Orbital and Radial Forming for Delicate Assemblies
New technologies are enabling orbital and radial forming equipment to tackle sophisticated assembly applications.

Baltec’s HPP-25 process controller governs six process parameters: forming distance, riveting time, riveting force, spindle distance, external contact and rivet head height. Photo courtesy Baltec Corp.
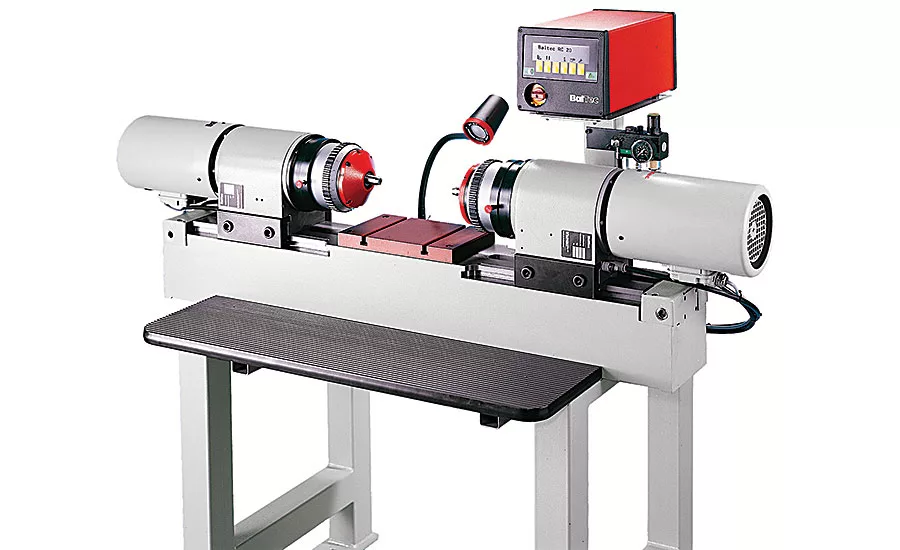
This setup allows rivets to be headed from both sides of an assembly simultaneously. One controller directs both machines. Photo courtesy Baltec Corp.

Orbitform has recently introduced a line of servo-driven power heads. Using a servomotor and ballscrew to apply downward force confers numerous advantages, such as precise control, variable advance and retract rates, and a wide range of forming forces. Photo courtesy Orbitform LLC
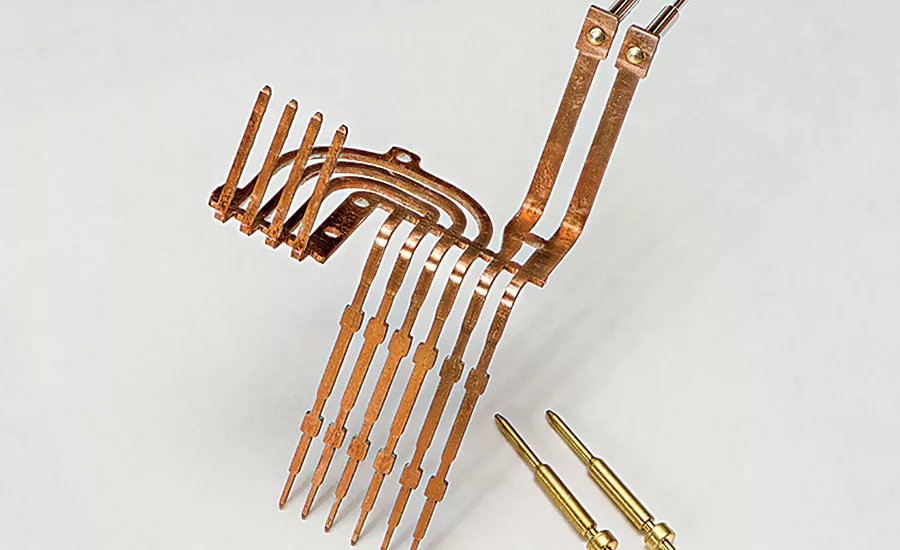
Sophisticated controls are enabling orbital and radial riveters to tackle small, precision applications, such as electrical connectors and medical devices. Photo courtesy Taumel Assembly Systems
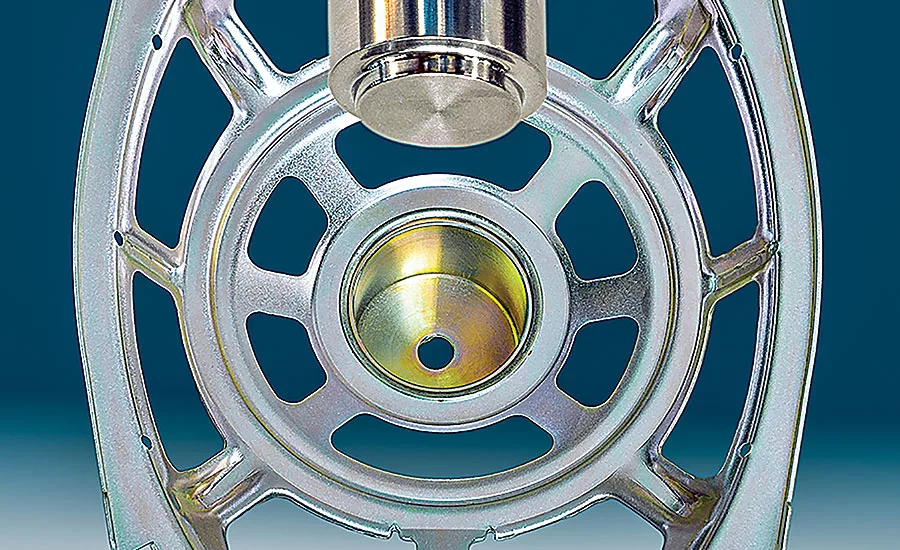
A manufacturer of automotive speakers uses an orbital forming machine to secure a magnetic core to a metal basket. A special tool swages the magnet in place without deforming the basket. Photo courtesy Taumel Assembly Systems
Engineers at a major manufacturer of portable electronic devices had a problem. They needed to rivet a small, thin electrical contact to the device’s charger subassembly, but how could they head the tiny rivets—0.02 to 0.03 inch in diameter—without crushing the assembly?
“We’re talking pinhead-sized rivets,” recalls Chuck
Rupprecht, vice president and general manager of Baltec Corp. “The application required very low force—below 1.5 kilonewtons.”
To assemble the parts, Baltec supplied a radial riveter outfitted with a custom-made forming tool and an HPP-25 process controller. Equipped with a 5.7-inch color touch screen, the user-friendly controller lets engineers govern six process parameters: forming distance, riveting time, riveting force, spindle distance, external contact and rivet head height. The controller gives engineers a choice of 39 riveting modes.
A unique function of the controller is “exact rivet recognition.” This function recognizes the start of the rivet without the need for pressure or speed reduction during the riveting process—prior sensing is not necessary. Other features include an integrated data logger for recording process data; the ability to visualize riveting data as curves; and the ability to export and import data via USB and Ethernet interfaces.
