International Appliance Manufacturing
Adhesives or Welding for Plastic Part Assembly?
One of the best things that you can do, both for the design of your product and the success of your business, is to make design choices that keep your assembly options open.
Two of the most popular methods for assembling plastic parts into finished products are adhesives and ultrasonic welding. But how can a manufacturer differentiate between these two options? What questions should product design and manufacturing teams ask when deciding why and when to select these assembly methods?
The answers to these questions are influenced by the following factors, which typically fall into two broad categories business factors and part factors. Business factors involve your product lines and production needs, and the degree of speed, flexibility, and scalability that are needed in your assembly operations. Part-related factors go right to the part itself: its performance requirements, shape, and materials of construction.
Perhaps the first thing to remember is that both these methods join parts permanently. So, that means that your part, once assembled, cannot be disassembled for maintenance, component repair, or replacement of a battery or bulb. If you or your customers will need to disassemble and service the part, then permanent assembly methods like adhesives or ultrasonic welding may only be part of the solution. To allow for disassembly, your product design will likely require some sort of mechanical fasteners or snap-fit components.
Assembly Flexibility
Click for larger image
How Ultrasonic Plastic Welding Works
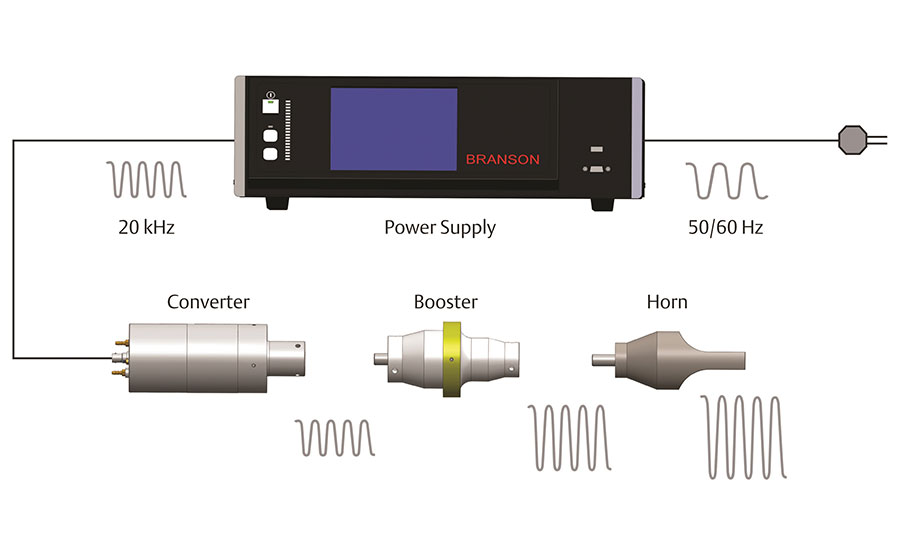
In ultrasonic welding, high-frequency vibrations are applied to two parts by a vibrating tool, commonly called a “horn” or “sonotrode.” Welding occurs as the result of heat generated at the interface between the parts. The ultrasonic vibrations are created by a series of components—the power supply, converter, booster, horn—that deliver mechanical vibration to the parts.
As seen above, the power supply takes a standard electrical line voltage and converts it to an operating frequency (in this illustration, 20 kHz). This electrical energy is sent through an RF cable to the converter. The converter utilizes piezoelectric ceramics to convert the electrical energy to mechanical vibrations at the operating frequency of the power supply. This mechanical vibration is either increased or decreased based on the configuration of the booster and horn. The proper mechanical vibration, known as amplitude, typically is determined by an applications engineer and based on the materials being welded.
Conversion Sequence
Mechanical vibrations are delivered to the parts to be welded. The parts also are put under a mechanical load, primarily with a pneumatic actuator. Under this load, the mechanical vibrations are transmitted to the interface between the parts, where it is focused on a triangle-shaped bead, the energy director, which focuses the vibration to create intermolecular and surface friction. This friction creates heat and a subsequent melt, which solidifies into a welded bond.
Adhesives may provide flexibility in the assembly process. They can create bonds between plastic components in a variety of shapes, made of many different materials. And, if you ever have to make changes in one of the plastic components that comprise the part—changing a dimension, for example—the adhesive joining process can be adapted, either by informing assembly personnel of the change or by adapting automation/robotics to use a different motion for adhesive dispensing. Adhesives may also be a solution for low-quantity assembly jobs, including part prototypes, pre-production product samples, or production runs that include parts that include optional components of differing sizes or shapes.
