Optimizing Work Cells for Press-fit Assembly
There are many ways to boost productivity in pressing operations.

Instead of having a robot take the parts to a press, the robot takes the press to the parts. Here, a servo press is mounted to a gantry robot. An assembler loads a tray with a matrix of parts, and the gantry moves the press from part to part. This way the operator can perform other tasks or load and run additional machines while the first machine is processing the tray. Photo courtesy Promess Inc.

Schmidt has designed shuttle fixtures for pressing cells. The tooling for three different assemblies are grouped side-by-side on a sliding shuttle. To change from one assembly to another, the assembler simply unlocks the tooling and slides another set into place. Photo courtesy Schmidt Technology
Tox designed this semiautomatic joining press for a transmission component. The final assembly is walked to the rear and placed on a conveyor. Photo courtesy Tox Pressotechnik

This small rotary indexing system features three presses. An operator loads and unloads the parts. Photo courtesy Schmidt Technology
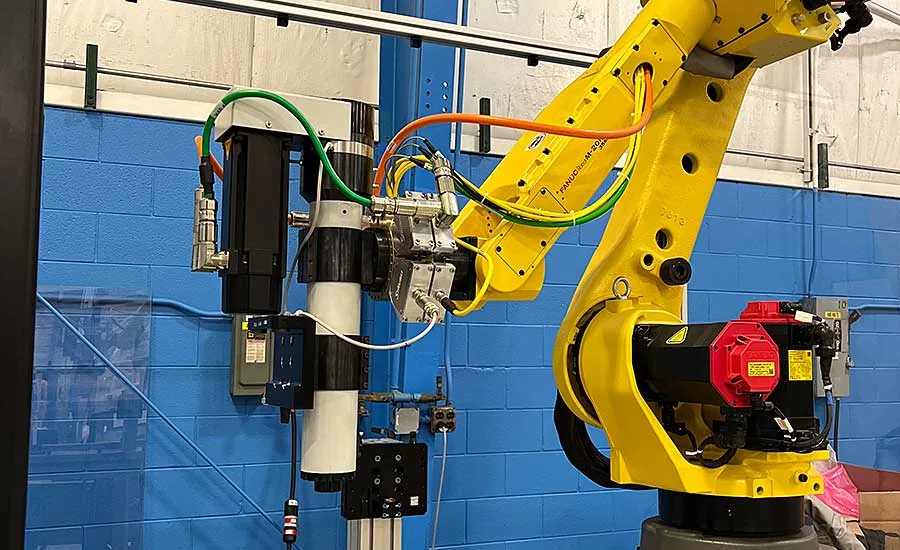
The Promess L-Series Robot EMAP is a lightweight optimized servo press for robotic applications. The press features quick-connect technology, allowing the press to be used as one of many tools in a flexible robotic assembly cell. Photo courtesy Promess Inc.
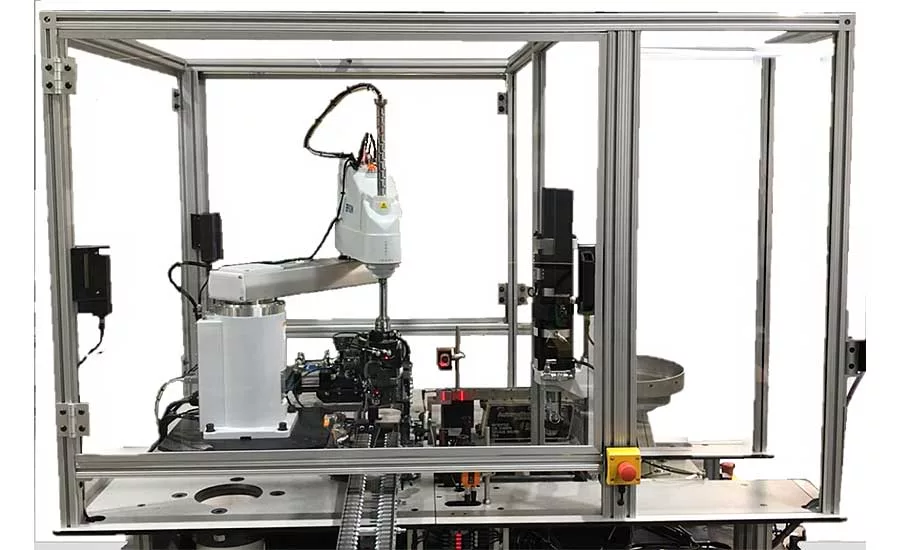
In this system, a SCARA robot picks parts from a conveyor and places them into a fixture on a linear slide. The slide then takes the parts into a press. Photo courtesy Schmidt Technology

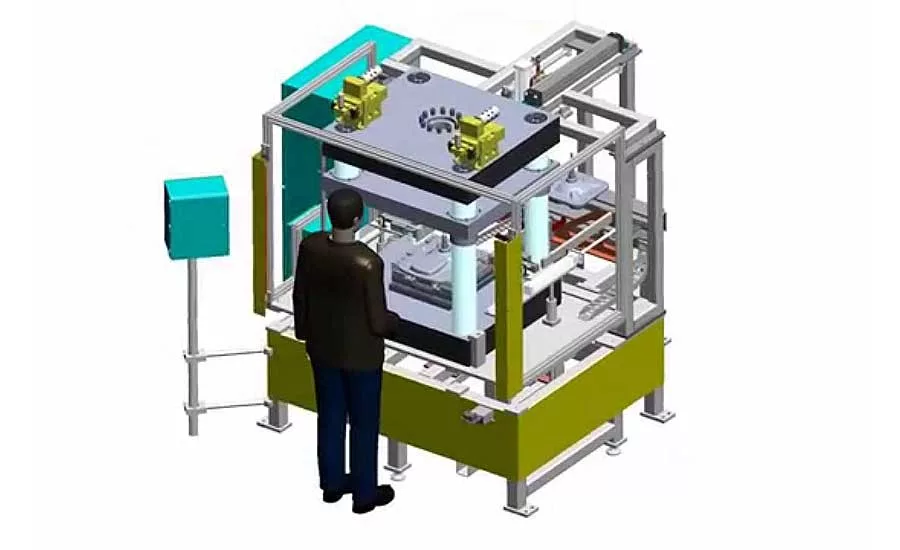
This servo press workstation equipped with a load-bearing index table. Force can be directly applied to the table without any external load back-up. The press area is also isolated, so the operator can safely load the next part while the press is running. Photo courtesy Promess Inc.
At its most basic, press-fit assembly is a simple process. An assembler loads parts into a fixture and actuates the press. After the machine has done its job, the worker unloads the assembly and the process starts all over again.
Even with that basic setup, an experienced worker can produce quite a few assemblies per hour. However, with a little ingenuity and attention to detail, engineers can increase productivity substantially. And, with a little investment in automation, the press-fitting process can really take off.