“We now have the ability to use our HPP technology with very low-pressure applications and still get the same accuracy as you would with a ‘normal’ 6-millimeter rivet,” says Rupprecht.
That ability has enabled Baltec’s riveting technology to be applied to some very delicate assemblies, indeed. For example, a medical device manufacturer is using a Baltec machine to head semitubular rivets just 0.03 inch in diameter. The rivets secure a fine wire mesh in a device for repairing heart valves. If that’s not challenge enough, each riveted joint has to pivot.
Another benefit of the HPP-25 controller is the ability to change forming parameters on the fly to head different sized rivets. “Let’s say an application calls for heading one rivet 7 millimeters in diameter and another 4 millimeters in diameter,” says Rupprecht. “I can’t use the same force that I used for the 7-millimeter rivet to form the 4-millimeter rivet—I’ll squash the heck out of it.
Looking for quick answers on assembly and manufacturing topics? Try Ask ASM, our new smart AI search tool. Ask ASM
“With our process controller, you set up different programs for each point. Using a proportional pneumatic control, the controller automatically reduces air pressure so the machine can head those smaller rivets.”
High-Precision Riveting
Orbital and radial forming, or riveting, may be mature technologies, but they haven’t remained static. Engineers who typically think of orbital and radial riveting for assembling robust automotive parts, such as seat tracks or brake pads, may want to take a fresh look at these cold-forming technologies for small, precision applications, such as electrical connectors and medical devices.
For example, a medical device manufacturer is using a servo-driven orbital riveter from Orbitform LLC to rivet small scissors and clamps for endoscopic surgical instruments. The joints for these tools pivot on a small stainless steel rivet that must be headed to a very tight tolerance.
“That was a very precise application,” says Jacob Sponsler, plant manager at Orbitform. “The clamp force provided by the rivet had to be perfectly repeatable, so surgeons have the exact same feel every time they use the instrument.”
Traditionally, the downward force applied by orbital and radial forming machines has come from pneumatic or hydraulic cylinders. However, Orbitform has recently introduced a line of servo-driven power heads. Using a servomotor and ballscrew to apply downward force confers numerous advantages, such as precise control, variable advance and retract rates, and a wide range of forming forces. For example, the Model SV-310 offers forming forces from 1 to 3,000 pounds, a maximum stroke of 2.5 inches, and advance and retract speeds from 0.005 to 4 ips. It can form a stud or rivet up to 0.375 inch in diameter.
