New Technology for Automatic Screwdriving
Collaborative robots are among the latest products for automatic screwdriving




Threaded fasteners are, by far, the most common method of assembling parts. According to ASSEMBLY magazine’s annual Capital Equipment Spending Survey, screwdriving is performed at 58 percent of U.S. assembly plants, making it more popular than welding, pressing, adhesive bonding or riveting.
One reason for this popularity may be that the process can be automated relatively easily. A variety of technologies are available today, ranging from handheld autofeed screwdrivers to desktop Cartesian robots to six-axis collaborative robots.
The following are some of the latest products for automated screwdriving.
Controller for Industry 4.0
DEPRAG Inc. has introduced a new screwdriving sequence controller, the AST12, which can be used with either handheld or spindle screwdrivers. The controller provides a uniform, flexible concept for system communication interfaces and Industry 4.0 interfaces. It can be controlled via standard I/O, Profibus or Industrial Ethernet (Profinet, EtherCAT or EtherNet/IP). Industry 4.0 interfaces OPC UA, MQTT, REST and FTP can also be used. These interfaces are required for machine-to-machine communication and smooth data exchange.
The user-friendly controller provides a central management user interface, where screwdriving programs can be created easily, software can be activated, and settings can be adjusted. Screwdriving programs can be organized, and program groups can be created. This allows engineers to structure screwdriving processes according to component variant or product type.
Screwdriving parameters can easily be backed up or transferred to another controller. A standard wireless local area network client can also be used to establish wireless communication between a PC and the controller. This is useful if the controller is inaccessible or space restrictions are an issue. Using the hypertext transfer protocol, safe transfer of information is guaranteed.
A new option is the ability to set customer-specific logic functions. Various assembly sequences, such as scanning, part locking and screw position monitoring, can be logically linked with one another. Five inputs and eight outputs are available.
Looking for quick answers on assembly and manufacturing topics? Try Ask ASM, our new smart AI search tool. Ask ASM
Signal transmission to the screwdriver is entirely digital via a single cable and plug connector. This keeps potential malfunctions to a minimum. The screwdriver logic has also been improved for modern, swift communication between the driver and controller. It is the basis for optimal regulation and integration of new screwdriving procedures, such as clamp force control.
DEPRAG Cockpit software facilitates supervision and analysis of assembly tasks and provides analysis tools for process optimization and recognition of trends. Data from a manufacturer’s various factory locations, assembly lines and connected devices are collected centrally by the software. Data can even be collected from production locations spread throughout the world. This ensures early detection of problems and swift reaction to any variations.
For more information, call 972-221-8731 or visit www.depragusa.com.
Controller Supports Data Analysis
Nitto Seiko America has introduced the SD600T, a compact screwdriving motor and controller.
The motor is an AC brushless servomotor with a torque sensor resolver for highly accurate torque, speed and angle control. Torque repeatability at the output shaft is ±3 percent.
The controller comes standard with up to 32 programmable torque profiles, built-in data acquisition, and waveform analysis. The latter enables the controller to judge whether torque results are acceptable by comparing the set torque waveform range and actual tightening torque waveform. This enables engineers to discover tightening faults that cannot be determined simply by checking upper and lower torque limits. The controller can stop tightening immediately if a fault occurs when judging the waveform, thereby preventing product damage.
Software allows engineers to program, monitor, control and view results from all SD600T controllers from any PC. The controller easily outputs torque, angle and judgement results to Industry 4.0 data systems. Tightening results and waveform data are saved in CSV format to support traceability and root-cause analysis of tightening faults. Communication standards include Ethernet, USB, CAN and RS-485.
For more information, call 248-588-0133 or visit www.nittoseikoamerica.com.
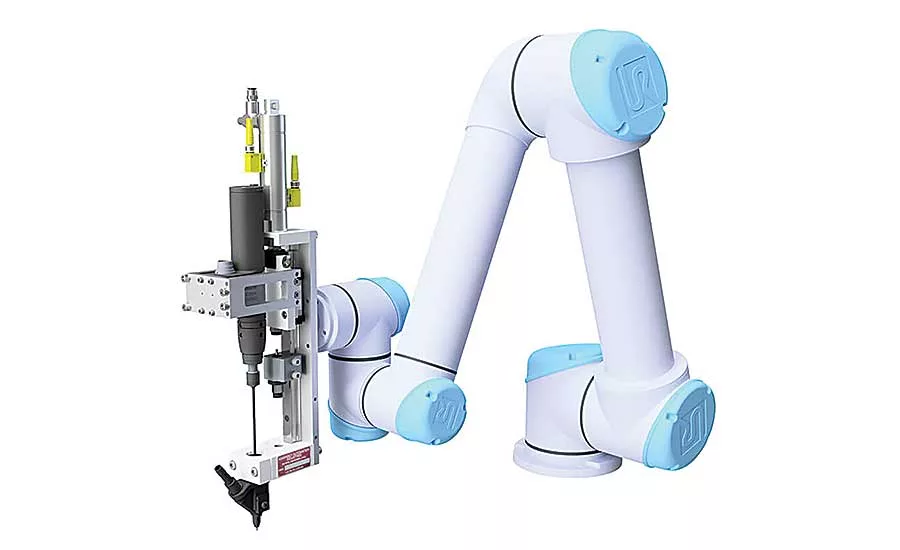
Lightweight Spindle for Robots
The SEV-P from WEBER Screwdriving Systems is a lightweight servo-driven spindle for robotic screwdriving. Primarily used as a pick-and-place system, it can process all sizes of individually fed hardware elements. It can also tighten preassembled screws or nuts.
