Automated Assembly in the Age of Industry 4.0
The IIoT is changing how systems integrators are designing automated assembly systems



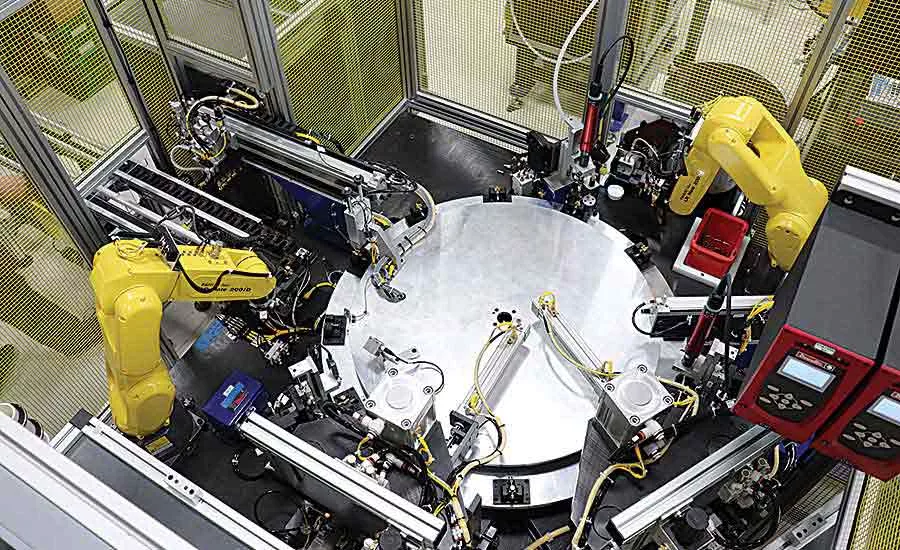

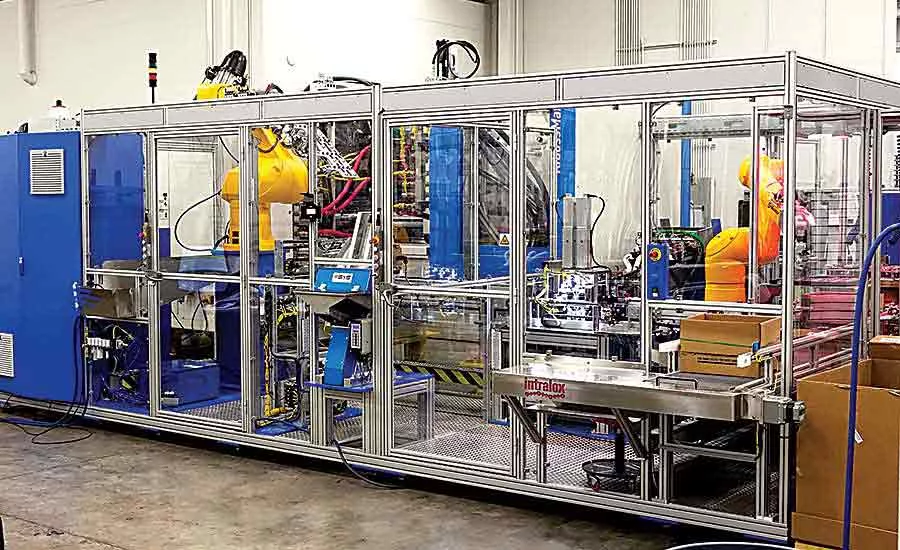
A high-speed, multistation automated assembly system can produce tens of thousands of products per day.
It can also collect gigabytes of data about how it’s operating. It can report how many assemblies it produced, as well as how many rejects. It can log the incidence and duration of stoppages. It can also collect information on individual process steps—data such as machine vision images, leak test results, or torque values on installed screws.
That’s not necessarily new. What’s changing is how much data is being collected, how it’s being collected, and what assemblers are doing with it.
“Data collection has expanded quite a bit in the past five years, especially with the reduction in cost of network storage,” says Keith Bowling, machine vision specialist with systems integrator Edgewater Automation. “Earlier, engineers wanted all the data they could get, but IT pushed back on that idea. Today, engineers are much smarter about how they’re collecting and using data. They’re not just filling buckets with information and sorting it as needed. Engineers don’t want to be data archaeologists.
“Today, we can get so much real-time information that we can build smarter machines that can actually make some determinations with all that data and use it for real-time control.”
Advanced software has helped in that regard. Where manufacturers once needed data scientists on staff to make sense of all the information they could gather, now they can take advantage of software such as ThingWorx analytics from PTC or Power BI Services from Microsoft to do statistical analysis, create reports and dashboards, and make projections and forecasts.
Assembly machines can also communicate directly with enterprise resource planning software, automatically updating inventories with how many widgets were made and how much parts and raw materials were consumed.
Looking for quick answers on assembly and manufacturing topics? Try Ask ASM, our new smart AI search tool. Ask ASM
When asked what data engineers should collect from an assembly machine, Brian Romano, manager of control systems engineering at machine builder Arthur G. Russell Co. Inc., has a simple answer—everything.
“This is new ground,” he admits. “We are going to start learning things just by exposing the data that’s available.”