“Our smallest pneumatic riveter applies 500 to 600 pounds of force—that’s a lot of hammer when you’re talking about rivet 0.02 inch in diameter,” says Sponsler. “You can only turn down a pneumatic riveter so far. You can maybe get it down to 200 pounds. However, there are forming applications that only require 10 pounds of forming force. With our small servo riveter, you can set it for 1 pound of force.”
Because the unit is not powered by compressed air, its performance is not affected by drops in line pressure. And, since there’s no exhaust air, the device can be used in a clean room.
The servomotor also gives engineers the ability to precisely program both dwell position and dwell time to reduce spring-back after forming, which is critical for assembling high-precision articulating joints. It also makes forming to a specific force or distance easier.
“With a servo-driven power head, you can form to a specific offset, and you can form to a very controlled force,” says Sponsler. “You can accomplish those things with a pneumatic riveter, too, but it may take quite a bit longer.”
A servomotor also enables engineers to create a closed-loop process—another advantage for making assemblies with articulating joints.
“We do a lot of work with manufacturers of hand tools—things like multi-tools and pliers,” says Bryan Wright, vice president of sales at Orbitform. “These manufacturers will use our servo-driven power head to come down, form the head, and hold that position. Then, they’ll test the joint within the fixture to measure the torque. If the joint is too loose, they can advance the head in micron increments to tighten up the joint until it’s within an acceptable torque range.
“That saves time, and it ensures that you’re creating a good part every time.”
Process Basics
Orbital forming combines downward force and orbital motion to form a head on rivets, pins and posts. The process is quiet, consumes little energy, and produces high-quality joints and heads.
A tool, called a peen, is mounted on a rotating spindle with the axis of the peen fixed at an angle with the spindle axis that varies between 3 to 6 degrees. As the spindle rotates, the peen orbits the spindle axis. The peen does not rotate on its own axis. The peen axis intersects the spindle axis at the working end of the peen. The peen presses on the rivet shank along a radial line that begins from the shank center. As the peen moves in an orbital path, a minute quantity of material is displaced with each rotation of the forming head until forming is complete. Friction between the workpiece and peen is minimal, so the workpiece is normally cool to the touch.
The spindle typically rotates at 900 to 1,200 rpm. The peen is held in place by a setscrew, so it can be changed quickly. Changing the shape of the peen changes the shape of the finished rivet head. Conical, flat, eyelet and crown are some common head shapes.
Forming force depends on the application. For example, Orbitform’s smallest benchtop pneumatic machine, the B-125, produces 590 pounds of force at 100 psi. It has a maximum stroke of 1.5 inches and can form a rivet 0.125 inch in diameter. On the other hand, the company’s H-1000 hydraulic, standalone H-Frame machine produces a whopping 18,000 pounds of force at 100 psi. It has a maximum stroke of 2.5 inches and can form a rivet 1 inch in diameter.
More than one point on a part can be headed at the same time. This can be accomplished with a multipoint head—an orbital head with two or more peens. A multipoint head can be used if all of the points to be formed are on the same plane and if the center lines are between 0.3125 and 6.25 inches apart. A multipoint head uses an orbiting thrust-plate to transfer the motion to multiple rotating peens. A single-point machine can be retrofitted with multipoint head. There is no specific limit on how many points can be formed simultaneously on one part, but the center lines of the points must be a minimum of 0.3125 inch apart.
Spring-loaded parts or loose assemblies are no problem for orbital forming. They can be held in place with spring-loaded devices. These devices, called pressure pads, fit around the spindle and extend below the peen. Because they extend below the peen, they contact the workpiece first, holding it in place.
Radial forming is similar to orbital forming. With radial forming, the peen axis is not held at a fixed angle with the spindle axis. The working end of the peen passes over the end of the rivet shank on a path that is an 11-loop rosette. The angle between the peen axis and spindle axis varies continuously between 0 to 6 degrees. The angle between the two is 0 degrees when the axes are aligned.
In addition, the peen rotates as the tool is orbiting the rivet. Forming pressure is applied following the rosette pattern, so the pressure line on the peen moves repeatedly through the common centers of the peen and the rivet shank. The process of the peen pressing against the rivet shank spreads the rivet material radially outward, radially inward and tangentially overlapping.
Both orbital and radial processes are readily integrated into semiautomatic or fully automatic assembly systems. For example, Baltec offers pre-engineered, turnkey semiautomatic assembly machines complete with a radial riveter, the HPP-25 controller, a rotary indexing table (four, six, or eight stations), custom fixtures, and pneumatic ejection of finished parts.
“We sell a lot of machines like that to small manufacturers,” says Rupprecht. “With an operator loading the parts, they can make thousands of components a day.”
Looking for a reprint of this article?
From high-res PDFs to custom plaques, order your copy today!




