Torque-Retention Knobs Prevent CNC Toolholder Expansion
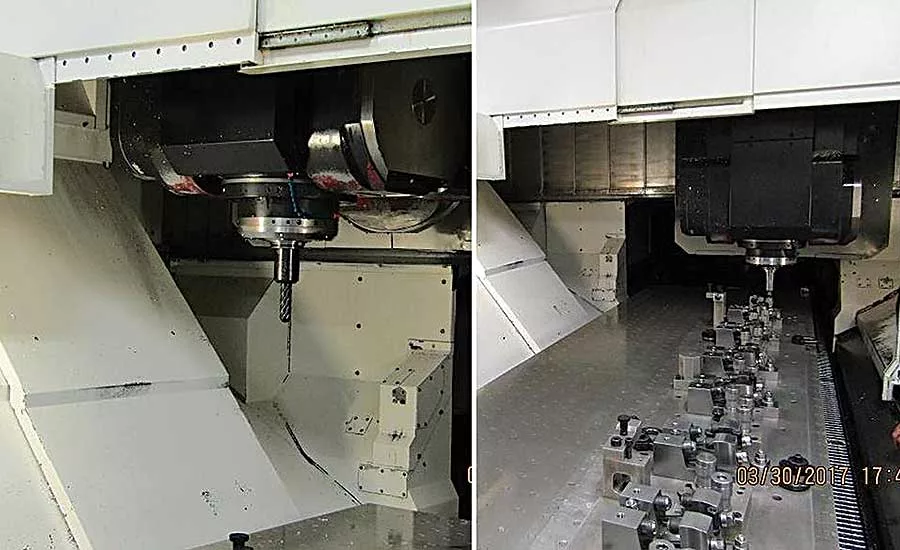
Hansen Engineering Co. operates 14 CNC machines that cut titanium, stainless steel and aluminum at a high speed (10,000 to 15,000 rpm) to produce many types of aerospace parts. Photo courtesy JM Performance Products Inc.

High-torque retention knobs feature a relief below the flange that forces threads into a thicker material cross-section in the toolholder to ensure nearly 100 percent spindle contact and no expansion. Photo courtesy JM Performance Products Inc.
Aerospace engineering shops throughout North America focus daily on producing complex parts that meet tight tolerance and high precision requirements. Some, like Harbor City, CA-based Hansen Engineering Co. (HEC), specialize in MDI surface geometry, statistical process control and electronic probing of part surfaces.
The 55-year-old company is an approved ATA (Air Transport Association) supplier of CNC-machined multi-axis parts, assemblies and major structural assemblies. Its manufacturing facility includes two buildings that operate 14 CNC machines, including Mazak five-axis machining centers (one with a dual shuttle table), horizontal machining centers with dual tombstones, and three-axis machining centers.
All of these machines cut titanium, stainless steel and aluminum at a high speed (10,000 to 15,000 rpm) to produce many types of aerospace parts. Despite being state-of-the-art, however, the equipment is susceptible to V-flange-toolholder expansion, due to heavy-duty daily
operations.
Curtis Sampson, shop leader at HEC, says that this expansion occurs when pressure exerted by thread engagement creates a bulge at the small end of the toolholder. This expansion prevents the toolholder from pulling all the way into the spindle and making contact with its taper surface.
Expansion also causes vibration and chatter, non-repeatability, poor finishes, shallow cut depths, excessive spindle wear and tear, shortened tool life and frequent production shutdowns. The latter are necessary to cool down the machines, which use a total of 50 toolholders.
To prevent expansion, HEC replaced the toolholders’ standard retention knobs with high-torque retention knobs made by JM Performance Products Inc. The latter are longer and feature a relief below the flange that forces threads into a thicker material cross-section in the toolholder to ensure nearly 100 percent spindle contact and no expansion. A precision pilot further increases rigidity.
Made from hot-rolled steel (8620H, 9310H or H13), the knobs are shot peened to relieve stress, hard turned to ensure precision fit and balanced with threads that are 180 degrees from each other. They also meet all five world standards for knobs: ANSI, JMTBA, ISO or DIN, and JIS.
Looking for quick answers on assembly and manufacturing topics? Try Ask ASM, our new smart AI search tool. Ask ASM
Sampson says that HEC initially bought 25 high-torque knobs in 2015 and installed some on a toolholder using a high-feed insert for running titanium. The company immediately noticed a 5 percent spindle load decrease, which improves machine performance. HEC also used some of the knobs on toolholders for a 1.25-inch-diameter knuckle rougher and 2-inch-diameter finisher that had produced chatter when forging aluminum.
“The chatter was eliminated and it produced the best finish we have ever seen on these parts,” says Sampson. “After that, we bought 50 more knobs and immediately noticed improvements all around the table. We’ve been increasing their use over time ever since.”
According to Jose Campos, tool crib buyer at HEC, productivity has improved by 15 percent, and downtime has been reduced by the same amount, over the last two years due to the knobs. He says that regularly replacing torque-retention knobs is just as important as switching to them to optimize CNC machine performance. For example, one machine with a feeder that moves aluminum parts at 350 inches per minute required a total of 170 knobs in 2015. The number increased to 300 in 2016.
“Our Mazak machines used to make a loud noise when roughing titanium and stainless steel,” notes Campos. “The retention knobs solved that problem and also eliminated fretting of the toolholder shank.”
For more information on knobs and other CNC spindle-optimization products, call 440-357-1234 or visit www.jmperformanceproducts.com.
Looking for a reprint of this article?
From high-res PDFs to custom plaques, order your copy today!