The system is designed so that the robot can change tools independently, without human intervention.
The smallest model weighs just 1.5 kilograms and provides up to 10 newton-meters of torque. The largest weighs 5 kilograms and can reach a maximum torque of 60 newton-meters. Because a vacuum pick-up is used to feed screws, rather than a blow-feeding system, the spindle can access hard-to-reach positions.
For more information, call 704-360-5820 or visit www.weberusa.com.
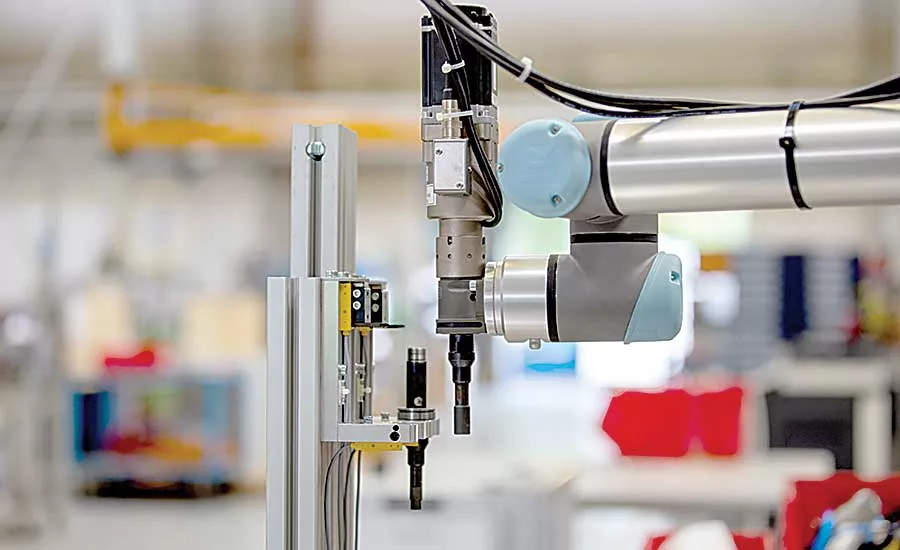
Collaborative Robot Screwdriving System
Visumatic Industrial Products has introduced the VCM-3X.2 collaborative robot module for automatic screwdriving. It includes an automatic screwfeeder, drive system, skeleton robot program, and end-effector for mounting directly to the wrist of a collaborative robot.
The lightweight tooling allows the robot to move at maximum speed without sacrificing collaborative safeguards. It incorporates Visumatic’s bit-advance assembly with dual-powered motion for precise, controlled fastener installation. Slide position sensors confirm advancement and retraction of the bit, reporting to the robot controller that it is OK to move when the bit reaches the home position.
For more information, call 859-255-7907 or visit www.visumatic.com.
Automatic Screwdriving System
The DTI 5000 automatic inline screwdriver system from Design Tool Inc. is available in several configurations, including standard, rigid, retracting barrel and counterbore tip designs. These machines are custom-designed for vertical applications with the nosepiece jaws fitting the customer’s part. Inline screwdriver assemblies can be designed for a wide range of applications and fastener types, including screws, bolts, nuts, pins or nails.
The standard screw feeder system cycles quickly, delivering screws in less than one second in many applications. The rigid units maintain contact between the bit and the fastener to locate the screw in predrilled or misaligned holes. The retracting barrel feature is offered in both rigid and non-rigid designs. This system retracts the barrel fully when the driver starts, so that the driver components do not contact the work surface when the screw is driven. The counterbore tip design is ideal for screws located in counterbored or recessed holes.
The system is offered with an auto shut-off clutch to maintain the correct fastener torque while reducing operator fatigue due to torque reaction. These systems are also available in a drive-to-depth configuration, where the fastener is driven to a specific depth rather than a set torque value.
For more information, call 800-627-3674 or visit www.designtoolinc.com.
Lightweight Driver for Robots
SS-4 compact, lightweight auto-feed screwdriver from Assembly Automation Industries is designed for robotic assembly applications. Some 60 centimeters long, the device weighs just 6 kilograms, including the tool. It has a maximum stroke length of 100 millimeters and a maximum torque of 20 newton-meters. It can operate in any position, included inverted.
The cover is easily removed for quick change tooling and bit changes. A compression spindle is available for delicate joints requiring low torque. Built-in rear limit and screw depth sensors ensure quality fastening.
For more information, call 626-303-2777 or visit www.assemblyauto.com.
Looking for a reprint of this article?
From high-res PDFs to custom plaques, order your copy today!







