Automated Assembly Cells
Standardized, preconfigured automated assembly cells can lower costs and reduce time to market.

The MasterCell can be configured as a standalone, automated workstation with manual loading and unloading, or multiple cells can be linked together via conveyor to create sophisticated fully automated assembly lines. Photo courtesy Hahn Automation
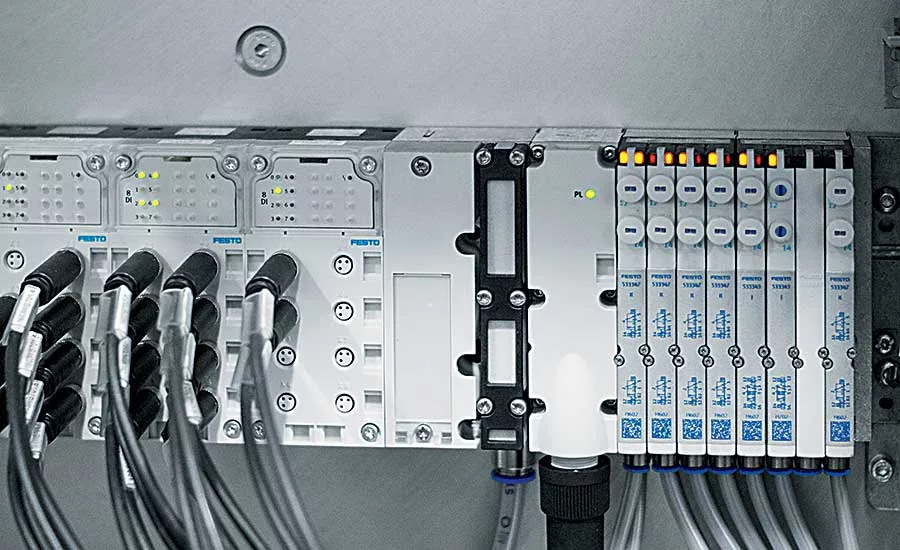
The CPX/MPA pneumatic valve terminal from Festo Corp. is a key component of Hahn Automation’s MasterCell. Photo courtesy Hahn Automation
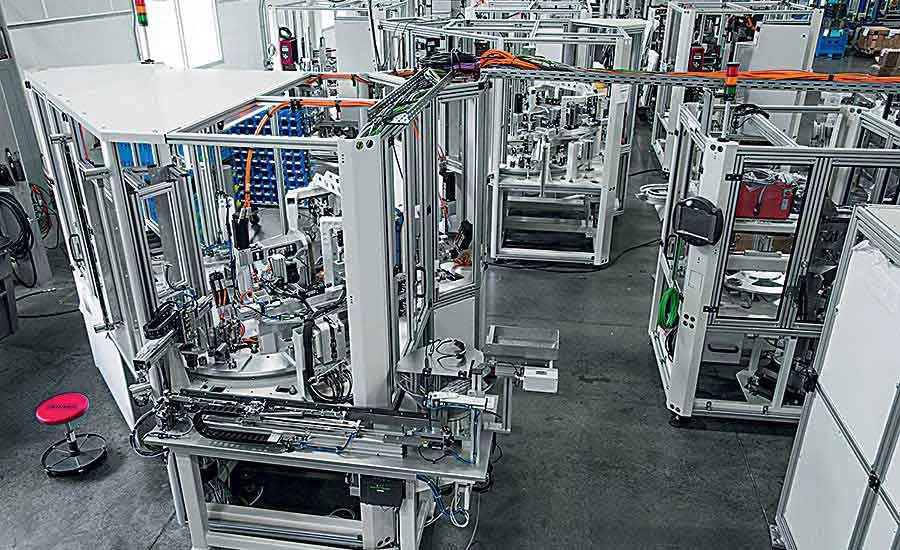
Because engineers aren’t constantly reinventing the wheel for common machine elements, standardized assembly cells significantly reduce overall engineering time. Photo courtesy Hahn Automation
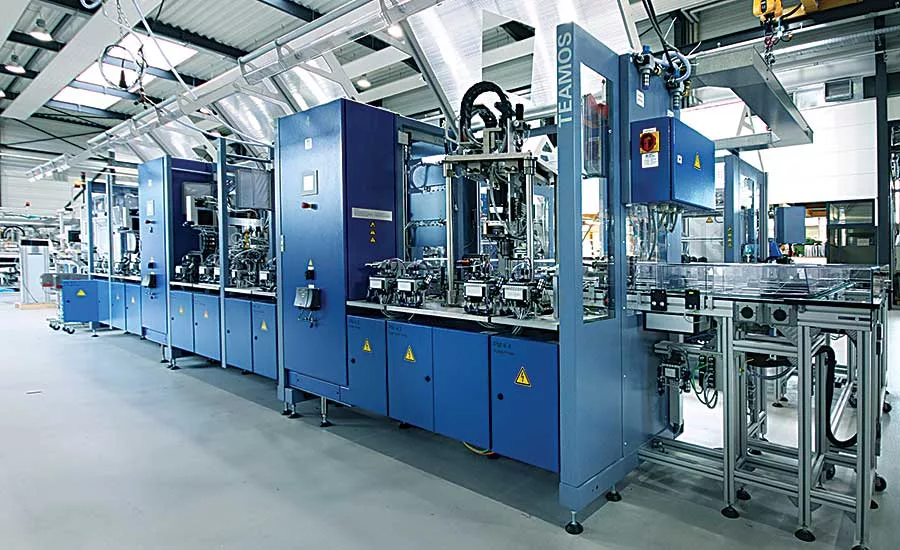
The Teamos assembly system allows standardized manual and automated cells to be joined in any combination. Each cell has its own control system. Photo courtesy Teamtechnik

The G05 linear assembly cell uses a central drive and cambased pick-and-place units for all primary motions. Photo courtesy Mikron Automation

The Discovery rotary indexing cell can accommodate 12, 16 or 20 stations. Photo courtesy Sortimat Technology
Designing and building a multistation automated assembly system takes time. A simple project might take 12 to 14 weeks. A complex one could take three or four times that long.
In a time when being first to market is paramount and product life cycles are measured in months, not years, manufacturers don’t always have the luxury of waiting months for an assembly system to come on line. Anything that can shorten a project timeline can give a manufacturer a competitive edge.
To that end, many systems integrators have developed modular, standardized, preconfigured assembly cells that promise to lower costs, increase flexibility and decrease build times.
One such integrator is Hahn Automation in Hebron, KY. In 2003, the company unveiled the MasterCell, a modular assembly cell with a standardized layout and control system. Available in lengths of 900, 1,100, 1,400, 1,800 and 2,400 millimeters, the cell can be configured as a standalone, automated workstation with manual loading and unloading, or multiple cells can be linked together via conveyor to create a fully automated assembly line.
For maximum flexibility, each MasterCell is equipped with its own controller and control panel. Structural elements in the corners of the cell serve as tracks for cabling and pneumatic lines. Mounts for light curtains and other equipment are intelligent.