For all of their flexibility, adhesive joining methods have clear disadvantages, such as the requirement for increased care and maintenance. When the glue is in use, applicators must be kept relatively clean and the glue must be applied with consistency and care to ensure a complete and cosmetically pleasing bond. If production increases, requiring more adhesive applicators to be used, the challenge of ensuring process consistency grows. To ensure that adhesives are flowing smoothly and consistently and assure part strength, assembly managers must periodically purge and clean all of the adhesive application and handling systems. When not in use, adhesive applicators must be cleaned and capped to prevent the exposed adhesive from curing and clogging, which can lead to waste or production delays.
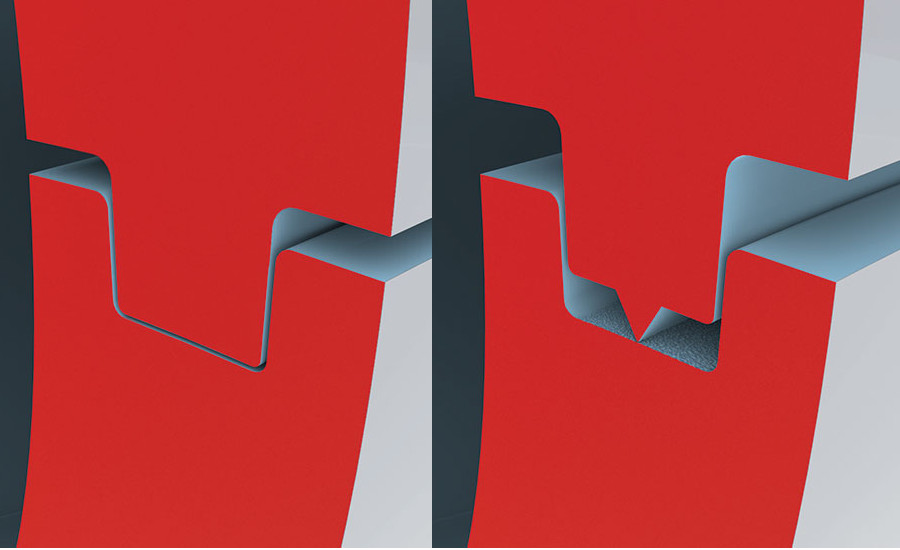
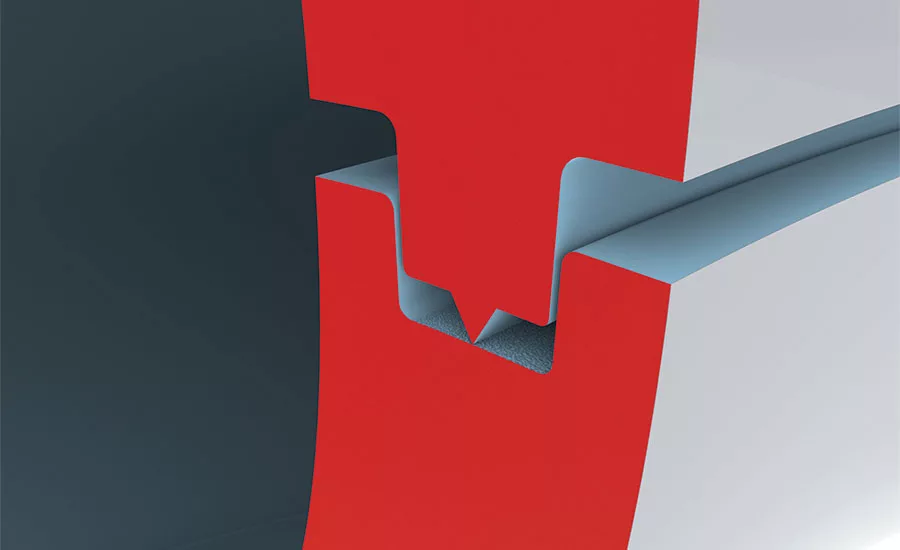
Cutaway and red highlighting shows the location of the tongue-and-groove joint in the two-piece housing. Close-ups of the joints show the difference between a tongue-and-groove joint designed for adhesive joining and ultrasonic welding. Note that the ultrasonic joint has been modified to include a triangular “energy director,” which melts when welded to form a strong bond between the parts.
Another major disadvantage of adhesives is the associated high production cost. Because adhesives are consumables, they can become costly. Every adhesive bond represents an incremental production cost that rises in proportion to output. And, if production rises beyond initial cost estimates—if for example, product sales and production ramp up rapidly, perhaps breeding new product variations or options—production costs will likely be reevaluated as management sees the product moving from a developmental to a growth phase.
