Lasers for Marking Parts
When the application calls for a high volume of parts to be permanently marked, a laser-based system is the best choice.
Some laser marking systems can perform on-the-fly marking. Photo courtesy Trumpf Inc.
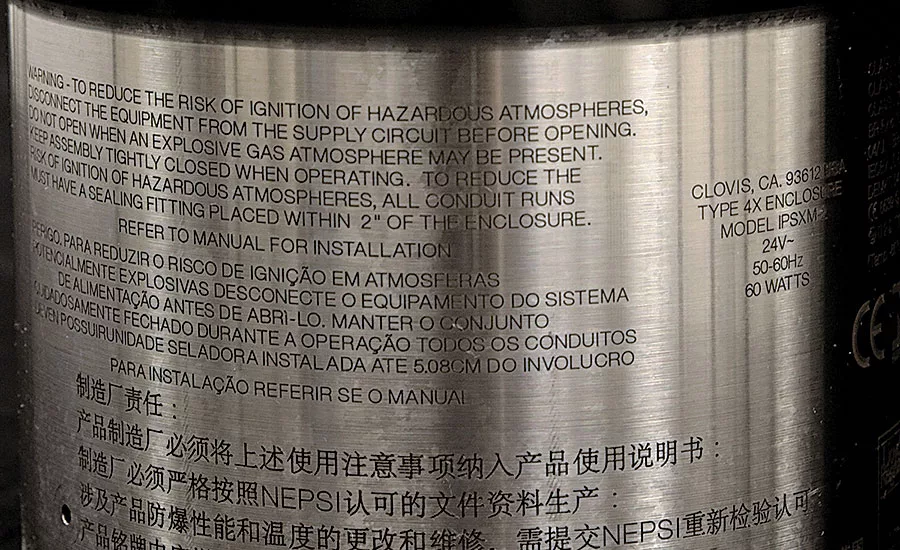
A manufacturer of surveillance cameras uses a laser to mark hundreds of characters on a circular, stainless steel camera housing. Photo courtesy Control Micro Systems Inc.
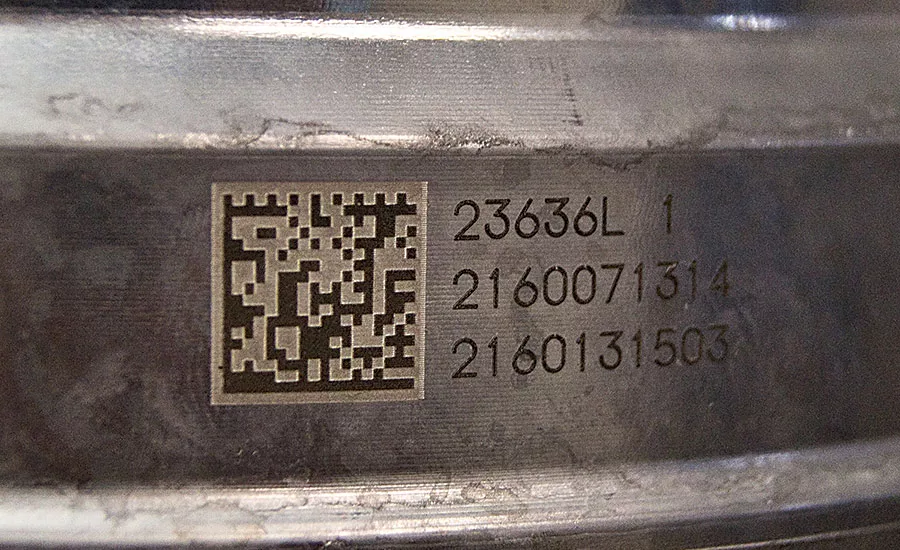
Lasers can mark any images, text, logos, 1D and 2D bar codes and unique identifier symbols. Photo courtesy Automated Laser Corp.

