Working With Systems Integrators

When choosing a systems integrator, engineers should consider the company’s experience, technical capabilities, financial health and even geographic location. Photo courtesy Arthur G. Russell Co.
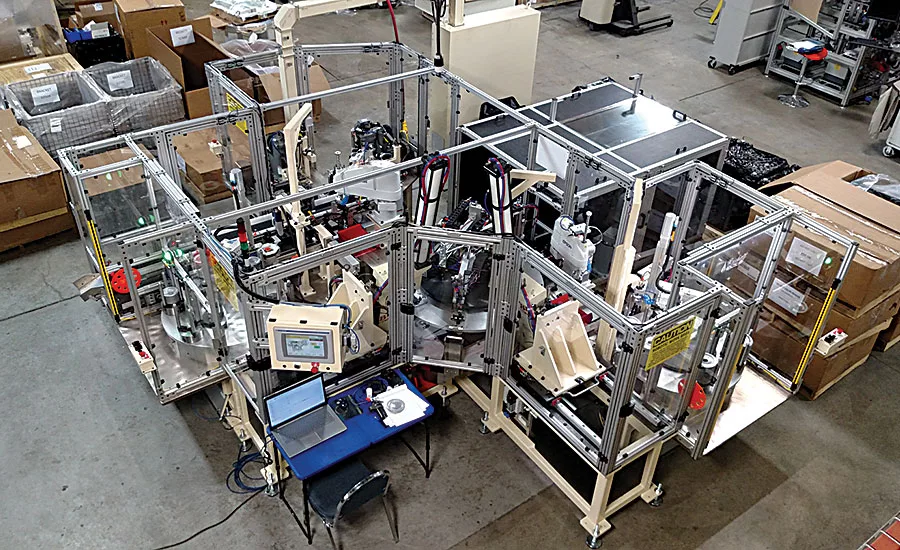
When specifying an automated assembly system, engineers often overlook safety and accessibility requirements. Photo courtesy Flexible Automation Inc.

The time needed to design and build an automated assembly system varies. A simple project might take 12 to 14 weeks. A complex one could take 48 to 52 weeks. Photo courtesy Flexible Automation Inc.
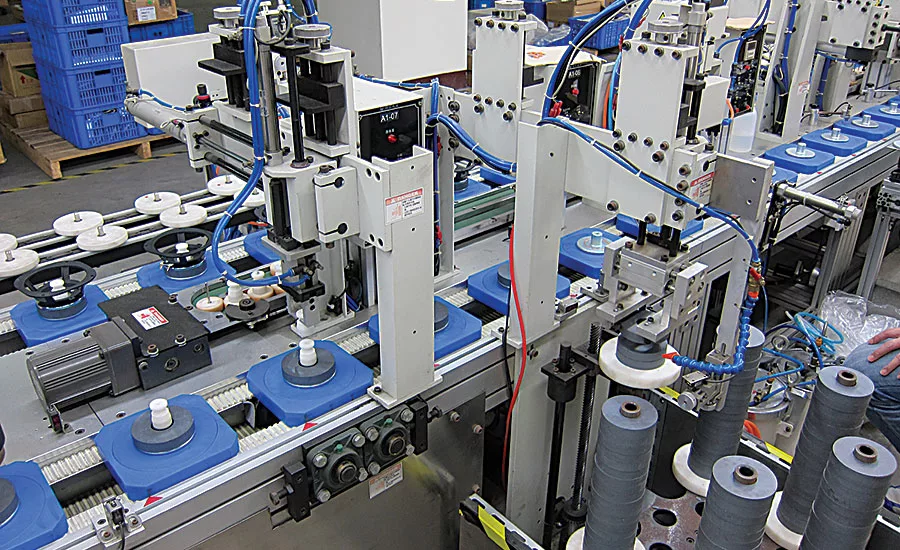
The best time to send out RFQs is debatable. While being first to market is important, sending RFQs before the product or processes are fully understood increases the risk of an automation project. Photo courtesy Usher Audio


Automation is expensive. A simple rotary-indexing dial system with four to six stations might cost $300,000. A linear system with multiple assembly and test stations can easily top $1 million and take a year to execute.
