New Process Welds Clear Plastic Parts
Clear polymer materials can be successfully bonded with a new process that combines simultaneous through-transmission infrared laser welding with precision ultrasonic spray deposition technology
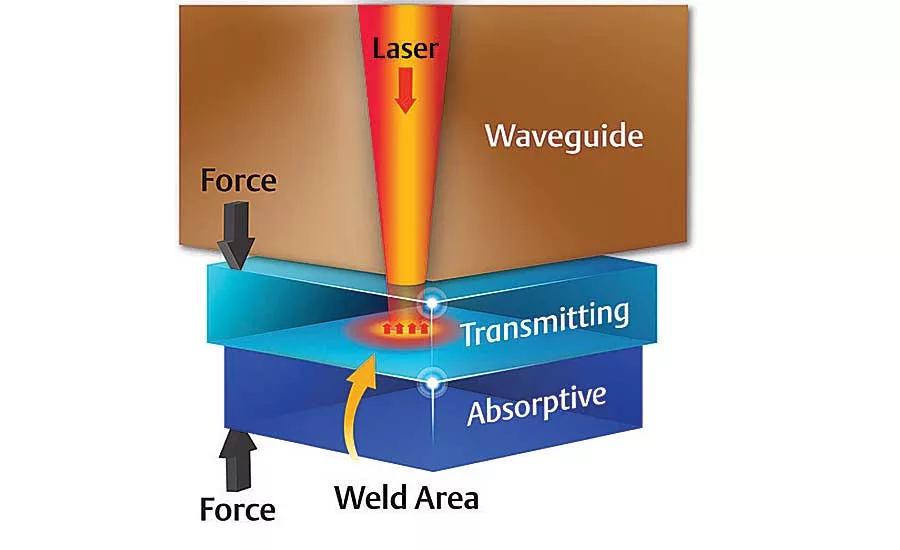

Laser welding of plastic parts creates precise, high-quality, particulate-free joints for medical devices, consumer products and other assemblies. However, for the process to work, the laser light must pass through the top part to be absorbed by the bottom part. Welding a clear plastic part to another clear plastic part was not possible.
Now, Emerson has teamed with Sono-Tek Corp. to develop a new laser welding process that can do just that. Laser welds can be successfully created on a wide range of clear polymer materials using a process that combines Branson simultaneous through-transmission infrared laser welding technology from Emerson and precision ultrasonic spray deposition technology from Sono-Tek.
The new process eliminates the prerequisite of combining one clear, or “transmissive,” plastic part with a second dark, or “absorptive,” plastic part. Instead, the process enables the laser welding of two clear plastic parts, as long as one has been precision-treated with a biocompatible laser-absorbing material. The laser absorbing material consists of microparticles of pigment dye or carbon black that are suspended in a carrier fluid, such as isopropyl alcohol or acetone. During the welding process, the laser energy hits the absorber and consumes it, releasing heat energy that conducts through the weld zone of the mating parts, which then bond together under compressive force.
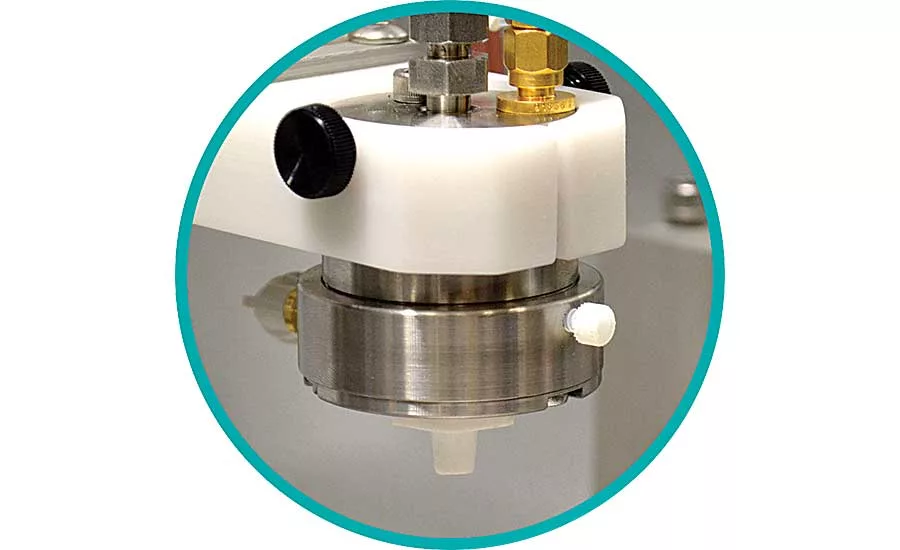
The laser-absorbing suspension is applied using Sono-Tek ultrasonic spray-deposition equipment, which uses a specially designed precision ultrasonic horn to atomize the laser-absorbing dye and deposit it on the surface of one of the mating parts, creating a spray pattern width as small as 0.5 millimeter. When deposited using an optimal frequency and spray pattern, the carrier fluid essentially flashes off, leaving a precise pattern of laser-absorbing particles, 1 micron or smaller in size, on the surface of the plastic.
According to Anita Ennest, regional sales manager for Sono-Tek, the ultrasonic spray-deposition systems “are designed to deposit minute quantities of pigment dye, measured in microliters, with coating thicknesses that are evaluated in the hundredths of nanometers on the surface of the coated parts.” The equipment used to apply the laser-absorbing suspension is modeled on earlier equipment developed to deposit ultra-thin, ultra-precise coatings on medical stents.