While adhesives offer flexibility in the shapes and types of materials they can join, ultrasonic welding provides manufacturers with a high degree of flexibility through modularity of the tooling setup. By using a single ultrasonic welder and a range of part-specific tooling, manufacturers can produce a variety of different parts on a single assembly line.
Looking for quick answers on assembly and manufacturing topics? Try Ask ASM, our new smart AI search tool. Ask ASM

An ultrasonic welding system. Connected to the bottom of the stack is the “horn,” which transmits energy into the plastic parts being welded. (In this example, the horn has a blade-like shape.) At the base of the stack, weld tooling (not shown) is fastened to the perforated plate. The tooling holds plastic parts in place for welding.
Production volume
The point of change—in production volume and expected sales—offers a great opportunity to consider, or reconsider, the benefits of ultrasonic welding. For those less familiar with this technology, here’s a brief description (see sidebar “How Ultrasonic Plastic Welding Works”).
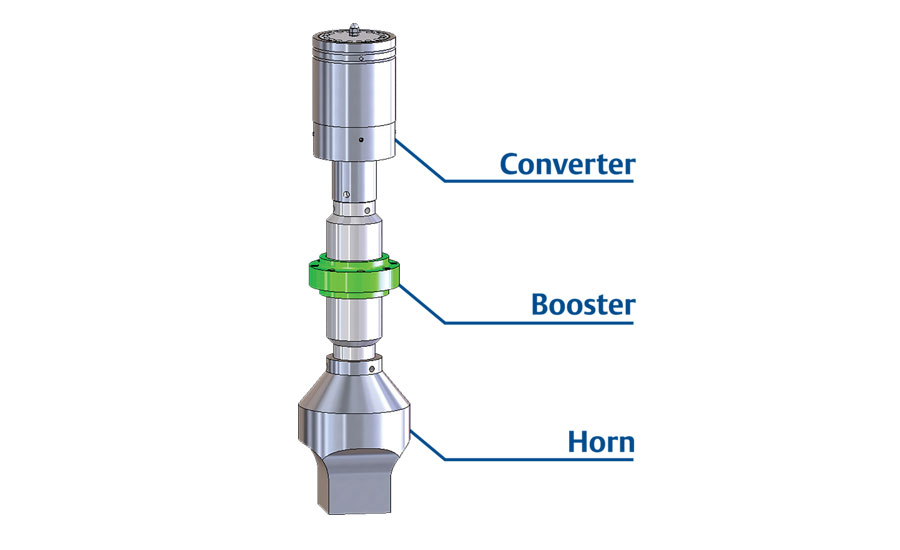
Detailed illustration of the weld “stack” components, which include the converter, booster, and horn. Horns come in dozens of different configurations, based on the geometry of the parts to be welded.
Assembling parts using ultrasonic welding requires some upfront investment, starting with the welder itself. In addition, product-specific tooling is always required, to precisely hold the various plastic components in place as the part is being welded. But, all of this is a one-time investment. Thereafter, you’ll be able to manage your assembly costs, amortizing that single investment over the entire production volume of that part.
So, if you envision high-volume part production, you can leverage the favorable economics of ultrasonic welding from the outset. When the part or product design is finalized, weld tooling can be built and high-volume production can begin. The key to amortizing assembly method costs and realizing long-term assembly savings, of course, is to have a firm idea of what annual production volume is going to be. History shows that those with production volumes ranging from tens of thousands to millions per year generally realize a significant financial benefit with an ultrasonic welding process.

Typical of parts that may be joined using adhesives or ultrasonic welds is this two-piece, injection molded housing.
Assembly cycle time
Adhesive assembly processes range in complexity, which can lead to long cycle times. The most basic process may consist of a simple part and a handheld adhesive dispenser. An individual assembler may lay down a bead of adhesive on one component and then affix the mating component by hand, either pausing to hold the part while it sets or attaching a clamp or fixture to hold it steady during the curing process.
A more complex adhesive assembly process may involve automation, generally involving a base fixture to hold one component, with a clamp or second fixture to hold the bonded part while it cures. And, there will be the added expense of a robot. But robotics are generally very flexible: you can change the programming, swap out the fixtures and adhesives, and assemble several parts with different geometries using the same robot.

Well-designed joints can be ultrasonically welded in less than a second. Ultrasonic welds create strong bonds, nearly as strong as the parent material.
