Integrating Presses Into Assembly Systems
As the stand-alone, product-dedicated press becomes more obsolete, workcells and assembly lines with integrated presses are becoming more flexible and productive


Load cells and sensors used with presses measure several key variables, such as ram force, distance and time, and help ensure they stay within allowable tolerances. Too bad these technologies can’t also measure a press’s reaction to its changing role in manufacturing: Increasingly being integrated with one or more assembly systems, rather than operating as a stand-alone machine dedicated to continually joining one type of part.
“We’ve always used sensors in our servo presses to try and give them feeling, so to speak,” says Glenn Nausley, president of Promess Inc., which has made servo presses since 1994. “The use of servo presses in general has ramped up considerably in recent years, and one of the main reasons is because they’re fairly easy to integrate into assembly systems.”
According to Nausley, the most common applications for integrated presses traditionally are on transfer lines and dial machines. But, that has changed somewhat in recent years.
“Many manufacturers are moving toward integrating presses into flex cells,” he says. “This does not change the basic process of the press, but it does give the end-user more control and flexibility. For example, more part models can be assembled, and more changes and adjustments made on the fly, including part recipes, data requirements for traceability, and press ram force, speed and stroke.”
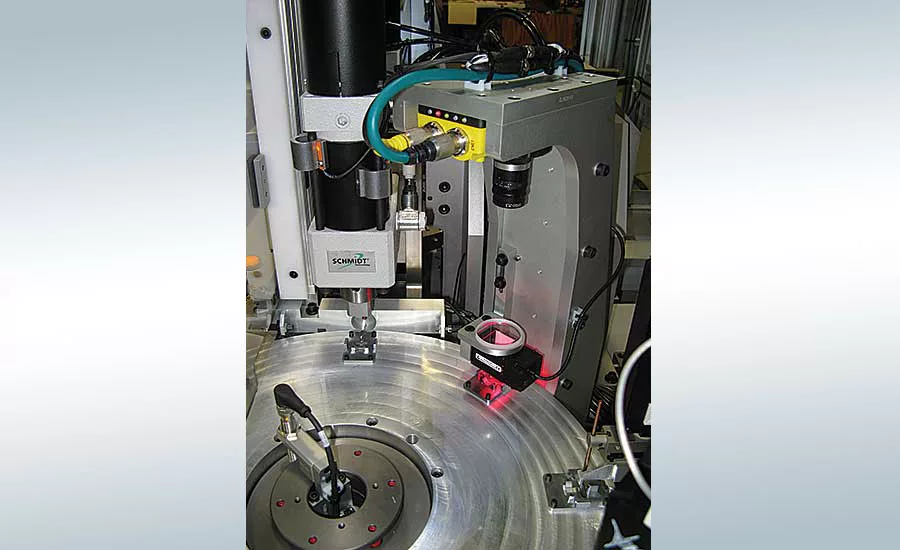
Recently, ESE Automation integrated a 60-kilonewton EMAP servo press from Promess with a six-axis robot in a workcell where resilient bushings are pressed into automotive control arms. Nausley says the midsize robot transfers each arm to the press, which presses one bushing into the arm at a preprogrammed position.
Bushing installation is verified with Promess’ built-in force and position monitoring. After the bushing is installed, the robot places the arm on a short belt conveyor to transfer the arm to another station for further processing. This integrated workcell replaces a previous setup where the arm was manually loaded, unloaded and placed on the conveyor.
Electric, pneumatic, hydraulic, hydropneumatic and even manual presses have been integrated into all types of assembly systems for many decades. Initially, this integration was done to increase productivity, by eliminating manual transfer of parts between process stations.
Looking for quick answers on assembly and manufacturing topics? Try Ask ASM, our new smart AI search tool. Ask ASM
Now, however, manufacturers need greater flexibility in their workcells and assembly lines. Today’s advanced presses, smart engineers and experienced integrators ensure that end-users consistently gain both benefits in every application.
A Great Fit
Presses are integrated into various systems to help manufacturers perform a wide range of assembly processes. The most common assembly systems are rotary indexers and pallet-transfer conveyors (PTCs).
Chuck Rupprecht, general manager at BalTec Corp., says indexers and PTCs represent the vast majority of applications where his company’s pneumatic and hydropneumatic presses are integrated. The indexer typically moves the part to two, three or four stations, with one of them being the press.
“PTCs are a bit more complicated, and are usually used in high-volume applications for a dedicated type of part,” according to Rupprecht. “The pallet may stop at a few or several stations, each of which is for a specific assembly process such as pressing, dispensing, function testing and others. At the pressing area specifically, the pallet will be slightly lifted up and isolated to better withstand the downward ram force. It then gets lowered and moved back onto the conveyor to go to the next stop.”
