Electric Presses Offer Many Benefits to Assemblers
As electric presses gain market share, suppliers are coming up with innovative ways to stand out

Whereas a servo press is powered by a servomotor, Schmidt’s new Torque Press 520 is powered by a torque motor, enabling the system to apply high forces at low speeds Photo courtesy Schmidt Technology

The ElectricPress is powered by a servomotor, but the ram is driven by a rack-and-pinion system rather than a ballscrew or a planetary roller screw. Photo courtesy Schmidt Technology

Promess Inc. has recently begun supplying its standard Electro-Mechanical Assembly Presses to be used in tandem to apply force to a large platen. Photo courtesy Promess Inc.
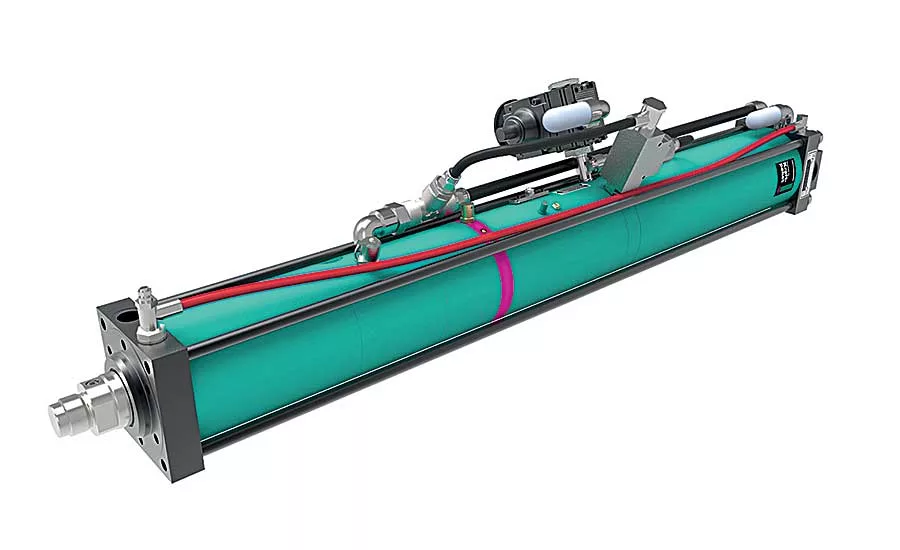
TOX has recently updated its X series of hydropneumatic cylinders (with pneumatic spring for the return stroke) to increase performance and decrease maintenance costs. Photo courtesy TOX Pressotechnik
The Mini Series servo press is designed for low-force applications where complete process control and data collection is required. Photo courtesy FEC Inc.
Just when you think there’s nothing new under the sun with a particular technology, a company will invariably put a new spin on things. A good example is the new Torque Press 520 from Schmidt Technology.
Like the ram on Schmidt’s servo press, the ram on the Torque Press is driven by either a ballscrew or a planetary roller screw, depending on how much force is required. But, whereas the servo press is powered by a servomotor, the Torque Press is powered by a torque motor.
There are two advantages of using a torque motor over a servomotor. “Every motor has poles and windings,” explains David Zabrosky, North American sales manager for Schmidt. “A standard servomotor has six poles. A torque motor has 42 to 46 poles. The advantage of that design is that, because you’re moving such a short distance from pole to pole, you can press at high forces with low speeds.”
The other advantage of a torque motor is that acceleration and deceleration times are much faster. “Let’s say the ram on a servo press can move at a maximum speed of 200 millimeters per second,” says Zabrosky. “However, it takes 5 millimeters of stroke to get to that speed and another 5 millimeters of stroke to slow down. In a short stroke application, the ram will never reach top speed.”
With the Torque Press, the acceleration and deceleration curves are much shorter, which can make a difference in cycle rate. “The faster I can get the ram to speed, and the faster I can slow it down, the better my cycle rate,” says Zabrosky.
Another advantage of the Torque Press lies in its in-line design. With a standard servo press configuration, the servomotor is connected to the ballscrew or planetary roller screw by a belt. “The motor is on the other side of the entire system,” Zabrosky points out. “There are two issues with that design. First, if there is any play in the system—compression or relaxation—the servomotor will think the ram is moving X amount, but the ram may only move out Y amount. The Torque Press doesn’t have that problem. It’s a direct-drive system. There is no belt.”
That means less maintenance and less tolerance variation. No mechanical clutch is necessary, since the motor and drive system are sized to handle crash situations. The Torque Press 520 also has a slimmer profile, allowing it to fit into tighter places. Modules can be mounted 160 millimeters apart.
Looking for quick answers on assembly and manufacturing topics? Try Ask ASM, our new smart AI search tool. Ask ASM
The other issue with an offset design is thermal expansion and contraction. An assembly press is essentially one long piece of metal. “A variation in room temperature of 10 F will cause the entire system to grow about 0.003 inch,” says Zabrosky. “So, if the servo is measuring everything at the top of the system, away from the ram, it has no idea that the end of the ram is now 0.002 inch farther away from where it’s supposed to be.”
To solve that problem, Schmidt integrated a position sensor on the face of the ram where it comes out of the housing. Data from that sensor feeds straight back to the CNC system driving the ram. “We’re not controlling position with the motor; we’re controlling it with the position sensor,” says Zabrosky. “The sensor tells the motor how far to go. That gives us another level of accuracy on top of an already accurate system.”
The Torque Press 520 has a continuous load capacity of 2,250 pounds and a peak load capacity of 4,495 pounds. It can hold peak load for 5 seconds, but must have a 15 second dwell between cycles.
Maximum ram speed is 260 millimeters per second, and ram speed is programmable over the full 250 millimeters of stroke. The press offers closed-loop control over both positioning and force.
