Fastening, Pressing and Industry 4.0
Engineers can do more with force and torque data than simply make “good” or “not good” decisions about assemblies





Just as the Rose Bowl is the “granddaddy” of college football bowl games, torque and angle might well be the granddaddies of manufacturing data collection. Assemblers have been monitoring their fastening processes for decades, but those efforts have reached a new level in the era of Industry 4.0.
One example is the new INSIGHTqcx cordless controller from Ingersoll Rand. The device controls the company’s QX Series of cordless assembly tools, collecting data to improve production. The controller stores up to 50,000 records of cycle data and 50,000 tightening traces onboard the device.
Onboard diagnostics and integrated statistical process control are represented visually, so manufacturers can quickly identify and correct fastening errors. The controller can also provide preventative maintenance alarms and configurable email alerts.
“For example, if 5 percent of the run-downs in a given period are not OK, the controller can send an email to the line manager to investigate the problem,” explains Jeff Lowe, senior global product manager for Ingersoll Rand. “Maybe there’s a new operator who doesn’t have the right training, or maybe you’ve got a substandard batch of bolts. With our system, you can look at the raw data and see where there are similarities and differences. You can compare the results from when Bob was using the tool vs. when Fred was using the tool.
“It doesn’t necessarily solve the problem for you, but instead of looking for a needle in a haystack, you’re looking for a needle in a shoebox.”
Equipped with four USB ports, the controller can support up to four plug-and-play accessories or devices, such as a bar code scanner or smart socket tray. It also accommodates multiple fieldbus options, including Ethernet/IP, Profinet, Devicenet and Profibus.
The controller can store 32 parameter sets for connected tools. Its web-based software is compatible with smartphones, tablets and other Internet-based devices, so engineers don’t need to bring a PC to the tools or vice versa. Programming changes can be made through a mobile device using the company’s Insight Connect app.
Looking for quick answers on assembly and manufacturing topics? Try Ask ASM, our new smart AI search tool. Ask ASM
“Almost everyone has a smartphone,” Lowe points out. “So you can make a change immediately and resume production.”
Another company that’s on the forefront of Industry 4.0 is Desoutter Industrial Tools. The company’s PivotWare process control and work instruction software can help assemblers increase quality, productivity and traceability in fastening operations, even in high-mix production environments.
An employee assistance system guides assemblers step by step through an easy-to-read interface. Fastening tool parameters are adjusted automatically based on the particular assembly at the station. Assembly errors are immediately detected and remedied thanks to the integration of smart tools and real-time feedback.
The software is modular and scalable. Thanks to its open structure, engineers can add tools, features and stations as needed. No programming knowledge is necessary. The software integrates easily with test equipment, scanners, printers or sensors. To achieve a paperless factory, engineers can network their ERP or MES systems with PivotWare. Individual stations can be easily networked for better line balancing or integrated rework.
All work results and serial numbers are recorded. The software can provide information for “big data” analysis or to generate a “birth certificate” for each assembly. All processes and work results are stored locally and provided globally.
Whether a single station or an entire assembly line, engineers can use the software to manage the process independently of their location. Reports can be retrieved for each networked station. Thanks to remote access, engineers can intervene quickly and easily.
Presses and Industry 4.0
Force and distance monitoring are nothing new for riveting and press-fit assembly. Now, however, engineers can do more with that sensing technology than simply make “good” or “not good” decisions on assemblies. Today, assemblers can use force and distance sensors to prevent bad assemblies from being made, or, even better, use that data in real time to automatically adjust press-fit or riveting operations to compensate for slight variations in the parts.
For example, a distance sensor can detect if the ram has contacted the part early or late, which could indicate that the part is out of spec or that it’s not properly seated in the fixture. Or, the force sensor could detect an early spike in the insertion force, which could indicate that the part is not quite aligned with hole. Either way, the ram can be programmed to stop and withdraw before destroying the parts or creating a faulty assembly.
One of the newest technologies for process monitoring is the EDGE from Sciemetric Instruments Inc. A universal platform to control a variety of manufacturing processes, the Edge consists of configurable modules and software. A module can fit in the palm of your hand and contains powerful onboard data processing and analytics capabilities. Sciemetric Studio software manages the discovery, applications and deployment of the modules, while QualityWorX software provides data storage and management.
The module’s compact design allows it to be bolted onto a machine, without worrying about cabinets or enclosures. It is also equipped with power over Ethernet (PoE) for simplified power and communications over a single connection and reduced power consumption.
The idea, says Richard Brine, chief technical officer of Sciemetric, is to put high-resolution data analytics at the point of use. “We’re not sending information to a data lake,” he says. “We do the math right there, in situ.”