Back To The Basics
Before spending any money on equipment, however, engineers should first apply basic industrial engineering and lean manufacturing concepts, advises Dave Zabrosky, North American sales manager for Schmidt Technology. Examine the layout of the assembly line or work cell. Has it been designed for optimal workflow? Is there adequate clearance beneath the ram to load the parts? Do workers have adequate lighting? Are parts and supplies arranged within easy reach? Are work instructions clear and simple?
Zabrosky remembers a workstation at one of his customers. “The parts were just dumped on the table,” he says.
In that situation, simply putting each part in an organized array of bins would have made a world of difference.
In some cases, automation can be used to help present hard-to-handle parts to the assembler. Zabrosky recalls one application in which a customer used a vibratory feeder bowl to present small pins to an assembler. The bowl fed the pins to an escapement in the right orientation for insertion, so the assembler could quickly and easily pick up a pin, one at a time, rather than fish around for the parts in a bin, orient the part, and place it in the part.
Safety is another issue, says Zabrosky. Workers who are confident that the press won’t crush their hands will be more efficient.
Looking for quick answers on assembly and manufacturing topics? Try Ask ASM, our new smart AI search tool. Ask ASM
Moreover, safety controls themselves can be designed to increase efficiency without compromising safety. For example, presses are typically actuated with a two-hand control switch. If both hands are needed to turn on the press, they can’t possibly be under the ram. Equipping the press with a safety light curtain and a single start button is just as safe. Now, however, the assembler’s hands are free to do other tasks, such as retrieving the next set of parts, while the press is running.
A linear slide table is another option for safety and efficiency. After an assembler loads the parts onto the table and hits the start button, the table shuttles the parts into the press. The assembler’s hands never have to reach inside the press and are free to get the next set of parts ready for loading.
Clever Tooling
Tooling design is another aspect to consider. It should be designed for ease of loading and unloading. Sensors can be installed to ensure that parts have been loaded correctly.
