Automatic Installation of Nonthreaded Fasteners
Numerous systems and workcells help manufacturers accurately install pins, clips and other nonthreaded fasteners.



There are no unimportant or unnecessary parts in an assembly. Each component within a product—be it large or small, simple or complex—has been delegated there by an engineer to perform a specific task.
For instance, threaded fasteners are typically used to assemble parts, particularly if the product will need to be repaired or disassembled later. Sometimes, though, one or more types of unthreaded fasteners are needed as well, such as pins, clips, spacers and hooks.
These fasteners allow for quick assembly or removal of components without the need for screws or additional hardware. But, manually installing them can be tedious and physically demanding, which is why manufacturers are increasingly doing it automatically.
“Companies use automated equipment to feed and install unthreaded fasteners whenever and wherever possible,” notes Jim Dixon, engineering manager at Dixon Automatic Tool Inc. “A good example is an assembly that allows for a fastener to be easily snapped into place, vs. one that requires a fastener to be screwed into place.”
Dixon Automatic has been designing and building systems that feed and install all types of unthreaded fasteners since the 1940s. Dixon says the company’s systems were initially used by manufacturers that developed munitions systems for aircraft. The company has since expanded its customer base to include the automotive, electronics, white goods, lighting and sprinkler industries.
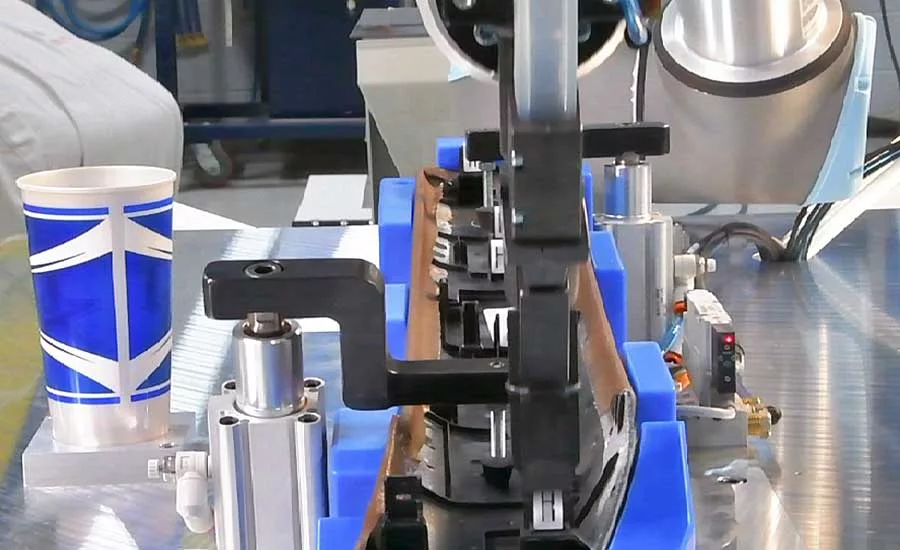
A couple years ago, Dixon created a custom system for a munitions manufacturer looking to assemble a new two-part product. Because quality of the finished product is important, a non-destructive resonant acoustic method from the Modal Shop validates one of the part’s dimensions and integrity, and four vision cameras inspect the other part’s shape and color to ensure that both meet tolerance.
The two stamped metal pieces are automatically joined using a Promess press, which applies enough force to snap them together. A load cell graphs the forces at each joint during pressing. Finally, the date and serial number are stamped into each part before it gets moved to the next workstation. Dixon says the serial number allows for full traceability.
Looking for quick answers on assembly and manufacturing topics? Try Ask ASM, our new smart AI search tool. Ask ASM
Feeding and inspection systems are one common way to accurately install unthreaded fasteners in an assembly. Other methods include the use of specially designed end-of-arm tooling (EOAT) for robots, and workcells that combine a cobot with an automatic clip feeding and inserting system. All of these advanced technologies make it easier than ever to feed unconventional fasteners.
So Many to Feed
The list of unthreaded fasteners manufacturers need to feed and install is extensive. It includes expander plugs, plates, all kinds of pins, clips, wooden dowels, blind and drive rivets, brazing rings, O-rings, springs, washers (round or square), bolts, scrivets, brass fittings, shaft retainers, push-on inserts and caps, hose clamps and valve cores.
Flexible Automation Inc. has custom built and integrated systems that install various clips, pins and nuts for more than 30 years. Andrew Osterholzer, president and owner of Flexible Automation, says that the systems often handle nonthreaded fasteners made by A. Raymond Tinnerman. These include flanged U-clips, U- and expansion nuts, panel pins, Christmas tree clips (with and without foam washers), bird beaks, S and A clips, and push nuts or stud retainers, which are basically washers with inside notches.
Several manufacturers rely on handheld and automated systems from Visumatic Industrial Products to install nonthreaded fasteners. The types of fasteners range from rivets and barb darts, to Palnuts (serrated and spring-loaded), knurled brass fittings and freeze plugs, which are used to fill the sand casting core holes found on water-cooled internal combustion engines.