JOES Racing Parts manufactures and laser-marks a wide range of anodized metal parts for racing cars. Photo courtesy Synrad, a Novanta Inc. company

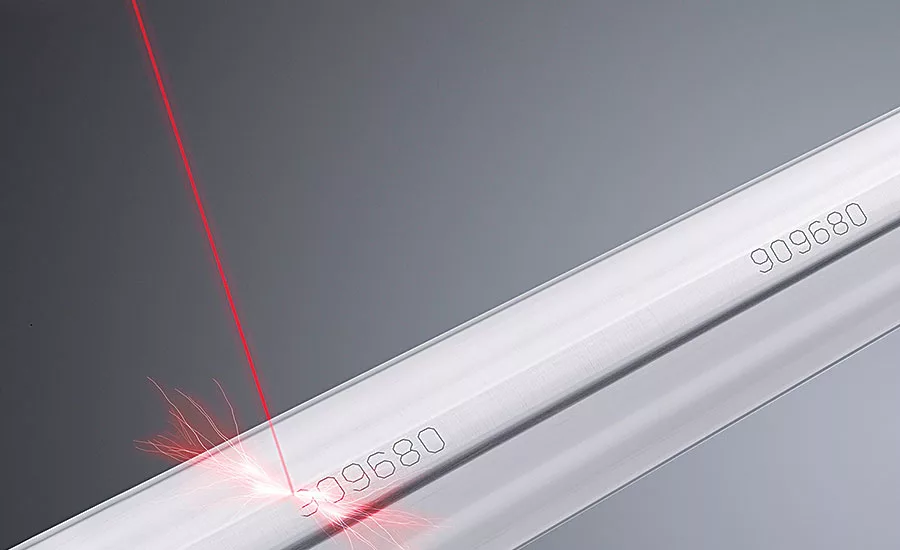
A laser quickly produces high-contrast marks on parts made of plastic, metal, wood and glass (shown), without adding any undesirable substance. Photo courtesy Synrad, a Novanta Inc. company
A surveillance camera in a retail store is designed to zoom in with laser-like precision to focus on people and merchandise. A race car is designed to handle crowded straightaways and steep turns with speed and agility.
On the surface, the two technologies would appear to have little in common. In fact, it is on their surfaces that surveillance cameras and race cars do share something in common. Parts for cars, cameras and many other products require precise marking for identification and traceability...and that marking is increasingly being done with lasers.
In the former case, for example, one California-based manufacturer of surveillance cameras had Control Micro Systems Inc. integrate a laser-marking system that marks hundreds of characters on a circular stainless steel camera housing in just a couple minutes. The housing measures 10 inches wide, 6 inches high and contains about 20 lines of text that cover nearly all 360 degrees of its exterior. Marked information includes power capabilities, model and serial numbers, and warnings in English, Spanish and Chinese related to the camera’s ignition risks.
Another West Coast company—JOES Racing Parts, based in Everett, WA—laser marks a wide range of anodized metal parts for karts and sprint, stock, drag and quarter-midget racing cars. Part types range from camber gauges and carburetor linkages, to fittings and switch panels.
Recently, JOES began using the Fenix Flyer CO2 laser marker from Synrad (a Novanta Inc. company), instead of marking parts mechanically (dot-peening) or sending them to a laser job shop for marking. With this marker, JOES creates crisp, clear marks on stationary or moving parts at speeds up to 450 characters per second. Justin Conroy, laser applications engineer at Synrad, says the dot peen marks aren’t sharp enough for the company’s complex logo, and having parts laser-marked at a specialty job shop is too expensive.
Over the last 25 years, many manufacturers have taken an approach similar to JOES—replacing dot-peening, pad or inkjet printers, labels and radio frequency identification (RFID) tags with semi- and fully automated laser marking systems. They know that lasers have the unique ability to quickly and consistently produce high-contrast marks on parts made of plastic, metal, glass, wood and other materials, without adding any undesirable substance.
A Powerful Six Pack
Laser marking is definitely not a one-type-fits-all-applications technology. Some lasers perform better on plastic or metal, while others are better suited for organic materials like glass, wood, leather and paper. Suppliers say six types of lasers are used for marking: carbon dioxide (CO2), ytterbium fiber (Yb: fiber), neodymium-doped yttrium aluminum garnet (Nd: YAG), ultraviolet (UV), green, and neodymium-doped yttrium orthovanadate (YVO4). They are named according to the mediums they use and categorized by their wavelength.
