Best Practices for Conveyor Maintenance
Timely and proper maintenance is essential for all key conveyor components.



Despite its advanced capabilities, automation equipment used on assembly lines remains susceptible to failure. This presents manufacturers with the ongoing challenge of preventing unplanned equipment downtime, which is always disruptive and costly. One proven way that companies meet this challenge is through regular and proper maintenance, be it for a robot, a rotary or linear indexer, or a conveyor.
“Consistent and proper conveyor maintenance can be quite an investment, time-wise, for a company, especially if it operates several conveyors,” says Will Peters, applications and design engineer at mk North America Inc. “But, in the end, it will prove worth it. Well-maintained conveyors perform with precision and repeatability, resulting in more uptime. Without them, assembly, production, testing and shipping will quickly come to a screeching halt.”
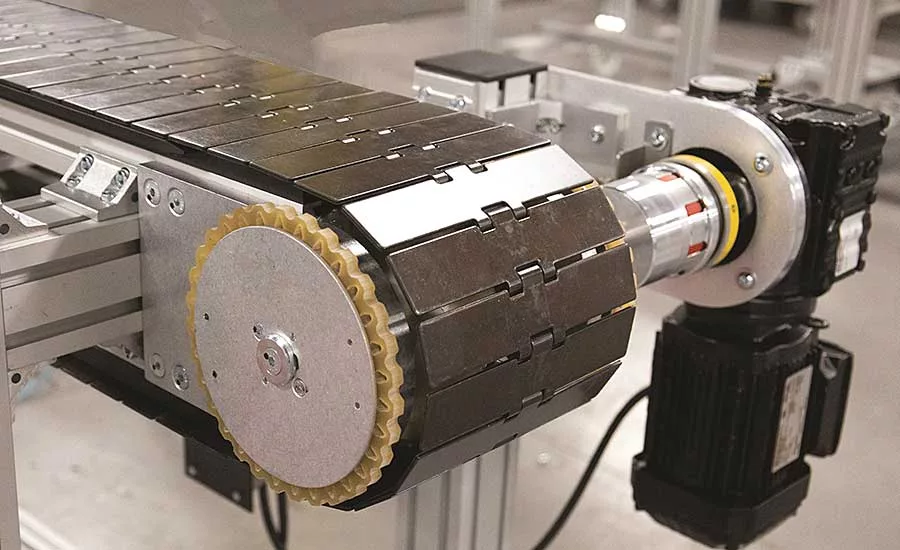
Recently, mk North America provided a custom center-belt conveyor for a large Tier 1 automotive supplier. The conveyor’s key feature is a pneumatic-based sensor that tracks the belt edge so its center position is always maintained during operation. This feature also minimizes belt maintenance when the equipment is idle.
Three-inch-wide carriers, each carrying a catalytic converter, are fed from an existing recirculating wire mesh conveyor onto the mk center-belt unit using a large-diameter pulley. To optimize carrier movement, mk engineers designed the conveyor belt with an in-feed knife edge of less than 0.078 inch. The uniqueness of the project also required them to install the sensor to compensate for the conveyor’s slow speed (15 fpm), extreme width and short length.
Because conveyors are designed for long service life, they are often taken for granted. Some manufacturers pay little or no attention to proper maintenance. Companies that take this approach always face the risk of lost productivity.
In contrast are manufacturers that fully commit to implementing a reliable maintenance program to optimize conveyor performance. This type of program is both timely—meaning specific tasks are performed either daily, weekly, monthly, quarterly or annually—and thorough, so that all key conveyor components (conveying medium, drives, motor, pulleys, etc.) are regularly cared for.
Monitoring Mediums
Conveyors use belts, chains or rollers to move objects. Each conveying medium has different benefits, limitations and maintenance requirements.
Looking for quick answers on assembly and manufacturing topics? Try Ask ASM, our new smart AI search tool. Ask ASM
Manual roller conveyors rely on the force of gravity to move objects. Powered rollers, in contrast, generally have the highest payload capacities, and offer robust conveyance with quiet operation.
Both types of rollers require the least maintenance of all the mediums, according to Paul Zielbauer, service supervisor at Bosch Rexroth. The most important thing is to keep the rollers clean and free of contaminants like glue and chemicals.
Marc Halliburton, engineering manager at Motion Index Drives Inc., says accumulated debris near rollers can increase their friction and cause them to jam. This is especially relevant when the conveyor is located near a welding area. Airborne welding slag, which has sand-size particles, can settle in the rollers and slowly degrade them.