Aries Engineering’s electric and hydropneumatic presses and cylinders are also frequently integrated with indexers and PTCs, as well as SCARA robots, standard conveyors, elevators and bowl feeders. The elevators quickly move small or midsize parts up through a chute to the press, whereas the feeders tend to move rivets or other small fasteners that get pressed into place.
“We’ve done several workcells that integrate a press with a PTC, and they’ve all gone fairly smoothly with no real challenges,” notes Jason Hitchcock, applications engineering manager at ATC Automation. ATC has provided custom assembly automation and test systems for a variety of industries since 1977. “For many of the cells, we use Bosch Rexroth’s PE 2/XP positioning units so they better withstand the press force.”
Some projects have required Genesis Automation to integrate a press with a precision-link indexer, such as the CAMCO Rite-Link Conveyor made by Destaco, rather than a standard round indexing table. Al Stone, sales and application engineer at Genesis, says the company sets up the indexer so it is tooled with an overhanging plate to accommodate moving through a C-frame press. The indexer moves the part positioned on this plate over a backup structure in the C-frame. This setup ensures that indexer bearings never absorb the press force during pressing.
“We’ve integrated cells with a press and a linear walking beam as well,” adds Stone. “This machine has a lift that engages products from below and moves them up onto a track, which moves forward and back as needed in small increments of an inch or so. The beam carefully moves each part into the press. During pressing, tooling in the down position serves as support backup for the press. Common applications include pressing pins into electrical connectors and joining two-part housings.”
Other assembly systems that get integrated with presses include carousels, laser and spot welding, linear transfer, heat staking, product testing (leak and others), fastening, vision inspection and process monitoring. Hiroyuki Natsume, joining systems team leader of the IPC division at Kistler Instrument Corp., cites bolting, clinching and riveting as common fastening processes within integrated workcells. He also notes that some manufacturers have fabrication cells or assembly lines that integrate presses for stamping and forming.
Since 2015, Eissmann Group Automotive in Bar Urich, Germany, has used a compact electric NCFH joining module from Kistler to automatically emboss brand logo and car horn symbols into leather steering-wheel air bag covers. Genuine leather is applied and bonded to the air bag cover, which is made of injection-molded plastic.
Interesting Applications
Sometimes, material-handling-systems integrators need to integrate a press within an operation. Several years ago, for example, Versa Handling integrated a conveyor and automation equipment into a part press operation to eliminate a worker separately retrieving two rings from bins, placing them in a press and returning the finished electronics assembly to another parts bin. Additional manual labor moved the assembly to the next process.
The revised operation has the rings being manually loaded in a fixture on a pallet and conveyed to the press station. Sensors detect whether the rings are in the correct position. If so, the pallet is sent on; if not, they are diverted to a reject bin. Once the approved pallet arrives at the press station, it is lifted off the conveyor and into the press. A lockout supports the pallet as the pressing occurs. The pallet with finished part is then automatically conveyed to a finished goods station and unloaded for packing and shipping.
Automotive OEMs and Tier 1 suppliers regularly use presses that are integrated with various assembly systems. A few years ago, Red Viking developed a two-section workcell that integrated a press with fastening, testing and linear transfer systems to assemble a four-piece driveshaft.
After the operator loads one shaft section in the press and scans it for traceability, he inserts a snap ring on one side and presses it into place. This process is repeated twice more before the three-piece assembly is automatically
transferred to the adjacent section.
There, the operator lubricates one end of the assembly with a grease gun before loading and scanning the final shaft piece. He then secures the piece in place with two fasteners and initiates the test plunge sequence. After force data is collected, the operator initiates the assembly ejection sequence that moves the completed driveshaft onto an external rack for pickup.
Rupprecht says that BalTec often creates small, lean workcells based on one of their presses. One automotive customer recently ordered six such cells. One of the cells involves a hydropneumatic press that presses bushings into a pivot joint for seating mechanisms. A process monitoring system ensures proper stroke force and distance.
The other workcells feature pneumatic radial riveters that are integrated with a grease-dispensing system. The riveter joins multiple stampings that comprise the seating mechanism components.
Another automotive OEM in Ohio features a station on its engine assembly line where spark plug tubes are pressed in place and leak tested before being automatically transferred to the next station for further assembly work. Mike Brieschke, vice president of sales at Aries Engineering, says that several Aries Hypercyl cylinders perform the pressing and confirm distance and force loads for each cycle.
