Robotic System Assembles Cords
A unique multistation automated assembly system produces six different cord sets.
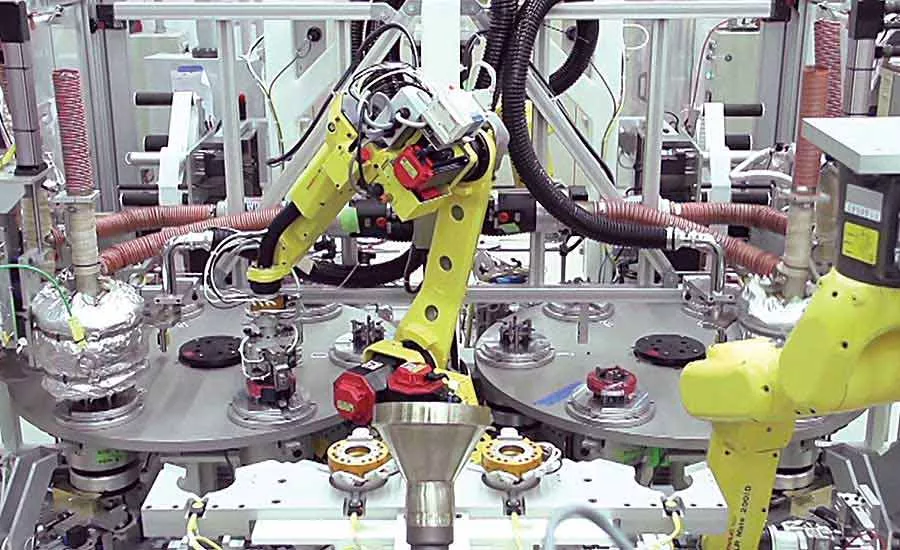
This robotic assembly system can produce six different cord sets ranging from 20 to 200 feet in length, and it assembles six cord sets per minute. Photo courtesy Clearwater Automation
Cables, cord sets and wire harnesses are invariably assembled with at least some amount of manual labor—even when high volumes are needed. Sure, the process of cutting, stripping and terminating individual wires can be fully automatic. But at some point, those wires must be touched by human hands, whether it’s for assembly, testing, packaging or other process.
A fully automated system that produces wire assemblies from start to finish—raw materials go in, finished products come out—is rare, indeed. Systems integrator Clear Automation of Southington, CT, recently designed and built just that: a fully automatic robotic assembly system for electrical cords.
The system consists of four overhead-mounted FANUC LR Mate 200iD six-axis robots, a FANUC M-10iA six-axis robot, rotary indexing tables, a pallet-transfer conveyor, and custom winding, wire handling and connecting mechanisms. The system can produce six different cord sets ranging from 20 to 200 feet in length, and it assembles six cord sets per minute.
At the first station, an LR Mate 200iD robot equipped with a two-finger gripper picks up a wire from a decoiler and clamps it in place on one of six winding heads located on a rotary indexing table. The decoiler maintains consistent tension on the wire to facilitate winding and ensure the robot can grasp the wire consistently.
The winding head reels off the wire to a preset length selected by the operator through the system’s HMI. Once the exact amount of wire has been spooled, a pneumatic wire-cutting mechanism snips the wire, and the robot inserts the end into a clamp within the winding head so the coil doesn’t unravel.
The robot tends two indexing tables at the same time. While a winding head on one table is reeling off wire, the robot starts the process on the other table.
After winding, the table indexes the coil to a station that wraps it with heat-shrinkable plastic. At the next index, the wrapped coil is presented to the M-10iA robot, which picks it up and presents it to a heater. The heat snugs the plastic against the coil to make a neat package. The robot then places the wrapped coil on the pallet-transfer conveyor.
Looking for quick answers on assembly and manufacturing topics? Try Ask ASM, our new smart AI search tool. Ask ASM
The system produces wire assemblies in six different lengths, so each pallet must be automatically adjusted to match the coil size. To do this, a height sensor relays information to a servo, which sets the appropriate pallet height for each individual coil.
The pallets of coils move down a conveyor to two LR Mate 200iDs, which are responsible for positioning the inner and outer ends of the wire. At subsequent stations, the wire ends are cut to length, stripped of insulation, straightened and fitted with connectors.
The coils then move to an inspection station, where a vision system checks the wires for length, straightness and shape. At a testing station, the coil is checked for electrical continuity.
Finished windings travel down the conveyor to the end of the system, where a robot picks up good windings and places them on a conveyor out of the system. Rejected windings are delivered to a reject chute.
For more information on automated assembly systems, call Clear Automation at 860-621-2955 or visit
www.clearautomation.com.
For more information on assembly robots, call FANUC at 888-326-8287 or visit www.fanucamerica.com.
To see a video of the cord set assembly system, visit https://tinyurl.com/y8pv92jp.
Looking for a reprint of this article?
From high-res PDFs to custom plaques, order your copy today!