The cells can be equipped with myriad assembly technologies, such as rotary-indexing dials, robots and vision systems. Quick-change technology enables assembly-specific machines to be swapped out efficiently. In addition, individual MasterCells in a line can easily be added, subtracted or repositioned.
For medical device assembly, a MasterCell for clean rooms is also available. Suitable for ISO Class 5 clean rooms, the cell has been designed to facilitate cleaning. Integrated ventilation technology ensures linear flow inside the cell.
Looking for quick answers on assembly and manufacturing topics? Try Ask ASM, our new smart AI search tool. Ask ASM
“During the machine-building process, you really want to focus on what the machine is doing—the actual assembly processes,” says John F. Baines, president of Hahn Automation. “But, you also have to guard the machine, and you need a way to mount things in the machine. Too often, systems integrators customize all that. What we’ve done is standardize that, which significantly reduces engineering time.”
Benefits of Cells
Besides shorter development time, a major advantage of standardized assembly cells is flexibility, says Stephen Maund, president and CEO of Demco Automation, a systems integrator in Quakertown, PA.
Demco’s automation concept involves standardized, modular automation units called “Wedges.” Equipped with their own controller and flexible I/O, Wedges can be set up for pick-and-place operations, ultrasonic welding, vision inspection—whatever is needed. Wedges can operate as standalone, semiautomatic benchtop workstations. Or, for fully automated assembly, multiple Wedges can be plugged into a standardized machine chassis, such as a rotary-indexing dial or a conveyor-based linear system.
True plug-and-play operation means that Wedges can be rearranged, added or subtracted from an automated assembly line as needs change, even after the system has been commissioned on the customer’s shop floor.
That sort of flexibility can be important to meet changing production volumes. “For example, you may run low volume to start with, so you may only need a semiautomatic station at first,” says Maund. “As production volume increases, we can plug that semiautomatic station into a base machine along with additional stations to create a fully automated assembly system. …Then, when demand decreases, you can pare down the machine and potentially reuse some of the stations on a next-gen product.