“High-volume and high-cycle applications are the ones that are generally assumed to be the best for press integration,” explains Dave Zabrosky, sales manager at Schmidt Technology Corp. “But, low-volume and high-cycle applications benefit as well from press integration. This type of end-user has a high product mix and needs to process, say, only 100 to 500 units of a specific part per week, but quickly, so it can get on to the next type of part. Applications that require small-parts handling can also benefit from press integration, especially those involving tiny items that can’t be properly oriented by hand quickly.”
Earlier this year, Zabrosky worked with a material-handling integrator to redesign an automation setup for a Schmidt electronics manufacturer customer. The company and integrator jointly decided that three pneumatic presses were necessary to produce different parts for a din rail cutting machine. But, Zabrosky showed both parties that a single direct-acting air press could be just as effective with three sets of proper tooling—and an automated shuttle element that accurately orients and feed parts to the press.
Promess servo presses have been integrated in workcells and assembly lines for industries as diverse as automotive, medical, aerospace, consumer goods, appliances, the U.S. military and medical. Other applications include battery manufacturing and pressing chemicals or powder under pressure, says Nausley.
Adam Gustafson, applications engineer at Genesis, points out that not all integrated presses are used to join parts with press fit joints. He recalls a few applications where the company had to integrate presses with a material cutting system. One such setup had the press firmly apply just-cut Kapton laminating film onto a plastic part.
Another time, a medical device company needed to automatically cut and place foil on two pressed-together components. Ultrasonic welding was then performed to simultaneously join and seal the parts together. Hydraulic, pneumatic and even toggle presses have been used in these types of applications, says Gustafson.
Easy or Not, it Gets Done
Integrating a press with one or more assembly systems often presents some challenges and limitations. But, press size is not one of them.
“Any press we offer can be integrated, and I’ve yet to run into any problem related to press size,” says Zabrosky. “Not long ago, we provided a 30-ton custom hydropneumatic press to an integrator. This application included a large robot that moved fairly heavy parts into and out of the press, which had a 1-foot ram stroke and needed one foot of clearance. An alternative method of moving such parts would be on a slide table, so using a large standard press is fine as well.”
Automotive Tier 1 suppliers have used up to 200-ton Hypercyl cylinders mounted in a C-frame for different applications. Brieschke says that, since 2013, one transmission manufacturer has used a large six-axis robot to load gear case parts into a 100-ton cylinder in a C-frame. Once the parts are positioned within the press, a bowl feeder feeds 12 rivets to the press and its powerful ram simultaneously inserts them.
“Cycle time is 8 to 10 seconds for insertion of all the rivets,” explains Brieschke. “This is much quicker than having the cylinder insert the rivets one at a time.”
Press integration can be a relatively easy process, says Nausley—so long as the end-user works with the integrator or press supplier from the start of the project. Integration difficulties usually are the result of bad decision making early in the design process.
“Good decisions early in the project almost always ensure an easy integration, and by early, I mean at the part design and prototyping stages,” explains Nausley. “This is why many manufacturers own and use our EMAP presses in their prototyping labs.”
Rupprecht has been involved with both easy and complex press integration projects during his long tenure with BalTec. He believes that integration is easiest with pneumatic and hydropneumatic presses because there are no motors to worry about; just air lines and an activation device.
Hitchcock is equally positive about hydropneumatic presses, as well as servos. He says the former are fairly easy to integrate, requiring only a valve and two pneumatic hoses. Servos with integrated drive packages are also easy. Both types provide smoother operation as well, according to Hitchcock.
Gustafson says Genesis often integrates servo presses in medical and clean room applications. He especially likes the control and feedback offered by today’s servos in terms of speed, force and position.
As for hydraulic presses, they are a great solution when they fit the customer’s immediate and long-term requirements. However, the end-user needs to be aware of limitations for varying the position of the power-stroke, and concerns about hydraulic fluid leakage in clean-room applications, notes Gustafson.
“The largest press we’ve integrated is 20 tons, with 5 to 8 tons being the typical size,” adds Stone. “When parts need to be moved a long distance into the press area, we prefer robots. Linear actuators tend to be used for shorter distances.”
System stability and repeatability are key when integrating a press, says Natsume. To achieve this requires doing the proper mechanical and electrical design work for the system, including its ownership cost and carbon footprint. It’s also important to provide the proper side load support and a blocking mechanism at the opposite end of the press to ensure stability and precise operation. Process control and monitoring should be considered as well to maximize production efficiency.
“For a clear path to successful press integration, the integrator is always the best source,” claims Brieschke. “The integrator is the puzzle maker that sets in place all of the pieces, with each piece being a key system component like the press, robot, indexer, etc. A good integrator also knows the basics about all the system components. This cuts down on learning time so as to not further extend the integration process, which can be, and usually is, quite long.”
Looking for a reprint of this article?
From high-res PDFs to custom plaques, order your copy today!