A Lower-Cost Electric
Servo presses are very accurate. A typical ballscrew-driven system will be able to hit a programmed position to within ±0.0001 inch under no-load conditions every time. But, that performance comes at a price.
For manufacturers that are looking to replace their pneumatic presses solely for energy-efficiency reasons, a servo press is too large an investment.
“Not every application requires the high-precision positioning capability of a servo press,” Zabrosky points out. “Think about it: If an air press can do it, why do you need a servo press?”
That was the genesis behind Schmidt’s ElectricPress system. The ElectricPress is powered by a servomotor, but the ram is driven by a rack-and-pinion system rather than a ballscrew or a planetary roller screw.
“The rack-and-pinion drive system is much more cost-effective,” says Zabrosky. “You can still control position, speed and force. The difference is positioning capability. The ElectricPress requires a slight preload to ensure the gears mesh together, but it can achieve a positioning accuracy of ±0.001 inch. For a lot of applications, that type of accuracy is more than enough.”
The ElectricPress is available in two models, the largest of which has a capacity of 10 kilonewtons. “The ElectricPress fills a gap in the marketplace,” says Zabrosky. “There are a lot of precision systems out there, but you will pay for it. The ElectricPress is half the cost of a servo press.”
Four-Headed Monster
Some press innovations are not about the design of the machine, but how it’s used.
Promess Inc. has recently begun supplying its standard Electro-Mechanical Assembly Presses to be used in tandem to apply force to a large platen. Such arrangements are drawing increasing interest for manufacturing composites, laminates and batteries for electric vehicles.
“We are putting multiple presses in parallel with each other to move a platen up and down,” says Glenn Nausley, president of Promess. “If you need to exert force over a wider area than just the footprint of the ram, you could put a block or plate on the end of it. But, if the plate gets too big—say, 2 feet wide and 4 feet long—you don’t have support out at the corners.
“One way around that problem is to put one press at each corner of the plate. Basically, you’re making a big platen press out of multiple presses. Now, you have control at every corner. You’re measuring force and position at every corner, and you can compensate for off-center loading. It gives you the ability to apply a consistent load over the entire surface of the plate.”
Such an arrangement—affectionately called the “four-headed monster” on the Promess shop floor—also multiplies the force that can be applied to the parts. In other words, four presses, each applying 100 pounds of force, collectively apply 400 pounds of force.
For battery manufacturing, tandem presses are being used to compress powders and thereby increase the density of energy storing and generating material. “You have to press the powder and hold it under constant load. With powders, it can take a lot of force to compress them into a plate or a pellet,” says Nausley.
“With composites, you have to press and hold them for a long period of time as they’re heated for curing,” he continues. “These are large assemblies. The ram on a standard electric press just doesn’t have enough surface area to press some of these larger items. So you use multiple presses with a platen. Manufacturers had been using hydraulic presses for these applications, but now they need more control. These are very high force applications—1 or 2 meganewtons.”
When using more than one press to apply force, coordinated motion is imperative. “Our UltraPro multiaxis controller can do joined motion,” says Nausley. “We can electronically tie the actuators together. We don’t tell each actuator to move. We join them together. We zero them all out at a fixed location, and when we tell them to move 100 millimeters, they move 100 millimeters in unison, within microns of each other.
“Each press has its own force and position feedback, so we can also tell, as we’re loading, if a certain operation loads heavier on one side or another,” adds Nausley. “Most of the time, we’re looking for even loading. If something is off-centered, we can either stop the process or apply greater force to one side or one corner. If you’re pressing a powder and you get uneven force, you stop the process because the powder probably hasn’t been loaded evenly.”
To date, Promess has built three of these four-press systems, and the company has orders for 12 more.
Looking for a reprint of this article?
From high-res PDFs to custom plaques, order your copy today!