Looking for quick answers on assembly and manufacturing topics? Try Ask ASM, our new smart AI search tool. Ask ASM
CO2 lasers represent an older technology that many manufacturers still prefer because it is low cost and has low maintenance requirements. A CO2 laser has a wavelength of 9,400 or 10,640 nanometers, operates at various power levels (10 to 50 watts) and has a large beam spot size (50 to 200 microns). Because it is absorbed well by nonmetallic materials, a CO2 laser is often used on plastics, especially packaging materials, and anodized aluminum.
Introduced less than 20 years ago, the Yb: fiber has become one of the most popular lasers for high-quality contrasting marks on plastic and metal devices. Its small focused spot size (down to 20 microns) produces high-resolution marks, and its wide power range (10 to 50 watts) enables manufacturers to use the laser in various low- and high-power applications. This laser has a wavelength of 1,070 nanometers, and it also offers low operating costs, and high mark flexibility and control.
Nd: YAG lasers have a wavelength of 1,064 nanometers and a beam spot size of 30 microns or wider. Although the beam is high-powered, it produces limited thermal distortion. The Nd: YAG laser can be used for low- and high-power applications (10 to 100 watts) involving deep engraving on metal and plastic surfaces, including thin plastics and reflective metallics such as stainless steel and titanium.
UV and green lasers are specialty Nd: YAG lasers that produce higher-contrast markings with greater control of heat input. The UV laser is created through frequency tripling, in which the ND: YAG laser is combined with a nonlinear crystal twice to form new photons that have triple the energy and frequency, but one-third the wavelength (355 nanometers). This laser produces high-resolution markings on all types of plastic and corrosion-resistant markings on stainless steel.
The green laser is created through a process called frequency doubling, in which the photons from an Nd: YAG laser are combined with those of a nonlinear crystal to form new photons that have twice the energy and frequency, but have a wavelength of 532 nanometers. Green lasers are often used on highly reflective metals and plastics without pigmentation.
Another laser used for high-resolution fine marking is the YVO4. It has a wavelength of 1,064 nanometers and a beam spot size from 15 to 150 microns, depending upon the marking application and the lens used to focus the laser. This type of laser produces intense, short pulses of light that last less than 20 nanoseconds at peak powers as high as 100 kilowatts.
YVO4 lasers provide excellent absorption in metal surfaces such as stainless steel and titanium, and they can be fine-tuned to create consistent-color markings on plastic. Some YVO4 laser systems are even able to perform part marking on the X, Y and Z axes. Depending on the specific type of plastic and laser frequency, the laser can produce brown, black or white markings.
“Pulse width is the actual time the laser beam is on, and it ranges from nanoseconds (billionths of a second) to femtoseconds (quadrillionths of a second),” explains Greg Anderson, vice president of operations and engineering at LaserStar Technologies Corp.’s Orlando division. “The shorter that time frame, the more the total laser energy is compressed into the laser’s peak power.”
Most laser markers emit energy in a series of short pulses rather than continuously. Pulsed lasers produce a high power level of light for a very brief duration (10 to 200 nanoseconds), whereas continuous-wave lasers produce a fixed level of power for the entire time they are electrically driven.
On the Mark
A laser beam must be created and focused onto a surface to mark a part. The beam is created by exciting a lasing medium, such as carbon dioxide, with an energy source, or pump, and amplifying it between fully and partially reflecting mirrors. After this, computer-controlled scanning mirrors steer the beam through a focusing optic, which concentrates the laser energy into a small spot that forms characters on plastic or metal.
A laser marks plastic and metal surfaces differently. Marks on plastic surfaces are created through carbonization, foaming, ablation or bleaching. Carbonization produces dark marks, while foaming produces light ones. During ablation, a covering layer evaporates to produce high-contrast marks. Bleaching modifies surface pigments, resulting in a surface color change.
On metal surfaces, marks are created through engraving, annealing or surface removal. Laser engraving vaporizes the surface material. Annealing is done to create a contrasting mark. The surface removal process is used on multilayer materials such as anodized aluminum.
According to Thomas Burdel, TruMark national sales manager at Trumpf Inc., lasers can mark any character (text, logos, 1D and 2D bar codes, unique identifier symbols) or image that can be created or imported into CAD-based or graphics software programs like Illustrator and Corel Draw. He notes, however, the importance of always having a supplier test the laser on a material sample to ensure compatibility and the highest quality marking.