“Each roller features a clutch that transfers torque in one direction and moves freely in the opposite direction,” notes Zielbauer. “This clutch should be checked periodically and replaced as necessary. Replacement is recommended when the clutch reaches the maximum adjustment point, which occurs when the adjusting spring can’t be stretched any further.”
Peters says that regular visual inspection of rollers is a good practice, with production level determining frequency. Weekly checks are recommended for high production, and monthly or quarterly checks for low production.
“Should the maintenance person spot marks on the rollers, he need not assume there’s something wrong with the rollers,” explains Peters. “Often times it means there’s a process problem of some sort. For example, maybe that area is where a transfer pallet is rotated before moving onward.”
Belt media are ideal for lighter payloads and can transfer materials over long distances at high speeds. Belts used on conveyors for assembly applications are typically made of vinyl (actually a polyvinyl chloride) or polyurethane. Modular belts consist of individual plastic or steel modules linked together using joint rods. The plastic type is for food processing, whereas the metal is for primary and secondary packaging applications.
Peters says belt tension needs to be checked regularly to maintain correct belt tracking, or path alignment, within the conveyor frame. The proper belt tension is the lowest tension that allows the belt to run smoothly and not slip.
“A too-loose belt can cause several problems, such as excessive wear or damage,” notes Peters. “Sometimes an out-of-track belt can continuously rub against the frame and eat itself up, so to speak.”
Belts under too much tension also experience excessive wear, as well as overstretching beyond the standard 2 percent. Another problem is belt cupping, where the edges of the belt curl up.
Some conveyors, like a timing belt conveyor, require a more specialized belt. This belt comes in one or more layers, with different fabrics and backing/cover materials, and tooth profiles. But, it still requires proper tensioning and visual inspection at least every three months, according to Peters.
“Belts will naturally flex somewhat over time,” says Halliburton. “However, in environments with frequent temperature fluctuations or high humidity, dry rot, or sidewall cracking, can be a problem. To confirm dry rot, loosen the belt enough to fold it over and visually inspect the belt’s underside.”
Chains require the most maintenance among the three media. Flat-top chains, which may be made of plastic, steel or stainless steel, are designed to support heavier payloads and recommended for curved sections on a conveyor. Operators often place overlapping caps on these chains to prevent fasteners from falling into them.
Roller chains come in steel, plastic and accelerating designs, and are durable enough for use in challenging environments. Most of these chains can convey heavy payloads and are also bidirectional, making them suitable for reversing applications.
Zielbauer recommends three key maintenance practices to protect chains. The first is regular lubrication (every 1,000 hours or so) to prevent them from drying out and rusting. Preventing the presence of debris or small fasteners in the chain sprocket is another. Number three is maintaining proper chain tension.
“As pins wear over time, the steel chain links elongate somewhat,” explains Zielbauer. “Just make sure the stretching is less than 3 percent. At that point, it’s best to replace the whole chain and sprocket.”
However, even moderate link elongation can cause the chain to “jump teeth” on the sprocket and lessen stop-start position accuracy. Chain slack can also increase. To remove slack, remove or add rows of chain links as needed.
Bosch offers two helpful maintenance products for its TS 2plus pallet-transfer conveyor, which is available with a belt or chain conveying medium. One product is an automatic lubrication module that is side mounted and continuously drips lubricant on chain links during conveyor operation.
Another is a tensioner monitoring system for chains. It features a proximity switch that gets hooked up to a light, which goes on when chain tension falls out of tolerance.
MK offers an optional automated-lubrication module for its VersaMove pallet-transfer conveyor, but not its VersaFlex flat-top-chain unit. The reason, according to Peters, is because the flat top chains are made of durable polyoxymethylene thermoplastic, and do not need lubrication. Another benefit of the VersaFlex is it conveys small pallets (up to 6 inches wide, 22-pound payload) around corners (30 to 180 degrees), and up and down inclines to a positional accuracy of within ±0.25 millimeter.
If belts or chains convey electrical components, static electricity can be hazardous. To dissipate static, engineers can use conductive belts or static control brushes to protect products.
Precision-link conveyers, like the LFA series made by Motion Index Drives, feature a unique type of chain. Halliburton prefers to call it “a series of small link assemblies.” Within each assembly is an aircraft-grade aluminum link with four custom, sealed cam followers that provide guidance and high accuracy on a ground steel track mounted to the conveyor frame. A sleeve needle bearing is included in each link, and a steel shaft supports the followers.
