Rivets Join Morgan Motor’s Unique Vehicle Assembly Method

Ask the typical American about automobile history and you’re likely to hear the name “Henry Ford.” Pose the same question to a Brit, however, and get ready for an answer of “Morgan Motor Co. (MMC).”
While it’s true that the Ford Motor Co. is six years older, MMC’s history is nothing to trivialize. Founded in 1909, MMC is well known for expertly combining traditional craftsmanship and just-enough modern technology to build wonderful sports cars
High-volume production is not a priority at Malvern, UK-based MMC, as the company only builds about 800 cars per year. What is most important is handcrafting unique and iconic automobiles out of the finest materials.
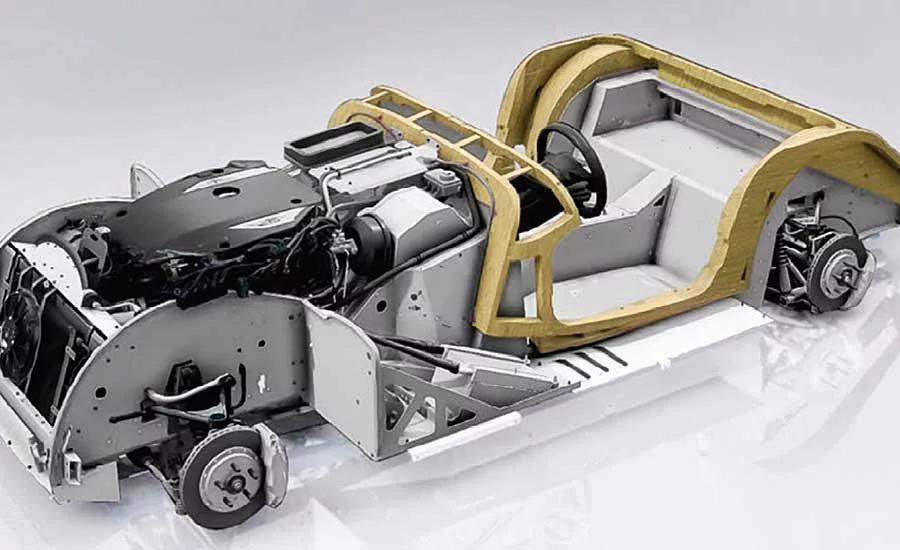
One such material is ash wood, which the company uses for the frame of each vehicle. Other important core materials are leather and aluminum.
In 2000, MMC introduced its Aero 8 vehicle, the first to feature an aluminum frame. Nearly 20 years later, the manufacturer developed an aluminum platform for its Plus Six vehicle. This platform offers a 100 percent increase in torsional stiffness when compared to the traditional steel chassis in the company’s Plus 8 vehicle, which preceded the Plus Six.
Assembling the Plus Six platform did initially present a joining challenge. But, MMC solved the problem by using RIVSET self-pierce-riveting technology from the Böllhoff Group.
The RIVSET joining method is a two-step process. First, the individual aluminum parts to be joined are bonded with a special adhesive. As the adhesive hardens, the semitubular RIVSET rivet is punched through the top material layer and adhesive, and into the bottom material layer, where it forms an undercut and a slight button-shaped protrusion. Because the bottom material layer is not punched through, a gas- and liquid-tight spot joint is created.
Looking for quick answers on assembly and manufacturing topics? Try Ask ASM, our new smart AI search tool. Ask ASM
MMC engineers like that the procedure does not require predrilled holes, and that it can join similar and dissimilar materials of more than two layers. In this case, for example, the adhesive is the intermediate layer. Most importantly, the technology creates long-lasting, high-strength mechanical joints.
Some 440 RIVSET rivets are used to assemble the platform, and hundreds more for the Plus Six body. Böllhoff’s RIVQUICK blind rivets and RIVKLE blind rivet nuts are also used for the body due to its high-strength-design requirements. Overall, a total of 1,610 Böllhoff fasteners are used in each Plus Six car.
Two variations of the standard RIVSET technology have been introduced in recent years. One is the Automation E (electric hybrid) rivet installation head, which improves joining functionality, flexibility and availability, with minimum maintenance. Typical process time is less than 1.5 seconds per rivet.
Designed for applications ranging from prototyping to large-scale production, Automation E can install rivets in high-strength steel having a tensile strength of up to 1,600 megapascals.
The head can be attached to a six-axis robot and runs entirely on electricity. Compressed air or hose couplings are not required. Its open-software interface enables robot communication and data acquisition via an OPC UA server.
Also available is a cordless, electro-hydraulic Portable C tool that digitally sets and controls installation pressure. The tool automatically informs the user when the target pressure is reached and the process cycle is completed. If target pressure is exceeded, the tool issues a visual and audible alarm. Base units provide force levels of 10 to 50 kilonewtons or 40 to 80 kilonewtons.
For more information on self-piercing rivets, call 260-347-3903 or visit www.boellhoff.com.
Looking for a reprint of this article?
From high-res PDFs to custom plaques, order your copy today!




