Updating Legacy Equipment for Industry 4.0
Many types of older assembly equipment can be IIoT-enabled quickly, easily and cost-effectively



"Out with the old, in with the new” is a catchy idiom. But, it can also be costly advice, especially for a manufacturer. Replacing its numerous older machines can cost anywhere from hundreds of thousands to millions of dollars.
Updating each machine is often a better option, particularly for legacy equipment that has been well-maintained and regularly operates at a high performance level. This approach not only saves money in the short, and long, run. It also allows a manufacturer to customize each machine for one or more assembly processes.
“We are firmly in Industry 4.0 now, so companies should be capturing data at every step of a process, and using it to leverage whatever they monitor,” notes Dillon Forzese, head of application engineering at Tulip Interfaces. “Retrofitting equipment with the right hardware and software enables a company to meet all of its assembly challenges.”
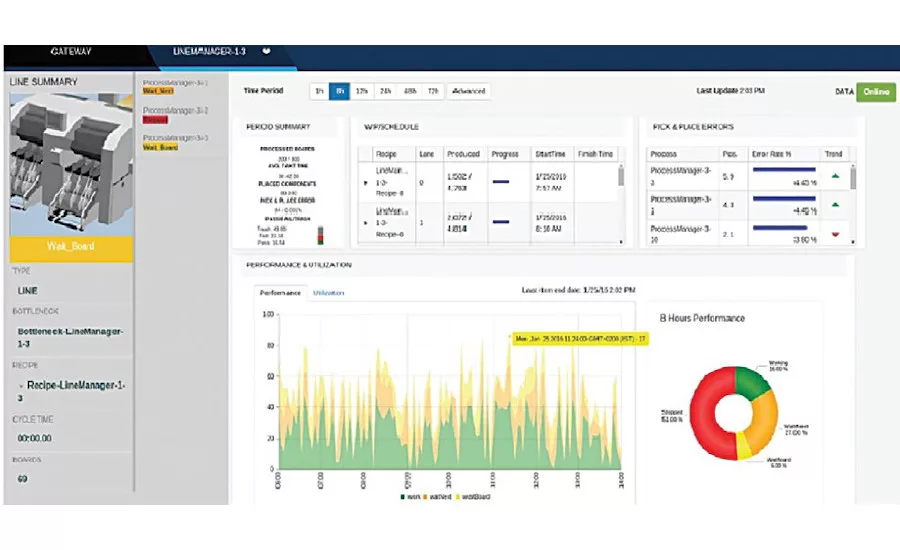
Tulip’s Manufacturing App Platform is a digital product that lets manufacturers easily update their machines. With the platform, an end-user builds an app for each production process without having to write any code. These apps are then integrated with hardware throughout the factory and connected to Tulip’s I/O Gateway for access to the cloud.
Platform analytics allow end-users to visualize their shop floor data and create real-time reports.
Among the companies benefitting from this product, since its 2014 introduction, are contract manufacturers, makers of pharmaceuticals and medical devices, and apparel manufacturers.
It is not uncommon for equipment to be in operation for 15, or 30 or even 50 years, as industrial machinery is designed to be robust and long-lasting. Fortunately, there are ways for manufacturers to bring this equipment up to date and reap the benefits of Industry 4.0—without having to build an entirely new factory.
Looking for quick answers on assembly and manufacturing topics? Try Ask ASM, our new smart AI search tool. Ask ASM
Yes or No?
Manufacturers need to consider all the positives and negatives related to upgrading before doing so. Saving money upfront is often the main appeal, with an upgrade typically costing from 15 to 40 percent of new equipment. Equally important is calculating a life cycle assessment, which determines the complete financial cost of the installed updates.
As a machine ages, maintenance costs and the risk of product failure and resultant downtime rises. Modernizing existing machines, rather than replacing them, can reduce such costs while saving time and labor.
Newer technology expands the machine’s capabilities (such as working more hours daily), improves its performance and reliability, extends its lifecycle, and enhances worker safety and ergonomics. Equipment failure, which can cause serious injury and damage, is more likely with older equipment. Upgraded equipment can also ease product assembly, increase worker comfort, and be made more durable and aesthetically pleasing.
Line managers need to carefully assess each machine to determine which parts of it can, and cannot, be upgraded. Such an assessment should compare the required budget, tools and expertise with what’s available. If very little of the machine can be cost-effectively upgraded, then replacement is probably a better option.
Spare parts availability is another factor to consider. If spare parts are no longer readily available, the continuity of service and support is at risk by neither upgrading nor replacing the machine.