The risks for both sides are high. OEMs want to be first to market, and they don’t want to be stuck with an expensive white elephant. Systems integrators don’t want to eat the costs of engineering underdeveloped parts or processes.
Fortunately, finding the right integrator and establishing a good working relationship need not be difficult. A little planning up-front can ensure a smooth project from start to finish.
Picking Integrators
Before engineers can send out RFQs, they must first decide which systems integrators they would like to work with. Picking an integrator isn’t something that should be done at random. An integrator’s experience, technical capabilities, financial health and even geographic location should be considered.
Topping any list of selection criteria is the integrator’s areas of expertise. A manufacturer of syringes will want integrators with past experience building systems to assemble medical devices. If the assembly calls for resistance welding of thin metal parts, engineers should make sure the integrator knows that process inside and out.
Some engineers pick integrators based on the technology brands they work with. “Engineers don’t get too hung up on specific grippers, slides or things like that, but they will often want to know if you’re an authorized integrator for a particular brand of robot, PLC or vision system,” says Andy Osterholzer, president of Flexible Automation Inc.
Another aspect to consider is the integrator’s in-house capabilities. Does the integrator outsource panel building or controls design? Does the integrator have a full machine shop? An integrator with a full range of in-house capabilities can respond more nimbly to problems and changes than one that relies on numerous subcontractors.
Looking for quick answers on assembly and manufacturing topics? Try Ask ASM, our new smart AI search tool. Ask ASM
Past experience is also important. “A lot of our customers are companies with whom we have long-standing relationships and with whom we have developed trust over time,” says Mark Burzynski, president of Arthur G. Russell Co. “Trust is very important, because both parties are taking a risk, and you need to have a good working relationship. We have one customer for whom we have done 1,000 automation jobs over the past 40 years.”
The integrator’s financial health should not be overlooked, either, advises Tony D. Green, sales and marketing coordinator at ATC Automation. “You want to know that they not only have the technical ability to do your project, but that they will be around long enough to complete your project,” he says. “You don’t want the company closing its doors and leaving your project unfinished. That has happened.”
Steve Hall, business development and applications manager at systems integrator Micro Instrument Corp., counsels engineers to visit integrators they might like to work with. “You need to see for yourself and develop your own gauge for how they do things,” he says.
ABCs of RFQs
Once engineers have identified integrators to work with, they can think about sending out requests for quotes (RFQs).
The best time to send out RFQs is debatable. While being first to market is important, sending RFQs before the product or processes are fully understood increases the risk of an automation project for both the OEM and the integrator.
“If you don’t provide enough information about the project, you’re going to get more of a budgetary price than a firm price, and those two figures can differ quite a bit,” warns Hall.
Without adequate information about the product or processes, integrators may include language in the proposal reserving the right to review costs once more details are known.
“Some of our customers in the medical device industry are on the cutting edge,” says Hall. “They’re trying to make their first assembly out of 3D-printed parts. In that situation, there has to be shared risk. You can’t ask us to quote something if you can’t give us real parts.”
Depending on their level of experience with automation, engineers might send out two to five RFQs for a particular project. There is no standard way to write an RFQ, but if engineers expect a firm proposal, they would be well-advised to provide as much information as possible.
Osterholzer has seen it all. “There are buyers that don’t have a build specification. They don’t have a documented assembly process for the product. They don’t even have the product design locked in,” he says. “Those are challenging projects to run with, because there’s so much up in the air. You have to ask a lot of questions to make sure there’s no disappointment.
“On the opposite end of the spectrum is the large corporation that provides a build specification that is literally 2 inches thick. Every detail is nailed down—even the font size on machine tags. Those can be rigorous projects to deal with, too, because you can get burned on something really inconsequential.
“The ideal customer has written a machine specification, designed the product, and documented the assembly process, but still provides some latitude in machine design. It’s more a partner relationship. It’s no accident that those companies end up being long-term customers.”
Ideally, the RFQ should explain the following: definition of purpose; equipment description; product specifications; piece part specifications; equipment output rates; output efficiency; sequence of operations; assembly processes; test and inspection requirements; facility requirements; safety requirements; interface requirements; language requirements; equipment construction guidelines; control system requirements; training requirements; acceptance procedures; installation requirements; documentation requirements; quotation requirements; input and output list; and equipment schedule. It’s a good idea to consult maintenance personnel so see if they have any brand preferences for controllers or other components.
