Dispensing Fluids for Portable Electronics
Manufacturers need equipment versatile enough to accurately dispense materials ranging from thin adhesives to thick solder paste.

Potting of electronic components under vacuum drastically reduces voids in the material caused by entrapped air or water. Photo courtesy Scheugenpflug USA
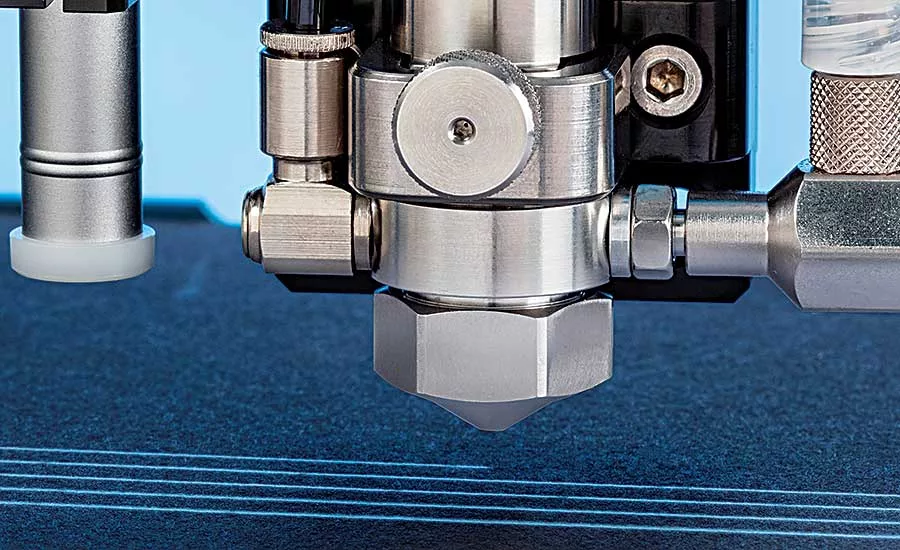
Dispensing parameters include 1-millimeter-wide beads of varying lengths. Photo courtesy Nordson EFD
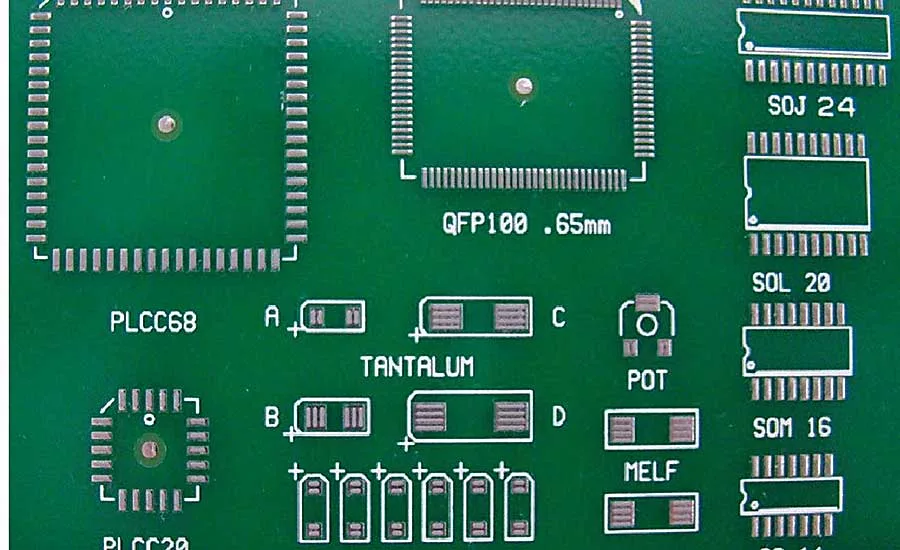
Solder paste connects surface-mount or through-hole components to pads on the PCB. Photo courtesy Dispense Works Inc.
Going with the flow of the marketplace not only makes sense for a manufacturer, it can also make the company lots of money. An equally beneficial strategy—implemented on an application-by-application basis—is to know the flow of each material being dispensed and equip accordingly. Electronics contract manufacturers are well aware of the benefits of both practices.
“Contract manufacturers like Jabil and Foxconn have been and remain the main source of portable electronics assembly worldwide,” notes Dennis Dell’Accio, global product manager for equipment at Dymax Corp. “In their plants, hand dispensing is still common, although the use of automation and robots to dispense materials continues to increase as labor costs rise.”
A couple years ago, Dymax helped a U.S.-based contract manufacturer complete a challenging electronics assembly application for the defense industry. The contractor needed to protect extremely sensitive components on PCBs used in a custom portable device, but found traditional masking materials to be ineffective.
Dymax recommended its SpeedMask 9-20474-B-REV-A thixotropic material be used instead and applied with the PICO noncontact jet valve from Nordson EFD. The valve made numerous paths over the board, applying layer upon layer on the sensitive components in a narrow width to create a dam around the circumference. The valve then helped fill in the area created by the dam. Only after the components were fully masked was the material UV cured.