“Back in the 1960s and 1970s, our machines fed a large amount of rolled, straight and form pins,” says Dixon. “In recent decades, customers have needed to install fasteners as varied as Drive-Lok pins, brass inserts, weld studs, plastic pins, blind rivet nuts and custom stamped metal clips and pieces. I’m sure our customers will need to install many other types of fasteners in the future. But, regardless of the fastener used, we customize the tooling for each one and make the fixtures interchangeable. This enables the company to manufacture multiple parts on the same machine.”
Dixon says that various manufacturers use the supplier’s custom pick-and-place systems to install fasteners. Each system includes a vibratory feeder that singulates fasteners along a track and pickoff tooling for easy retrieval; EOAT that grabs, holds and places multiple fasteners one at a time; safety guarding; and system controls. A six-axis or other robot is purchased separately by the manufacturer and installed in the workcell.
Also available from Dixon are stationary (LP) and robotic (RLP) blow-fed part placers. Compact and rugged, the units place metallic and plastic fasteners that have been vibratory bowl fed and conveyed through an air tube. Their placement jaws have a maximum pressing force of 333 newtons. Ram stroke is 100, 150 or 180 millimeters. The size of the accompanying vibratory feeder bowl is determined by fastener geometry.
As for challenges related to feeding and installing nonthreaded fasteners, Osterholzer cites the importance of only using parts that meet dimensional and material tolerances. Automation requires precise parts, especially when they’re small.
“Neither stamped metal nor molded plastic parts are ever perfect,” says Osterholzer. “They often present dimensional and surface variety, due to factors like flash, burrs and moisture, which make it very hard to consistently handle them.”
Equally important to Osterholzer is making sure the receiving part is precisely positioned. A boss on a trim panel, for example, may be a fraction out of position because it is too curved, or has warped or shrunk. Manufacturers can use a 3D profile sensor to ensure proper positioning of the receiving part.
“Two things are required for a nonthreaded fastener to be properly installed, time after time,” says Jarrod Neff, marketing manager at Visumatic. “The receiving part must be properly designed so it consistently mates well together with the fed fastener. And fastener selection must be thorough so that it is always within tolerance.”
Once the fastener is fed to the mating part, it is imperative that the proper amount of force is used to install the fastener to create a strong joint. Much trial and error may be needed to achieve this because the force level needs to be exact, according to Neff. He recommends manufacturers provide their equipment suppliers with specs for both parts as early as possible to help the process. Force monitoring via graphs can also help quality control.
“Clip design is critical especially with plastic clips and other parts so they do not interlock on themselves in the bowl just prior to feeding,” adds Dixon. “Also make sure the system provides proper access to each part for grabbing or feeding, as well as the right level of part inspection and process monitoring. Part clearance in an installation area is important, as any type of barrier can negatively impact fastener insertion.”
Products in Action
Flexible Automation offers a series of end-of-arm robot tools for installing clips and other nonthreaded fasteners, such as mid-panel push-nuts, expansion nuts, edge-panel U-nuts and Christmas tree fasteners. The RLP Clip Setter is robot mounted (R), low capacity (L) and uses a pneumatic cylinder (P) to drive clips into position. Manufactured with lightweight aluminum components, the device weighs only 2.5 pounds.
“Many automakers use the RLP to effectively place clips on vehicle trim strips,” explains Osterholzer. “A common application is robot mounting the RLP, and having it dock at a loading area on a vibratory feeder. There some 30 plastic clips get loaded in the tool’s magazine within about 3 seconds. The robot then moves the tool over the receiving part and quickly installs the clips one at a time.”
The company’s RHS Clip Setter utilizes a servo actuator (S) and provides high capacity (H) installation. It is typically mounted on the end of a midsized six-axis robot, but can also be mounted on a fixed pedestal. Its high-duty-cycle linear motor actuator has integrated stroke and force sensing for optimum error-proofing.
Besides automotive companies, manufacturers of white goods, medical devices, airplanes, specialty electronics and furniture regularly use the VIM-700 and VIN-700 automatic clip feeding and inserting systems from Visumatic. The VIM-700 is installed in a workcell and used in conjunction with a cobot or six-axis robot.
Along with a rugged design, the system’s automatic insertion module has a microprocessor-controlled feeder and punch position sensors that qualify the insertion stroke. The module is enclosed for cleanliness and sound reduction, and available with a feed harness length up to 20 feet so robots can move and work along the assembly line. An optional sensor can be added to monitor the transfer of each fastener from the feeder to the nosepiece tooling tip.
White goods assemblers use the VIM-700 to install barbed darts that hold gaskets on freezer doors. Makers of wire harnesses use the system to insert darts into openings that hold brackets on harnesses.
With the handheld VIN-700, assemblers can accurately and consistently place single-action fasteners like barbed brass fittings and plastic pins, or dual-action fasteners like scrivets and plastic anchors. The unit’s key features are an advanced nosepiece, and a punch located just behind the pin that allows the operator to positively feel the pin shank enter the hole prior to actuation. This ensures maximum assembly efficiency.
Looking for a reprint of this article?
From high-res PDFs to custom plaques, order your copy today!




