly dial. After the elevator is inserted to the appropriate depth, the barrel is cammed towards the back of the machine by the same assembly tool that inserted the elevator.
The screw is loaded into slides towards the rear of the assembly dial. When the barrel is cammed towards the back of the machine, the screw starts to engage the elevator inside the barrel. Once the screw is engaged in the elevator, the screw slide is retracted. The barrel then continues towards the rear of the dial.
As the barrel advances, the screw contacts a driver, which turns the screw until it is completely assembled. A clutch ensures that the torque applied by the driver never exceeds the strength of the components.
At the final station, the assembly is probed to verify the depth of the elevator. (This is done to ensure success when the tube is filled with lip balm. If the elevator is too high, the balm will spill out over the tube—not good.) If the assembly is out of specification, it will be discharged through the machine base.
Good assemblies are discharged into a track that leads to a vision inspection system. The system consists of four cameras. Three cameras are positioned to inspect the barrel opening for imperfections. The cameras can find imperfections as small as 0.004 inch. The fourth camera is positioned directly in line with the opening of the barrel to ensure the screw is not bent, out of center, or damaged.
Rejected parts are discharged through the machine base. Good parts are discharged through a track and into boxes on a conveyor. The system counts the parts, and the conveyor automatically changes boxes when a set quantity is reached.
The system is equipped with an easy-to-use HMI that controls all aspects of the system and includes multiple data collection screens.
Schaffer Tool’s engineers worked closely with the customer to develop certain features to aid in the assembly process. For example, to effectively and repeatably drive the screw into the elevator, engineers determined that a feature would be needed to allow the screwdriver to turn the screw from the knurled end. They advised the customer to add flats to the inner diameter of this feature. This allowed the tool to enter the recess in the back of the screw and efficiently turn it.
For more information, call Schaffer Tool at 630-876-3800 or visit www.schaffertool.com.
Editor’s note: Whether you’re a systems integrator or the in-house automation team of an OEM, if you’ve designed a system that you’re particularly proud of, tell us about it. Send an e-mail to John Sprovieri, editor of ASSEMBLY, at sprovierij@bnpmedia.com, or call 630-776-0924.
Looking for a reprint of this article?
From high-res PDFs to custom plaques, order your copy today!