The Edge can do much more than monitor force and distance sensors for press-fit assembly operations. It can connect to any type of sensor. It can take data from accelerometers for vibration analysis of motors, bearings or machining processes. It can look at voltage, current, distance and force in a spot welding process. It can connect to a pressure sensor to monitor a dispensing process for air bubbles or valve blockages. It can connect to encoders and torque sensors to monitor automated fastening processes. And, it can connect to flow and pressure sensors for leak testing applications.
“We’re trying to solve the problem of how to get the most insight into your processes and how to lower the barriers to Industry 4.0, so that everybody can do it,” says Brine. “The Edge is not just for one process. It’s for all your processes.”
In fact, the system can collect and correlate data from multiple devices—vision systems and leak testers, for example. Then, if a series of assemblies fails a leak test, engineers can go back and call up the vision system data for those assemblies to determine the root cause of the problem. Perhaps there’s a small dent in a gasket that the vision system wasn’t catching. Armed with that knowledge, engineers can adjust the vision system to catch the missed defect.
“Finding bad parts is helpful. They didn’t reach your customer, and you didn’t have to do a recall,” Brine continues. “But wouldn’t it be better to have a perfect process? The only way to achieve that is to understand the root case, and the only way to understand the root cause is with information.”
Kistler Instrument Corp. is also looking to the future. The company has added OPC Unified Architecture capability to the latest version of its process monitoring software for the maXYmos NC series and maXYmos TL series presses. OPC UA is a machine-to-machine communication protocol for industrial automation developed by the OPC Foundation. This advance makes it easier to connect the presses to machine controls, and facilitates communication with higher-level control and management systems.
Version 1.7 of Kistler’s software also includes many other new functions:
- The displacement sensor (internal or external) can now be switched over at any time for measurement or evaluation.
- New home button for enhanced user comfort.
- Users can now perform brake tests directly on the maXYmos NC via the graphical user interface.
- Precise positioning in jogging mode with the maXYmos NC.
- History curves can be downloaded from maXYmos via an offline tool.
Bosch Rexroth Corp. is also taking advantage of new software and mobile computing to make its new servo press easy to configure and commission.
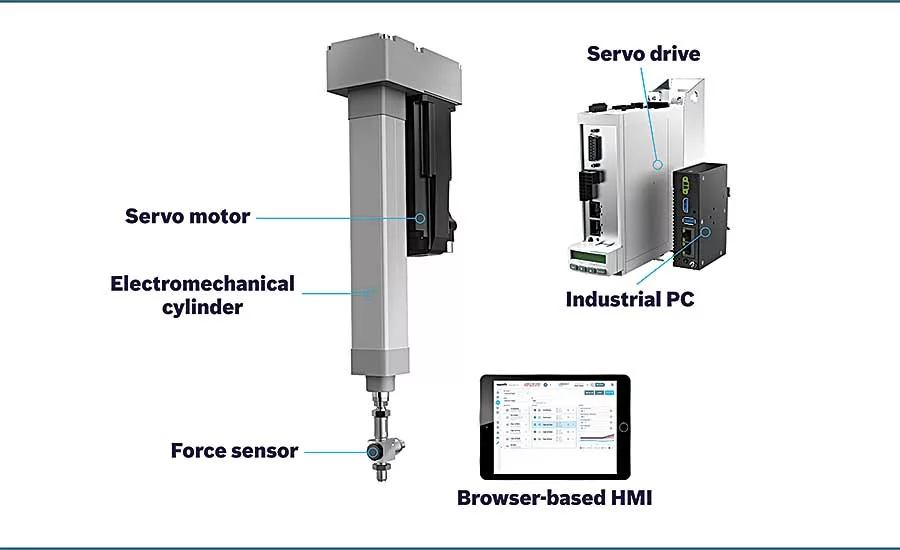
The company’s Smart Function Kit is a complete mechatronics package for a range of standard pressing and joining applications. The modular kit can be connected via open interfaces and monitored on a tablet during operation. This maximizes transparency, reduces downtime and increases productivity.
The kit is designed for pressing and joining processes of 2 to 30 kilonewtons. The modular system consists an electromechanical cylinder, power sensor, servomotor, drive controller, industrial PC and browser-based HMI software based on HTML 5.
The system can be used for press-fit assembly, crimping and forming processes, such as bending, embossing and deep-drawing in the plastics industry. It’s also suitable for test and measurement procedures. It can be used standalone or integrated into automated systems via fieldbus.
Programming knowledge is not required to operate the press. Integrated motion control, preinstalled operating software, auto-parameterization of the servo drive, a low number of interfaces and a wizard make fast commissioning possible.
The software is intuitive. Due to the web-based interface, process configuration takes place via drag-and-drop actions. Graphical creation of evaluation and analysis elements is self-explanatory. During operation, the press can be monitored via a tablet. Visualization of status information and process results—including a live display of the force-displacement curve with analysis, storage and data export options—ensures maximum transparency. All system parameters are always available at a glance.
Looking for a reprint of this article?
From high-res PDFs to custom plaques, order your copy today!