Electronics assembly applications like this one require automatic dispensing. Others, however, may be better suited to hand dispensing. In either case, it’s essential that the dispensing system be compatible with the material, be it a thin adhesive, a peelable maskant, or a thick solder paste.
Manufacturers must fully understand the properties of each material being dispensed before purchasing and installing any dispensing system. To do otherwise, lessens the likelihood of optimum system, and product, performance.
A Reliable Roster
Although the portfolio of portable electronic devices continues to expand, suppliers say that the number of materials used for device assembly remains relatively unchanged. The most popular are one-and two-part adhesives (including RTV silicones, liquid optically clear adhesives, urethanes, electrically conductive epoxies, die-attach adhesives, and cyanoacrylates), ruggedizing materials, conformal coatings, encapsulants, maskants, thermal interface materials and solder paste.
Looking for quick answers on assembly and manufacturing topics? Try Ask ASM, our new smart AI search tool. Ask ASM
Rich Levesque, systems integrator at Dymax, says adhesives are used in several areas within smart devices, such as camera module assemblies, flat panel displays (LCDs and OLEDs) and micro speakers. These materials are halogen-free and meet or exceed standards set forth in IEC 61249-2-21.
Another use for adhesives is bonding components with pin contacts (surface-mount devices) to the PCB prior to them being permanently soldered in place. During device operation, these adhesives provide stress relief to solder connections and prevent premature failure of the electrical connections.
Ruggedizing or staking materials hold ball grid arrays (BGAs) and video graphic arrays (VGAs) in place for secondary processes or long-term reliability. Levesque says that these materials provide effective edge and corner bonding, and they reduce stress on interconnects during push, pull, shock, drop and vibration occurrences.
Product 9309-SC from Dymax is a high-viscosity (42,000 cps), highly thixotropic material that dispenses and cures in seconds with UV or visible light. It has a shore hardness of D60 and is formulated with See-Cure, Dymax’s patented built-in visual cure validation technology.
Conformal coatings have a viscosity of up to 30,000 cps and are primarily used to protect electronic assemblies from dust, dirt, abrasion, moisture and mechanical stress. These coatings also strengthen delicate components and leads, and support small devices that can’t be mechanically secured.
Levesque says that thin coatings can be applied without atomization, whereas thixotropic coatings, which cling well, tend to be used on components with sharp points.
As an alternative to conformal coatings, some suppliers offer transparent coatings with hydrophobic or oleophobic properties that repel water or oil. Joshua Eckel, senior account manager at Nordson EFD, says that many manufacturers use hydrophobic coatings to prevent moisture ingress in portable phones and tablets.
Potting materials remove voids caused by air or water as they cover electronic components, thereby protecting them from moisture, or electrically insulating them so they operate correctly. The materials also provide heat dissipation, shock protection and flame retardancy.
Maskants shield components prior to conformal coating, wave soldering or reflow operations. These one-part materials come in different viscosities, cure in seconds, peel easily and leave no residue. Some formulations are compatible with gold and copper connector pins, and are able to resist solvent-based conformal coatings.
Thermal interface materials (TIM) prevent the overheating of portable electronic devices by enhancing the contact between high-power, heat-generating components and heat sinks. Usually made of a silicone base and zinc oxide, silver or ceramic, the one- or two-part materials eliminate air gaps or spaces between the two objects to maximize heat conduction. The materials solidify once applied.
Solder paste connects surface-mount or through-hole components to pads on the PCB. Flux within the paste removes potential oxides from the pads, resulting in clean and positive wettable surfaces to which the metal solder bonds. The paste is thixotropic, meaning that its viscosity changes over time (300,000 to 1.6 million cps) due to stirring.
Challenges Will Materialize
Suppliers acknowledge that each type of fluid used in electronics assembly presents dispensing challenges. Because today’s UV- and light-cure adhesives cure quicker and are more sensitive than before, they need to be completely shielded from all light prior to dispensing. This requires all system components to be either black or opaque.
Eckel points out that manufacturers need to quickly and accurately dispense tiny amounts of adhesive onto components on a daily basis. Common dispensing parameters are dots smaller than 1 millimeter in diameter and 1-millimeter-wide beads of varying lengths. With shrinking mobile device sizes, strict accuracy is required to maintain parameters. Otherwise, splattering adhesive on nearby components or optics may result in rework and wasted material.
“The main challenge with two-part adhesives is making sure that both materials are brought together in accurate proportion and thoroughly mixed before being dispensed,” explains Emil Cindric, president of Dispense Works Inc. “Be sure to use the right static mixer nozzle; one that receives adequate mixing with the correct amount of pressure so that the material flows consistently, with minimal problems.”
