Centrifugal Feeder Supplies Parts for Irrigation System
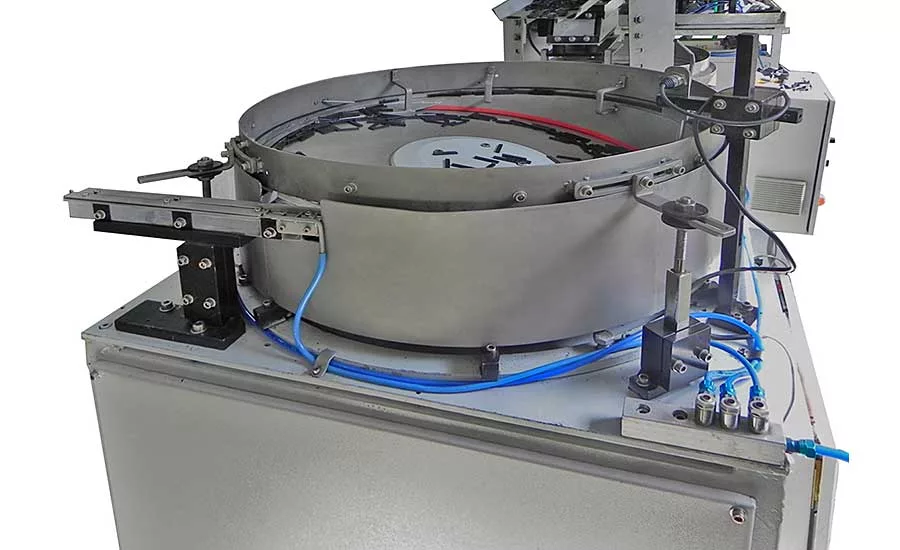

Vibratory bowl feeders are not the only way to feed parts. One alternative is the centrifugal feeder. This type of feeder is comprised of a rotating center disc mounted on an angle and a horizontally mounted rotating bowl. The disc and the bowl rotate independently of each other at variable speeds. At its highest point, the edge of the disc is slightly higher than the running surface of the bowl, which enables the parts to load.
These feeders do not use vibration to singulate and orient parts. Instead, they rely on centrifugal force. Parts drop onto the rotating disc, and centrifugal force whisks them to the periphery of the circle, where they encounter mechanical and pneumatic tooling designed to capture parts that are correctly oriented and reject parts that are not.
Centrifugal feeders are fast. Depending on the part, feed rates of more than 800 parts per minute are possible. Compared with vibratory bowl feeders, centrifugal feeders are quieter and gentler on parts, since there is less part circulation. The less that parts circulate, the fewer scuffs or surface imperfections that result from part-to-part contact.
Centrifugal feeders work best with flat round parts, such as bottle caps and bearing rings, and cylindrical parts, such as rollers.
Elscint Automation, a manufacturer of parts feeders in Pune, India, recently designed a centrifugal feeder to feed flat drippers, which are used in drip irrigation systems. The drippers are 6 millimeters wide, 3 millimeters thick and 37 millimeters long. One side of the dripper has several legs that are 1 millimeter long; the opposite side has no legs. The drippers must be fed legs down.
In Elscint’s feeder, the rotating disk is 800 millimeters wide. Driven by an AC gear motor, the disk rotates at 120 rpm. Drippers are dropped onto the disc and, due to centrifugal force, are directed toward an opening on one side of the drum. There, custom tooling captures correctly oriented parts. At the end of the feeder, a small belt conveyor, 300 millimeters long, transports singulated drippers to an assembly machine at 80 meters per minute.
One disadvantage of a centrifugal feeder is that the number of parts it can handle at any one time must be limited to prevent jamming. As a result, a hopper or elevator feeder is often paired with a centrifugal feeder to supply it with a steady stream of parts. For the dripper application, Elscint provided a 50-liter hopper with a level controller. The controller ensures that the number of drippers in the feeder always remains within a particular range.
Looking for quick answers on assembly and manufacturing topics? Try Ask ASM, our new smart AI search tool. Ask ASM
To reduce noise and ensure safety, the entire feeding system is enclosed. A door made from transparent polycarbonate allows technicians to access the drum and disk.
The feeder supplies 2,000 drippers per minute. All the motors have variable-speed drives, so the feed rate can be adjusted if necessary.
For more information on parts feeders, call Elscint at 91-20-27122059 or visit https://elscintautomation.com/.
Looking for a reprint of this article?
From high-res PDFs to custom plaques, order your copy today!