While the increasing complexity of an adhesive assembly tends to increase its cycle time, there is another factor to consider as well. Typical adhesive assembly cycles aren’t complete when glued components are brought together; the full-strength adhesive bond required for a finished part generally requires additional curing time.
Ultrasonic welding creates a permanent bond in one second or less. As soon as the part leaves the weld tooling, the weld cycle is complete. New parts can be loaded and welded immediately, offering ultrasonic welding a clear advantage in cycle time.
Material Considerations
Materials are an important variable in the assembly process. In general, it is more difficult to bond dissimilar materials—rubber to plastics or plastics to metals, for example—so mechanical fasteners or adhesives may be your best bet.
The same thinking applies to all plastic assemblies. Material selection may be somewhat more diverse when adhesives are used, because adhesives are more likely to bond dissimilar plastics. There are some exceptions—a few polymers that may react chemically or degrade in the presence of certain adhesives—but relatively few.
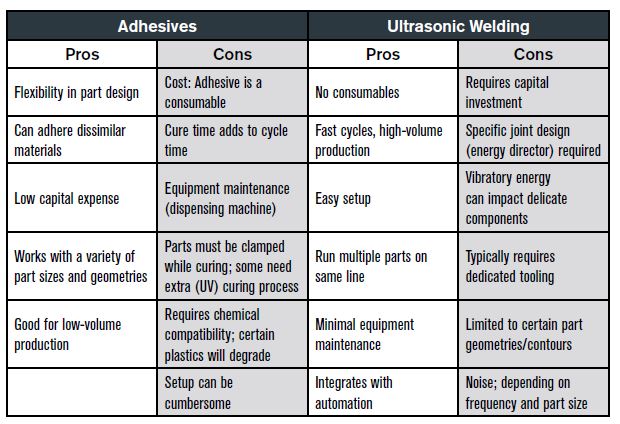
Assembly Process Pros and Cons
Similar polymers tend to ultrasonically weld better than dissimilar polymers. The only exception to that rule is when the dissimilar polymers have similar melt temperatures and melt flow characteristics. Also, amorphous polymers tend to weld better than semi-crystalline polymers, because they melt more gradually and have more predictable melt flows between parts—two factors that contribute to stronger welds. ABS, polystyrene, and polycarbonate are examples of amorphous materials that weld very well.
Semi-crystalline polymers are more challenging to weld because they tend to melt and solidify more abruptly. These characteristics that can make it more difficult for the weld process to achieve a consistent melt and melt flow, so getting a strong welded bond may be difficult. Examples of semi-crystalline materials that are more challenging to weld are polyethylene, polypropylene and nylon.
Part Geometry
As noted above, adhesive joining methods allow for considerable variation in the geometry of components and parts. All that is required to join two edges is sufficient surface area on each edge for adhesive placement and bonding.
Part geometry can pose challenges when it comes to ultrasonic welding, since the process relies on the structure of a component to adequately transmit the energy received from the horn down to the weld joint. As any engineer knows, some part shapes do this better than others. A great example of an easy-to-weld shape would be a cube with walls that are rigid enough to direct energy straight to the weld joint. A more difficult shape to weld would be a sphere, since one half would tend to flex under load, and therefore not transmit the energy as efficiently.
Easy-to-weld parts tend to have these characteristics:
- Relatively flat surfaces (limited contours) so that good horn contact can be achieved
- Surface area on the top of the part over the weld joint area
- Side walls with enough rigidity to transmit energy to the weld joint
- A properly designed weld joint
Every part is unique, of course, so the only way to know whether any design will work with any assembly method is to speak with a knowledgeable professional who can help you evaluate your design, consider your assembly needs, and find the right solution.
Design: Keep your options open
One of the best things that you can do, both for the design of your product and the success of your business, is to make design choices that keep your assembly options open. One simple way to do that is to design a simple “tongue and groove” joint into the mating surfaces of the components that will comprise your part. This type of joint offers an inherent alignment feature—the groove—that’s ideal for capturing adhesive and aligning the tongue of the mating surface, or for making a strong ultrasonic weld.
Should production needs or volumes change, it is easy to convert a tongue-and-groove part from adhesive assembly to assembly using ultrasonic welding. Generally, all that is required is to add an “energy director”—a small bead of sacrificial weld material—to the bottom of the existing tongue. Typically, this can be done with a modest “steel safe” change to the mold. Then, during the weld process, the energy director on the tongue melts neatly into the groove, resulting in a very precise weld joint that offers high strength and good sealing properties.
Looking for a reprint of this article?
From high-res PDFs to custom plaques, order your copy today!