Jason Smith, sales engineer at Scheugenpflug USA, says the use of two-part adhesives, coupled with the availability and reliability of disposable tubes, is a big reason why many of his electronics manufacturer customers use static-mixer nozzle tubes in their assembly operations. The static (or motionless) mixer features a cylindrical tube with stationary parts that mix and move the materials to the mixer tip for application. This type of mixer is low-cost and disposable.
“With one-part adhesives, it’s necessary to extensively work with them so you know how fast they cure and their performance capabilities,” notes Smith. “This is always important, but especially in applications where the treated part will be handled in later assembly process steps, and how it’s handled.”
Adhesive selection must be done carefully for each assembly process. When mounting sensitive touch-panel displays in smart phones and tablet computers, for example, suppliers recommend using UV-cure liquid optically clear adhesives (LOCAs). These adhesives work well on a range of various-size panels and uneven surfaces.
A fast-curing, high strength, refractive-index-matched LOCA is best for bonding the cover lens to the panel sensor when both are made of glass. But, if both parts are plastic, a very-high-strength LOCA is recommended because plastic is more difficult to adhere to, and has different coefficients of thermal expansion, than the glass.
Some products require manufacturers to directly bond the panel sensor to an LCD module, without a cover lens. This design produces the highest amount of contrast, particularly for outdoor applications. It involves applying a high-viscosity dam material around the LCD surface to complement the fill LOCA. The dam material increases edge definition, and serves as a cured-in-place gasket to prevent the LOCA from flowing.
When used together, Nordson EFD’s PICO Pµlse valve and PICOToµch controller ensure exact and repeatable dispensing of microdots as small as 0.5 nanoliter at up to 1,000 hertz continuously. The noncontact valve’s piezoelectric technology enables it to jet low- or high-viscosity fluids onto any surface, including uneven and tough-to-reach substrates. Interchangeable parts increase the valve’s versatility. An easy-to-use touch screen on the controller lets operators set precise operating parameters (such as ramp open and close) and stroke control to fine tune dispensing performance. Pulse time adjusts in increments as small as 0.01 millisecond.
Thin conformal coatings are often applied with a spray valve, presenting several challenges. One is making sure to thoroughly cover all components (edges, bottom) without overspraying. Another is avoiding over-application, whereby some areas end up thicker than recommended. Companies must also make sure the coating doesn’t cobweb (form fine filaments) before curing.
When the application requires more than one material or coating pattern simultaneously, a dual-head
dispensing system should be used. An atomizing spray head can provide general coverage, while a needle dispenser can inject the coating into deep recesses and around tall components.
The RPX 20 robot from Dispense Works offers precise but flexible SMT component assembly. It features an X-Y-Z gantry system and a 28-by-16-inch work area that can handle a single PCB up to 20 by 8 inches, or a carrier with several smaller boards. Multiple dispense heads are available, as are up to four pick-and-place heads. Other standard equipment includes one to four vision cameras (top or bottom viewing), a Z-axis probe, X-Y-Z calibration, a bread board base plate, universal vacuum tooling and an eight-position tool changer.
A frequent challenge related to potting is eliminating trapped air, which will expand when the device heats up and crack the housing. The advantage of using a Cartesian robot for automated dispensing is that it can be programmed to move the dispense tip around the housing to ensure an air-free fill. In some cases, the tip may need to move back and forth to evenly distribute the material and avoid entrapping air. Ideally, the housing should be filled from the bottom up, rather than from the top down.
“Although solder paste dispenses fairly well, it does contain solder fillers that can cling to component edges and fittings,” says Cindric. “These fillers can lead to material separation and the forming of clumps within the fluid
dispense path.”
Some suppliers offer dispensing systems with noncontact laser or low-force height sensing to ensure accurate, consistent and repeatable dot size and line widths. Dots smaller than 300 microns typically require solder paste type 5 (10- to 25-micron particles) or type 6 (5- to 15-micron particles) and a 28 to 30 gauge needle. As a general rule, solder paste should be 84 to 86 percent metal by weight.
Scheugenpflug’s LeanVDS entry-level vacuum dispensing systems accurately dispense two-part materials for potting. The models perform high quality and cost-effective potting. The Basic machine has a 300-millimeter-square chamber without multiaxis gantry motion. The Universal machine has a 420-millimeter-square chamber with up to three traversing axes of motion.
A small footprint makes them ideal for laboratories, prototyping and small batch operations. Powerful pumps and efficient chamber utilization ensure fast evacuation and cycle times. The volumetric piston dispenser design is available on both units.
Another challenge is fast changeover, regardless of the fluid type being dispensed. Dell’Accio says pinch valves offer this benefit because they feature a disposable fluid path that carries material from the reservoir to the dispense tip. Fluids are sealed within the path, preventing contact with the valve’s inner components and ensuring a contaminate-free dispensing process.
Looking for a reprint of this article?
From high-res PDFs to custom plaques, order your copy today!