“Make sure the fixtures are accurate and easy to load,” says Troy Waldherr, vice president sales and operations at TOX-Pressotechnik LLC. “You don’t want workers to constantly be fiddling with the parts. The fixture should be designed so well that you could almost load the parts by tossing them in from 3 feet.”
One more option to boost output without investing in automation is to use the press to perform more than operation simultaneously. Ganging press operations, such as clinching, is often better than trying to automatically clinch four individual points.
“We try not to automate,” Waldherr admits. “The simpler the system, the more reliable it is, and the cost stays low.”
Another way to increase throughput via fixture design is to reduce changeover time. Schmidt has designed shuttle fixtures for pressing cells. The tooling for, say, three different assemblies can be grouped side-by-side on a sliding shuttle. To change from one assembly to another, the assembler simply unlocks the tooling and slides another set into place.
Loading And Unloading
Another way to increase output is to automate the process of loading and unloading parts. Engineers have several options: a simple mechanical system that just unloads the fixture; a SCARA robot and a slide table; a standard six-axis robot; or a six-axis collaborative robot.
Robotic loading and unloading is increasingly popular due to the ongoing labor shortage in manufacturing. “The challenge today is finding any labor, not just skilled labor,” says Zabrosky. “Manufacturers have skilled labor, but they are often doing low-skill jobs. If you can have robot load and unload parts, your skilled labor can be doing skilled jobs.”
When considering using a robot to tend a press, engineers should consider where the parts are coming from, where the finished assemblies are going, and cycle time.
“A pressing operation is typically pretty fast,” explains Nausley. “Loading and unloading a fixture can easily take more time than the actual pressing operation. If 50 to 60 percent of your total cycle time is loading and unloading, then automating that is a no-brainer.
“On the other hand, we’ve done applications, such as compressing powder for air bag inflators, in which the press force must be held for several seconds. In that case, losing a few seconds for manual loading and unloading doesn’t really matter.”
In some cases, a six-axis robot can act as both a loading system and a fixture of sorts. For example, if a large sheet metal assembly requires multiple clinching operations, the robot can clamp the assembly together and position it at each clinch point.
An increasingly popular application is to have a six-axis robot as the center of a manufacturing cell, transferring parts from one machine to another, including presses.
“This is becoming more common in assembly operations,” says Glenn Nausley, president of Promess Inc. “Instead of using an inflexible transfer line or conveyor to move an assembly between stations, manufacturers are creating flexible robotic cells consisting of multiple standalone stations tended by a centrally located robot.”
It’s also becoming more common for manufacturers to reverse the process. Instead of having a robot take the parts to a press, the robot takes the press to the parts. This arrangement can be accomplished with a six-axis robot, for large assemblies, or a gantry robot, for smaller assemblies.
The former arrangement is more common in fully automated assembly lines or when parts are too large to move easily. The latter is good for small assemblies requiring fast, simple pressing operations, such as press-fitting pins. An assembler loads a tray with a matrix of parts, and the gantry moves the press from part to part processing each part. This way the operator can perform other tasks or load and run additional machines while the first machine is processing the tray.
“You can take the car to the garage or the garage to the car,” quips Waldherr.
Indexers And “Simple” Automation
If only a few steps are needed to complete an assembly, integrating a press with a rotary indexing table can double output compared with a manual operation, says Nausley. There are two advantages to using an indexing table. First, it will increase throughput, since assemblers can unload completed assemblies and reload fresh parts, while other assemblies are being processed in other nests.
“This technique can also add safety to a manually loaded operation, since loading and unloading take place outside of the working envelope of the station,” Nausley points out.
However, for this option to work, the table must be designed to support the load.
“Most indexing tables on the market are not designed to take the high loads that are required in a pressing operation,” Nausley observes. “This is important for two reasons. First, of course, the indexer must be able to survive long-term having the press load applied to it cycle after cycle. And second, the indexing table must provide the level of mechanical stiffness and precision required for the assembly operation.”
A rotary indexing system can do 60 assemblies per minute. Such systems are typically horizontal, but they can also be vertically oriented, like a Ferris wheel. For example, Tox recently designed an automated press system to assemble lug nuts for a pickup truck. That system is able to complete 85 to 100 assemblies per minute.
ASSEMBLY ONLINE
For more information on press-fit assembly, visit www.assemblymag.com to read these articles:
Servo Presses Improve Assembly of Diesel Engines
Looking for a reprint of this article?
From high-res PDFs to custom plaques, order your copy today!



