advertisement
How To Put a High-Precision Press on Your Robot and Still Minimize Your Work Station’s Footprint

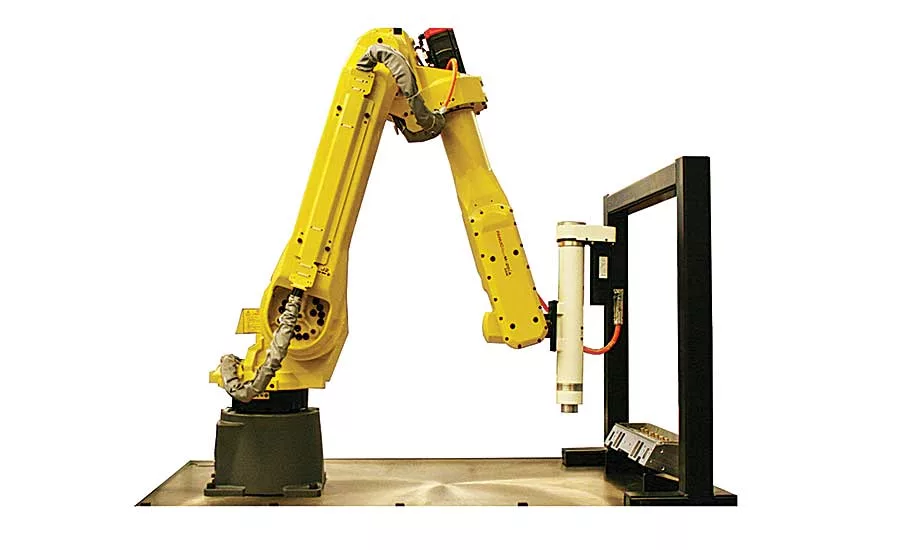

There are literally thousands of assembly operations that require an electro-mechanical assembly press. Traditional methods for assembly involve intricate automated lines that would bring the part to the press, but with the advancements in robotic technology why not simplify the automation and bring the press to the part? The biggest problem we have seen in the marketplace isn’t that there isn’t a robot big enough to mount our press to, but how can we help our customers minimize the footprint of their assembly station.
My company makes presses, servo-controlled electro-mechanical assembly presses, EMAPs. We were asked by several of our customers to help them develop a method that allows them to utilize robotic technology along with Promess’ EMAP technology. We identified three major obstacles as we developed this new method, the robots’ inability to handle large reaction forces, the need for larger robots to handle the weight of larger EMAPs, and that traditional communication between Promess’ controller and robot manufactures technology was too slow.
Realizing the growing demand for a press that could partner with any robot and perform to Promess’ high standard we developed a variation of our standard EMAP, and here is how…
Robots can’t handle reaction force
There is no escape from the laws of physics, for every action there is an equal and opposite reaction. When a Promess EMAP presses to an X-amount of force, the robot must be able to hold X-amount of force. However, typically robots are not designed to hold large amounts of force.
Thus, Promess developed the Integrated Back Stop press add-on, which helps eliminate the need for the robot to take on any of the pressing force. How the process works is that once the robot gets the press into position, it would then enter a float state. This float state would allow the press the ability to move axially backwards until it encountered a reinforced structure. At that point we would begin our pressing application transferring all the reaction force into the structure. This process could then be repeated in several different locations with the same type of structure.
Minimize Weight
With the Integrated Back Stop taking on all the reaction force, the robot’s only responsibility is being able to handle the physical weight of the press. A standard Promess EMAP 20kN unit weighs in at roughly 200lbs, and adding the Integrated Back Stop would add additional weight. Our goal was to optimize components specifically for robotic applications that would help us save on overall weight. We designed more “form-fitting” components, like our motor mounting plate which is traditionally rectangular in shape but now resembles more of a pear shape. We also utilized smaller motors in tandem with gearboxes, as compared to our standard which uses larger motors and no gearboxes. Finally, we were able to eliminate some features like cables and a proximity switch by switch to absolute encoder motors. Also, we removed certain mounting features that wouldn’t necessarily fit into a robotic press design.
By doing these small things we were able to cut the additional weight by more than half, thus helping us minimize the overall press weight allowing for the use of smaller robots.
Looking for quick answers on assembly and manufacturing topics? Try Ask ASM, our new smart AI search tool. Ask ASM
Optimizing communication
Traditional methods when communicating between a Promess EMAP and a robot would require an intermediate PLC that would relay the information back and forth between the two different controllers. This additional interface can slow the entire process down, and additional problems that are not necessary.
Promess developed in house a synergetic interface that allows direct communication between the Promess controller and the robot controller. This allows both the robot and the press to analyze and process data in real time without any delay. Again, this software interface has been completed and is currently in use within the auto industry.
The Integrated Back Stop would allow one station the ability to handle various part families, and would also allow the same press to be used at multiple stages of assembly without having to back track. Additionally, as production goes up and down it would be simple to add and take away additional presses and robots to accommodate production demand.
Promess developed the EMAP Integrate Back Stop in 2016, and believes that this method for end effector mounting will open several exciting possibilities for flexible agile assembly operations. For we were able to accomplish our goal, which was minimizing our footprint by bringing the press to the part, allowing for the use of smaller robots, and eliminating third party components that ultimately just slow the process down.
Promess
11429 Grand River Road
Brighton, MI 48116
810-229-9334
Looking for a reprint of this article?
From high-res PDFs to custom plaques, order your copy today!