“We’ve had situations where we’ve supplied base machines interconnected with a pallet-transfer conveyor for Product A. Eighteen to 24 months later, Product B is introduced. Product B may have 80 percent or more of the same components as Product A, but some elements are different. If Product A were built on a custom system without a certain amount of modularity and flexibility, it may be impossible to rework or retrofit the system to handle Product B. In our case, you simply add or rearrange the stations. In fact, we’ll often include spare areas within a machine to allow room for adding stations later.”
This was exactly the case not long ago when Demco designed and built a fully automated system to assemble and package micro pipettes.
“At the beginning, the customer’s volume is low. But, they knew the production volume will double in the next 18 to 24 months,” recalls Maund. “With that in mind, we designed a dial machine with ‘four-up’ nests. Initially, however, the system is only assembling two pipettes at a time. When production volume increases as expected, we simply duplicate two of the existing stations on the machine. We then take the stations to the customer’s assembly plant and literally plug them into the machine. The next day, they can be running four-up assembly.”
The philosophy behind the Wedge platform is one of no obsolescence. For that reason, each chassis is built to last. Rugged framing (3-inch welded steel supports) provides a solid foundation for station operation. Blanchard-ground steel tabletops are 1 inch thick for extra durability.
Enabling Technologies
The advent of distributed controls, micro PLCs, and networking and communication technologies has made standardized assembly cells possible.
“We used to consider ourselves a mechanical engineering company,” says Baines. “Today, our controls team is actually larger than our mechanical engineering team.”
Another key enabling technology for standardized assembly cells are modular automation components with built-in intelligence. For example, the CPX/MPA pneumatic valve terminal from Festo Corp. is a key component of Hahn Automation’s MasterCell. The terminal allows engineers to easily expand I/O, and the device is compatible with PLCs from Allen-Bradley, Siemens, Mitsubishi and Omron. The latter is a key feature for an integrator like Hahn Automation, which supplies assembly systems for U.S., Japanese and European manufacturers.
“There are significantly fewer and shorter cables and tubing to be connected. This simplifies and speeds up installation. That is one clear unique selling proposition of the new machines,” adds Baines.
CPX links the pneumatic and electrical control chains and connects these quickly and flexibly to any automation component and in accordance with any company-specific standards.
“The CPX also offers diagnostic functions. This makes it easy for us to meet the demands of large car manufacturers and key suppliers, for example for preventive maintenance,” says Baines.
A Slew of Cells
Demco and Hahn aren’t the only machine builders to offer standardized products.
For example, the G05 linear assembly cell from Mikron Automation uses a central drive and cam-based pick-and-place units for all primary motions. This guarantees synchronization between the working units and the pallet-indexing system. Each assembly step is followed by a systematic check to ensure quality.
Pallets are indexed in steps of 60, 120, 160, or 240 millimeters. Indexing repeatability is ±0.01 millimeter. Maximum assembly speed is 100 cycles per minute, and multiple assemblies can be produced per pallet.
The G05 is available in single and double modules. A single module can accommodate 16 stations with 60-millimeter pallets or eight stations with 120-millimeter pallets.
Multiple cells can be linked together, and cells can interface with manual workstations, semiautomatic stations, Cartesian robots, tray feeders, flex feeders and other equipment. The controller can be an industrial PC from B&R Automation, an Allen-Bradley PLC or a Siemens PLC.
The linear design provides accessibility for material flow both to and from the assembly line and also quick access for operators and maintenance personal. Individual process modules can be removed from the cell and tested off-line.
The G05 meets ISO class 7 clean room requirements. It features stainless steel and aluminum components, bearings with lifetime lubrication and protective coverings over conveyors. For medical device assembly, the cell complies with the latest certification standards. Specific emphasis has been put on ergonomics and cleanability to meet the Good Manufacturing Practice requirements. Moreover, the basic machine—hardware and software—is validated according to Good Automated Manufacturing Practice 5 (GAMP 5) standards and FDA 21 CFR part 11 standards.
The Discovery rotary indexing cell from Sortimat Technology can accommodate 12, 16 or 20 stations. Rotary indexing motion is accomplished through a central cam drive. The machine can operate at up to 150 cycles per minute.
Special versions are available, such as two interlinked rotary-indexing machines.
A variety of assembly, test and inspection technologies can be integrated with the cell, including part feeders, dispensing valves, screwdrivers, presses, labelers, welders, vision systems and tube coilers. The controller can be a Siemens S7 PLC or an Allen Bradley CLX PLC.
The standard cell can operate in an ISO class 7 clean room, but it can be upgraded to operate in an ISO class 5 clean room. Qualification according to GAMP 5 is possible, and the technology required for compliance with 21 CFR Part 11 can be provided.
Looking for a reprint of this article?
From high-res PDFs to custom plaques, order your copy today!