“When used in a clean room, the LFA conveyor requires no maintenance at all,” claims Halliburton. “But on typical factory floors, the track needs to be regularly cleaned using either a cloth or compressed air to blow off debris. Lubrication is essential as well.”
Link-assembly maintenance is minimal. Halliburton only recommends checking link tension on an annual basis where airborne matter is present.
On non-precision-link conveyors, fixed guideways for the conveying medium need to be regularly checked. Typically made of ultra-high-molecular-weight polythene thermoplastic, the guideways are subject to constant wear and vibration. Regular visual inspection is recommended, according to Halliburton, to ensure the guideway bolts are tight enough. Replacement is quick and easy.
Also check wear strips near the conveying medium. These strips are often pinned to side plates to extend the medium’s wear life. Each strip should be carefully looked at for proper sizing and wear level, and to make sure that it has not become disengaged from the side plate.
Caring for Other Components
Equipment suppliers cite five other key conveyor components that require ongoing maintenance. These are the motor, drive unit, pulleys, and electrical control and pneumatic systems.
Current draw is the main factor to focus on regarding the motor, says Halliburton. End-users need to make sure that the conveyor’s variable frequency drive regulates this draw so it stays within tolerance specified on the equipment nameplate. Keeping a log of the measured values is a good practice.
Foreign-object interference can also slowly increase motor draw. Be aware that, regardless of its cause, excessive draw can lead to motor overload and failure.
“Make certain that all cooling components are running efficiently,” says Zielbauer. “To ensure the best possible performance, wipe any dirt or grime from the fan shrouds of all motors to maintain proper motor cooling.”
Another sound practice is to regularly inspect the lubricant levels in the motor gearboxes, and follow the amount guidelines recommended by the manufacturer. Also, when buying a new conveyor, always make sure the motor is the right size to handle the objects to be conveyed and planned production level.
Manually operated conveyors feature a nonmotorized drive unit. In automated conveyors, the drive unit enables movement. A head or end drive is found on the discharge side of the conveyor, whereas a center drive may be located at the center or somewhere along its length. The latter is mounted underneath the equipment and used for reversing the conveyor direction.
Drive unit maintenance is quite simple, according to Halliburton. A good practice is to regularly inspect the unit for loose or missing fasteners that may have found their way inside.
Moving parts within the unit, like the sprocket and bearings, should be lightly greased as recommended by the manufacturer. Liquid grease is usually placed into a designated hole on the unit and then automatically dispersed to the components.
A conveyor features at least two pulleys—a head (or drive) pulley and a tail pulley—along with others depending on the configuration. Head pulleys need to be properly aligned to ensure equal tensioning on the belt or chain. This extends medium wear life by preventing premature stretching on one side.
Pulley tension also needs to be regularly checked, along with its “lagging,” which is material bonded to the pulley shell. This layer increases shell protection and friction with the conveyor belt. To check the condition of the lagging, lock out the conveyor before running your hand across the belt where the lagging is and check for lumps, bumps or divots.
Common electrical system components to maintain include photo eyes and light curtains. Routine visual inspections of these components can prevent unnecessary downtime and replacement.
Photo eyes should be regularly cleaned and aligned, with an emphasis on making sure the reflector is neither damaged nor missing. Either problem can cause the photo eye to malfunction. Equally important, a misaligned photo eye will create a dead spot and stop the flow of products in this area.
Many conveyors also feature pneumatically controlled devices, which require proper regulator pressure and flow control for optimum performance. Frequent inspection and as-needed adjustment of the regulators is important.
Also make certain that pneumatic systems in plants where conveyors are installed are not undersized. Air-line pressure to components should never be set higher than is required to perform the necessary operation in the time required. Air driers should be properly installed and frequently inspected to ensure that quality air is being supplied to all devices in the system.
Every conveyor, regardless of type, needs to be properly grounded for reliable operation. In addition, regular inspection and testing of various conveyor components is required to confirm the components’ ongoing grounding integrity. Stray and induced voltages in frequency controllers and PLCs, for example, can cause functional and operational problems in conveyors.
Frame inspection should also be a part of regular maintenance, says Halliburton. This task involves verifying that frame fasteners are properly tightened. Often, the head of each fastener will have a mark that matches a corresponding line on the frame. Misaligned marks indicate the fastener needs to be tightened.
A final way to optimize maintenance is making sure you have enough spare parts on hand. “Having two sets of repair parts for each conveyor is a great idea,” concludes Peters. “This is especially appropriate for manufacturers that do high-volume production or regularly convey large or heavy products.”
Looking for a reprint of this article?
From high-res PDFs to custom plaques, order your copy today!