“Laser marking has steadily grown in popularity over the last 15 years,” says Frederic Lallemand, president of Gravotech Inc., which is part of the Gravotech Group. “Two major reasons are the need for all manufacturers to have full part traceability and for medical-device makers specifically to meet the FDA’s current and future unique device identification (UDI) requirements. Beyond that, today’s lasers are more affordable than ever, produce high-quality markings and offer unmatched durability, flexibility and speed.”
Joe DePrisco, founder and president of Automated Laser Corp., says laser marking has become a very viable option for production marking. It eliminates the need for rigid part fixturing because there is no physical contact with the part. He points out that laser marking systems are maintenance-free, except for occasionally cleaning the final focusing lens, and use no consumables, such as ink or labels, thereby assuring users a fixed cost of operation. Manufacturers also like that laser-made marks are environmentally friendly because they use no chemicals in the process.
Last year, Trumpf introduced its shoebox-size TruMark 5010 system, which features a 20-watt fiber laser, scanner and internal focus-position control integrated into a single housing. The laser is air-cooled, marks a wide variety of metal, plastic or organic materials, and also performs deep engraving.
Burdel says manufacturers like that the system easily integrates into production lines or a workstation, and it does not need a separate power supply. Typical applications include automotive and consumer goods, medical technology and sheet metal processing. The system is compatible with Profibus, Profinet and other key industrial interfaces.
Laser Limitations
“Many people mistakenly believe that a laser’s beam can travel a great distance and still make quality marks,” notes Conroy. “This view stems from a basic misunderstanding of where to position the part, which is crucial. In all applications, the part must be located at a specific and fairly close focal distance point from the laser. This ensures high-quality marks.”
Synrad’s marking system kit enables manufacturers to quickly build and perform complex laser marking. Kit components include rail mounting supplies and a scan head with an external, pre-aligned laser source. The manufacturer is responsible for installing all safety components.
“This kit is perfect for companies that don’t need a turnkey system and have engineers with little or no laser experience,” says Conroy. “You can set up a system and have it doing marking in just a few hours.”
Operationally, suppliers say the biggest challenge for manufacturers is making sure that the part and laser are totally enclosed during the marking process. Not only does this optimize marking quality, it ensures worker safety. System operators should wear safety goggles at all times and protective clothing as needed.
“For decades, the Center for Devices and Radiological Health [CDRH] has required manufacturers to file a report after installing each laser system,” says Dustin Geiselman, application sales engineer at Automated Laser. “As part of the FDA, the CDRH has specific and lengthy requirements for laser usage that must be followed to protect anyone in the surrounding area. Unfortunately, manufacturers often don’t file with the CDRH, regardless of whether their system is small, large or fully integrated into a production line.”
Founded in 1998, Automated Laser makes laser markers and enclosures, as well as a wide range of laser systems. Last May, the company introduced an advanced control protocol that makes it easier to network a laser marking system with other automation equipment on the assembly line. Geiselman says that the protocol is now available on the company’s FS Series (featuring a 20-watt fiber laser) and CS Series (10- and 30-watt CO2laser).
Among the protocol’s key features are I/O terminals that connect to sensors, solenoid valves, stepper and servo motors or other devices and allow independent functionally without a PLC or additional PC. This capability allows the FS and CS systems to be quickly set up for applications that require on-the-fly marking, coordinated part rotation and other processes.
Technifor, a Gravotech Group company, also brought a new product to market this spring. Called All-in-One, the plug-and-mark system features an integrated laser head, cable, controller, software and diagnostics. Lallemand says the system is cost-effective, has an industrial design, integrates and communicates easily with other automation equipment, and can be equipped with a fiber, CO2 or green laser, depending on the application.
Firearms, jewelry and other manufacturers use the FiberCube 3801 system from LaserStar because of its ability to perform both 2D and 3D marking on metal and plastic. This compact, air-cooled system uses a fiber laser (10 to 50 watts) that is activated via a button, a foot pedal or a laptop computer.
The system’s StarFX operating software enables simple or complex layer engraving and texturing on a wide range of surfaces. An operator can manually adjust the Z-axis position of the scan head (to optimize focal distance) and work area brightness. Other standard features are an LED touchscreen display and an exhaust system to extract impurities and ablated materials.
Looking for a reprint of this article?
From high-res PDFs to custom plaques, order your copy today!