According to Romano, there are four steps to a smart, digital, automated assembly process.
“The first is to expose the data, whatever is available, so you know what the machine is telling you,” he explains. “The data can come from IO-Link, Ethernet, proximity switches, photo eyes, load cells or temperature sensors.
“Step two is collecting the data and putting it in a central repository. The third step is analyzing the data—and we’re just now starting to do that [with data analytics and artificial intelligence]. The fourth step is to do something with what you learn. Provide feedback on the assembly process. Use that data to make your machine more robust. Why did that bearing fail prematurely?
“As a machine builder, we’d love to get that sort of operational data about how our equipment is performing, but a lot of our customers are medical device manufacturers, and so they’re reluctant to share that information.
“That’s starting to change, especially now, with the pandemic. Manufacturers are shutting their doors, and everyone needs remote support.”
Implications for System Design
To collect and analyze all that data, systems integrators are changing how they design automated assembly systems.
“We are networking more equipment now, instead of leaving some islands of equipment,” says Romano. “The skill set for control systems engineers has increased. They need to know plant floor networking. They need to know how to structure databases. They need to know software and structured query language.”
Bowling agrees. Connectivity hasn’t changed the mechanical design of an assembly machine, but it has changed the programming.
“Programming used to be easy. You could get a sensor to confirm that an actuator completed its movement or a pallet was in position,” recalls Bowling. “Now, we’re getting feedback from a lot of different things, and some of it needs to be charted. With a leak test, for example, you might want a snapshot of the result, or you might want to display the [time-pressure] curve in real time.”
One of the biggest changes in design is in the brains behind the system. PCs are increasingly being used for processing power and data storage, thereby lightening the load on PLCs.
“We put a PC on every machine we ship, and the capabilities of the PLCs have increased,” says Romano. “Instead of a small LED display, we’ll install a flat-screen TV that essentially acts as a [supervisory control and data acquisition system.]”
Integrators are also becoming more selective about sensors. “They’re just not going to spec an $18 sensor anymore,” says Romano “They’re going to get a sensor with IO-Link capability so they can start pulling data out of it.”
In addition to collecting data on what it’s producing, an assembly machine can also gather data about its constituent parts—things like motors, valves, actuators and grippers. For example, SMC Corp. of America offers a smart manifold that counts how many times each solenoid is triggered. If the solenoid is designed for, say, 2 million cycles, the controller can be programmed to provide an alert when the solenoid nears that threshold.
The performance of sensors can be monitored in much the same way. For example, engineers can monitor the signal strength of a photoelectric sensor through IO-Link. If the signal falls below a threshold, the controller can send an alert to a maintenance technician to clean the lens or readjust the sensor’s position.
One intriguing aspect of Industry 4.0 in automated assembly is the possibility of process equipment using real-time data to adjust itself on the fly. For example, force and distance sensors can be used to automatically adjust press-fit or riveting operations to compensate for slight variations in the parts. Or, a sensor could monitor the output of a UV-curing lamp. If the irradiation level falls below a threshold, the controller can increase the energy going to the lamp to ensure consistent bonding.
“We’re working on a project right now in which a cutting machine is using real-time data to adjust itself as it cuts,” says Bowling.
Assembly machines do not necessarily have to be designed from the ground up to take advantage of the latest connectivity technology. It’s possible to retrofit older, existing systems so engineers can get more data from them. In fact, there are some integrators that specialize in doing just that.
“You can replace a PLC from the ’80s with something more network capable, and with just a few sensors, you can make a machine more capable for a fairly low cost,” says Romano.
Cost Concerns
Is the latest connectivity technology worth the added expense? It depends.
“I’m not going to add IIoT technology to a simple $2,000 test stand,” concedes Romano. “But I would certainly add it to a million-dollar assembly system, because then you’re getting the most bang for your buck.”
Some manufacturers, particularly in the automotive and medical device industries, are fairly savvy about data management. Others are not. For example, Arthur G. Russell is currently working with a hardware manufacturer that simply wants the machine builder to duplicate an existing system that’s been running for 25 years.
“We’ll upgrade to the newest motion control technology, but there’s nothing in the specs mandating IIoT,” says Romano.
“I’ve been in plants where people were still writing production data on pieces of paper,” adds Bowling. “That really doesn’t work for manufacturing anymore.
“One of our customers recently went from no data collection to a hub-and-spoke system, collecting data to a central server for the entire company to access worldwide.”
Ultimately, the decision to invest in IIoT technology for automated assembly systems comes down to one question: “How much is uptime worth?”
“A lot of our machines produce 10, 20 or even 30 parts with each stroke,” says Romano. “We can program the machine to look at rejects by nest or rejects by station. Then, over time, you can see trends. Maybe nest 19 on station 4 seems to be accumulating more failures. Well, maybe there’s a burr in the fixture or some debris. You can look at very specific details to increase your production.
“At the end of the day, IIoT is all about finding ways to improve the performance of the machine. So I would advise engineers to look at their lines. Where do you see failures? How can you use technology to start stacking the deck in your favor by monitoring those areas?”
Looking for a reprint of this article?
From high-res PDFs to custom plaques, order your copy today!