The laser-absorbing suspension found its roots in light-absorbing coatings originally developed for use on photovoltaic cells, but is formulated with a bio-compatible solvent and pigment dye combination. Developing the right combinations involved a lengthy, iterative process that required Emerson and Sono-Tek to transition the coating, deposition and weld processes from absorbent to transmissive materials, then transmissive to fully transparent materials.
Sono-Tek’s ultrasonic spray coating equipment dispenses this absorber suspension onto one side of an injection molded joint—for example, the interior surface of a tongue-and-groove joint on one of the mating parts. Precisely depositing the absorber within a joint like this focuses the action of the laser-absorbing dye to produce the part-to-part melt. It also creates a “flash-trap” that contains the treated area of the melt, isolating it from any nearby microfluidic flow paths in the welded part.
Looking for quick answers on assembly and manufacturing topics? Try Ask ASM, our new smart AI search tool. Ask ASM
As Sono-Tek perfected the means of applying the laser absorber, Hugh McNair, laser applications and systems manager for assembly technologies at Emerson, led the effort to perfect the spray-enabled laser welding process. “This new clear-on-clear plastic laser welding technology can reliably produce complex fluid paths while maintaining superior aspect ratios in the submillimeter flow path pitch,” he explains. Such a degree of precision is essential for microfluidic parts, which must be reliably bonded, yet maintain consistent dimensions along extremely small flow paths.
McNair adds that due to the precision of the spray deposition process, there’s a reduced need to precisely focus the laser energy, since clear-on-clear welding only occurs where the laser-absorbing dye has been deposited. Additionally, when a tongue-and-grove joint or a similar joint design is employed within the mating parts, the joint can be used to align the entire assembly prior to welding. And, the area containing the finished weld can be completely isolated from the functional microfluidic path in the completed assembly—a must for medical device applications.
Combining With Existing Processes
Although the new “clear-on-clear” process relies on equipment outside the laser-welding process—namely, the laser-absorbing solution and dispensing equipment—it can be integrated into many existing laser-welding applications.
Because the process has a cycle time measured in seconds, industrial-scale laser welding of medical-quality clear-on-clear microfluidic parts is economically viable for the first time. The spray deposition system can be adapted to process multiple parts at once, so both the deposition and welding processes can be scaled up to increase throughput.
The new laser weld process also allows for a far greater range of clear plastics to be combined, regardless of chemistry. Because the laser-absorbing pigment dye so efficiently generates and conducts heat, it can compensate for large differences in the glass transition temperatures of different polymers used in mating parts.
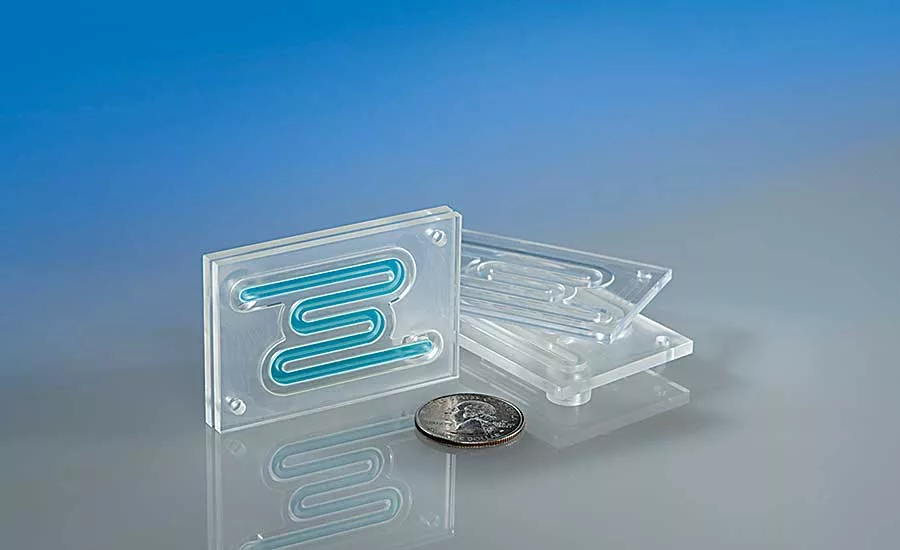
A typical application involves two clear, flat plastic parts that, together, mate to form an assembly with a serpentine flow path. Examples include in-vitro diagnostic cartridges, drug-delivery systems, or implantable medical devices.
To start, the parts that will become the “absorptive” half of each assembly are placed into a Sono-Tek spray deposition system, where an ultrasonically powered applicator dispenses a precise, atomized spray pattern of absorber on the mating surface of each part.
Next, the top half of the assembly is placed onto each treated part. This can be done manually or robotically. From there, the parts are transferred to the laser welder.
Multiple diodes produce laser light at a wavelength of 990 nanometers. Fiber-optic bundles transmit the light through a waveguide that uniformly distributes energy to the entire joint line simultaneously. The two halves of the part are clamped together throughout the process.
The waveguide is custom-made for each part, but quick-change tooling can be built to assemble families of parts.
Illuminating the entire bond line simultaneously reduces overall cycle time, enabling the technology to be considered for high-volume assembly of disposable medical devices. Depending on the application, cycle times range from 0.5 to 5 seconds.
For medical devices that demand optically clear flow paths, the new technology is invaluable, simplifying everything from automated blood cell counts in capillary-sized fluid paths, to providing visual validation to a technician that a micro-dose of a powerful therapy is being properly administered to a patient. The process can also make high-quality transparent lenses, fluid-handling devices and other components for consumer products.
Looking for a reprint of this article?
From high-res PDFs to custom plaques, order your copy today!