Sometimes, an upgrade is more a matter of necessity than choice. One example is when a manufacturer can’t get the new machine it wants in time for the next project, and the existing machine is making excessive noise or operating poorly. Another situation is needing to keep the machine compliant with evolving standards and legislation, such as that related to environmental impact and energy efficiency.
“There are a few key questions a manufacturer needs to address when weighing the decision to retrofit a machine, vs. replacing it,” opines Will Healy III, industry strategy manager for the Americas at Balluff Inc. “The first is, ‘How much pain and money is the piece of equipment costing us?’ Too often, management does a quick calculation, determines that ROI is too long and decides to do nothing or the wrong thing.”
Question two, according to Healy, is, “Is there a different process that the machine can also be doing?” He suggests that managers stop assuming a machine can be only improved to just keep making more of the same product it has always made. Maybe it can be upgraded to produce five more types of products.
“Finally, the company should ask, ‘What do we need the machine to be doing three to five years from now?’” says Healy. “The company should make these future considerations, not simply make an RFQ for a machine based on an unchanging seven-year life span, and then keep it unchanged for several decades beyond that!”
Getting Enabled
There are four ways to add IIoT capability to legacy equipment, according to Healy. The first is the installation of simple sensors, which perform a basic function like verifying a part is present or a certain shape or color, or turning something on or off.
“At nearly every presentation I make about updating or retrofitting equipment, I ask attendees how many of them have machines in operation that were installed at or before the time of WWII,” says Healy. “Almost every time, about half of them raise their hands. This means there are a lot of machines that are 75+ years old still at work. Simple sensors are the best way to start to cost-effectively update them.”
Some companies with machines this old are Tier 1 auto suppliers involved with making metal parts, according to Healy. Despite the machines’ age, the parts are of good quality and are used in the assembly of seats or the chassis.
One level up from simple sensors are smart sensors. These sensors take input from the physical environment, use built-in computing resources to perform predefined functions upon detection of specific input, and then process data before passing it on to a controller or an actuator network. Healy specifically prefers IO-Link smart sensors because they are usually easier to integrate with older machines and can be set up to obtain the most important and actionable data.
Last year, a Tier 1 suppler installed Balluff’s BTL linear position sensor to improve the accuracy of several machines that verify a nut is welded to a larger part. Healy says the plant engineer scheduled a full day to perform the sensor installation, but only needed 20 minutes to complete the whole task. He even redid it, thinking he must have missed a step or two since it was finished so quickly.
“Each sensor takes one measurement when the automatic welding gun goes up, and another when it goes down,” explains Healy. “It also verifies the nut is there before each weld. Now, all machine sensors are interconnected, and the manager can verify they are working fine on a simple mobile device. Before, he may have had to walk 20 minutes across the plant to see which machine wasn’t properly working.”
Some retrofit applications are best addressed with one or more smart cameras, rather than sensors. A smart camera, like the BVS model from Balluff, features operating software and allows users to do all programming online and save all images to an FTP site for recall. Healy says the cameras are usually used to improve product quality and ensure proper sequence for manual assembly processes.
“Many automotive manufacturers rely on smart cameras to ensure exact assembly of seats on high-end vehicles,” notes Healy. “Between buttons, fabric, color and shapes, there are thousands of combinations to pick from for a vehicle seat. Going the sensor route, at least five would be needed, as well as complicated wiring and setup, to be effective and help the operator. In contrast, a high-resolution photo from a single vision camera can be easier and more helpful to the worker.”
The final way to IIoT-enable assembly equipment is using radio frequency identification (RFID) technology. RFID is especially beneficial to manufacturers for work in process (WIP) applications and those where paperwork has traditionally been used to track assembly processes.
“Recently, a manufacturer of power trains for all-terrain vehicles implemented our BISV system utilizing RFID to help keep better track of its engine variations,” says Healy. “Equipment that used to produce large batches of one engine model is now making smaller lot sizes of one. Overall, the same production line is now making 96 models of engines. The RFID system gives managers much more flexibility to deal with this product variety, including making it easier to change workers’ visual assembly instructions.”
Not surprisingly, the simpler the retrofit technology, the easier it is to install. Standard sensors only require 24 volts of power and something to connect to, such as a relay, an LED light or a PLC. The bigger challenge for line managers open to installing these sensors may be winning over ownership that is averse to any risk associated with updating old equipment.
“Correct installation of smart sensors does require a reasonable level of knowledge related to PLC programming and Ethernet networks,” explains Healy. “Also important is making sure there is adequate space to mount the sensor and reliably obtain the desired data. Mechanical people need to provide the specs for each process to ensure proper access.”
For vision system installation, Healy says it’s preferred the work be done by an in-house expert or an experienced integrator. The application may involve using enhanced analytics for monitoring workstations or remotely capturing equipment status.