Part drawings, models and sample parts are important. How will the parts be made? Will they be molded or stamped? What are the manufacturing tolerances? Will they be supplied in bulk? Or will they be on reels or in trays?
Osterholzer says engineers often overlook safety and accessibility requirements. Will the machine need a light curtain or safety mat? Will it need doors? Should the doors be hinged on the right side or the left? Will the machine need to comply with UL or CE specifications?
Error-proofing is another aspect that’s often overlooked. Engineers should specify what types of validation procedures are needed for the product. Is it enough to confirm that a part has been inserted, or do they need to know if it was inserted to a specific force and distance?
Similarly, engineers should spell out data collection requirements. Do they need to tie production data to serial numbers for traceability purposes? Or are they just looking for basic analytics, such as the number of good assemblies produced per hour?
Green says engineers often forget about model variations. “A lot of times, we’ll quote something, and the customer will forget to mention that the product has four variations,” he says. “They don’t realize that there’s tooling and fixtures to consider.”
Evaluating Proposals
Just as RFQs vary in their level of detail, so, too, can the proposals that integrators send back.
“Any engineering effort costs money, and you’ll see right away who spent money on your project and who didn’t, based on the quality of the proposal,” says Hall. “If your integrator asks a lot of questions, you know they are really digging into the project and trying to figure things out.”
A good proposal will be dozens of pages long, showing the overall layout and going through each station in detail. The proposal should include the brands and model numbers of each piece of equipment. The proposal should cover every aspect of the project, including pricing, options, warranties, spare parts lists, manuals, schedules and delivery terms.
“If the scope of work is well-defined, we’ll give firm, fixed pricing,” says Osterholzer. “If the quote is based on a lot of assumptions, and those assumptions turn out to be incorrect, we reserve the right to a change order.”
When evaluating proposals, engineers should do more than simply look at the bottom-line price. “Are the quotes consistent? Is one company way off? If so, why? Maybe one company eliminated a lot of things,” says Green.
“You typically come up with a decision matrix, including price, advantages, technical pluses and minuses, and strength of the vendor,” says Burzynski. “Geography can play a role, since there’s often a lot of travel involved.
“The strongest weighted factor should always be the concept. Who has the best concept? Price and delivery are always second. The lowest-cost machine isn’t always the most cost-effective.”
Building the System
Once a proposal has been accepted, the integrator will hold a pair of kickoff meetings—one internally and one with the customer. The goal of these meetings is to flag potential problem areas early and ensure that everyone involved in the project knows their responsibilities and deadlines.
“We like to have the customer kickoff meeting face-to-face at the customer’s facility, especially if they have existing automation or assembly processes that need to be learned,” says Burzynski. “
Once construction of the system has begun, design review meetings are held periodically to go over milestones and schedules. “Throughout the process, the customer should be part of the team that’s designing and building the machine,” says Green.
Engineers should be prepared to supply the integrator with production-ready parts at key points in the build process.
“We typically need 24-hours’ worth of production,” says Burzynski. “We need parts for feeder development and fixtures; debugging; and acceptance testing. Withholding parts from the integrator is the worst thing you can do, so make sure you budget for that. And, we want good parts. We don’t want prototype parts or scrap parts.”
A multistation automated assembly system is typically paid for in installments based on milestones. Engineers should expect to provide approximately 30 percent of the total cost as a down payment; 30 percent upon completion of engineering; 30 percent after initial run-off; and 10 percent after final installation and acceptance.
The time needed to design and build an automated assembly system varies depending on the size and sophistication of the machine. A simple project might take 12 to 14 weeks. A complex one could take 48 to 52 weeks.
“With a large project, about 25 percent of total project time will be spent on mechanical and electrical design and acquiring long-lead-time items,” says Green. “Another 25 percent will be spent actually building the machine; 25 percent will be spent debugging the machine; and 25 percent will be spent on final run off, tear down, shipping, installation and training.”
Looking for a reprint of this article?
From high-res PDFs to custom plaques, order your copy today!