“A company may need more than a PLC programmer to install an RFID system,” adds Healy. “Applications may range from tracking product-carrying totes as they move through the plant, to integrating RFID with a facility’s ERP system. For RFID or vision integration, it’s always best to hire someone locally for optimum access. A great place to start is your technology suppliers. Also consider contacting associations like the Control Systems Integrators Association or the Association for Advancing Automation.”
Real-World Success
Planning an equipment update is one thing. But, successfully implementing it and obtaining the expected benefits is something else.
Many manufacturers begin their plant-improvement program by updating workstations, which are so essential for assembly. One approach is to equip them with state-of-the-art technology that helps assemblers work more productively and ergonomically.
The Tulip Factory Kit helps companies achieve this goal by digitizing all of their assembly processes. Along with providing access to the company’s Manufacturing App Platform, the kit includes an I/O Gateway that lets engineers connect devices to the apps they build, a Tulip Light Kit for driving pick-to-light processes, break beam and environmental sensors, a barcode scanner, a foot pedal and a tower light.
“For the past several years, a large aerospace manufacturer has had its electronics assemblers work at stations upgraded with Factory Kit components,” notes Forzese. “Each worker performs assembly at his or her own station, which contains bins with pick-to lights, measurement sensors and temperature probes. The assembled electronics are part of the Inertial Guidance System that helps pilots monitor flight.”
Another helpful workstation-updating product is the PC-based Operator Guidance System (OGS) from Bosch Rexroth. According to Rodney Rusk, I4.0 business leader at Bosch Rexroth, the OGS supports workers by displaying digitally produced operating instructions on a monitor. These instructions reduce errors and improve process reliability and product quality.
Equally important, OGS supports automotive-specific protocols and data output in standard formats. Once assembly has been completed, the system saves all the results and provides full process documentation. This data is then available for end-of-line approval and full traceability purposes. Engineers can integrate OGS into existing IT structures with minimal hardware and software changes.
Bosch Rexroth is also helping manufacturers improve data collection and analysis for its ErgoSpin DC handheld fastening tools, and automated single- and multiple-spindle systems. Any of these products can be used in conjunction with the OGS and Rexroth’s IoT Gateway, as well as either ActiveCockpit or Product Performance Manager (PPM) software, or both types of software.
The Gateway comes in standard, advanced and performance versions, with the respective capability of monitoring 25, 500 and 2,000 data points. All models have a maximum sample rate of 10 hertz, offer standard connectivity and feature a compact, fanless control cabinet.
ActiveCockpit is a customizable data-visualization tool. It gives end-users the ability to streamline their processes and have more accurate, real-time transfer of information between shifts. The software lets users pull and compare current data to previous operations, record errors for later review and communicate with co-workers in real-time for effective decision-making and increased plant efficiency.
PPM collects real-time production and machine data and graphically presents it to a worker. The software monitors the condition of each machine, as well as the whole production system, and optimizes production efficiency and quality by reducing system failure and reworking costs. Its ticket manager function assigns maintenance tasks in electronic form. External ticketing systems are easily integrated.
Electronics manufacturers interested in updating their PCB assembly machines can do so with the Valor IOTM Computer system from Mentor Graphics, a division of Siemens. The system includes software with built-in interfaces to work with surface-mount equipment, and inspection units that easily connect to every machine on the shop floor—regardless of machine type, vendor or protocol.
“Two types of boxes are used in the system,” notes Sagi Reuven, business development manager at Valor, a Mentor division. “The Data Acquisition Unit (DAU) connects to any machine and controls its operation based on application logic. The System Processing Unit connects to all the DAU boxes and processes for a specific assembly line. This enables application of routing rules and chain traces, as well as identification of the bottleneck machine that is causing any production delays.”
Some types of equipment are not good candidates for upgrading, most notably robots and conveyors. Robots, for example, would require so much electronic control rework as to make it more cost-effective to simply buy a new model. As for conveyors, currently there are a couple upgrading options for models used in mining and agriculture, but none for those within plants. That may change in the near future, however.
“We are aiming to develop an IIoT system that can be seamlessly added to an existing or newly configured conveyor,” reveals Matt Jones, vice president of sales and aftermarket at Dorner. “The conveyor must also be standardized yet flexible so that it can serve as a parent platform for other IIoT channels of data.
“A big challenge of product development is discretely integrating the wiring, sensors, and data and communication modules in the most robust way possible for a trouble-free system. Currently, we are working on transitioning some of our existing control modules to the latest generation that has integrated data acquisition and IIoT communication capabilities. This will make it easier for manufacturers to add IIoT to an existing or new plant.”
Looking for a reprint of this article?
From high-res PDFs to custom plaques, order your copy today!







