Automated Assembly System Roundup
Medical devices and faucets are among the myriad items made on automated assembly systems.
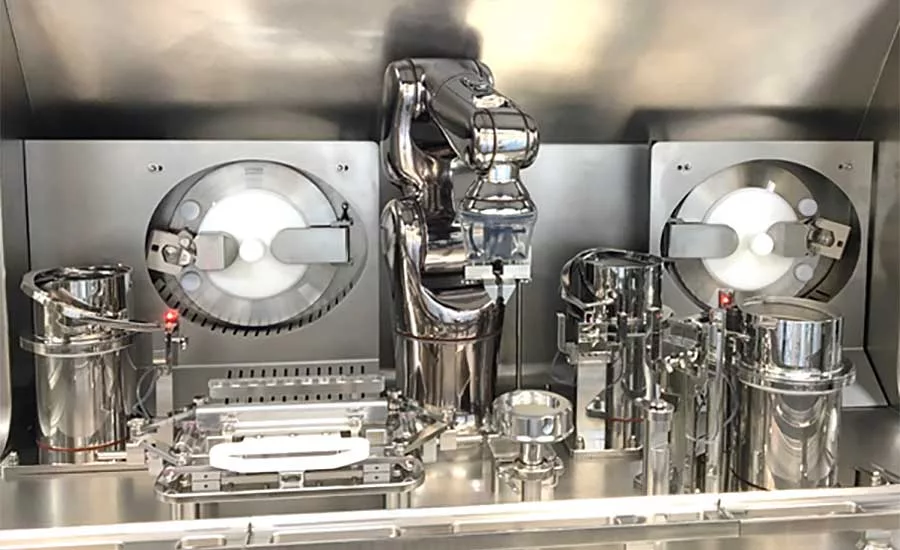
Due to space constraints and the aseptic environment, a six-axis robot performs all part-handling operations in this automation system, which assembles needles for auto-injectors. Photo courtesy Dynamic Automation & Robotics
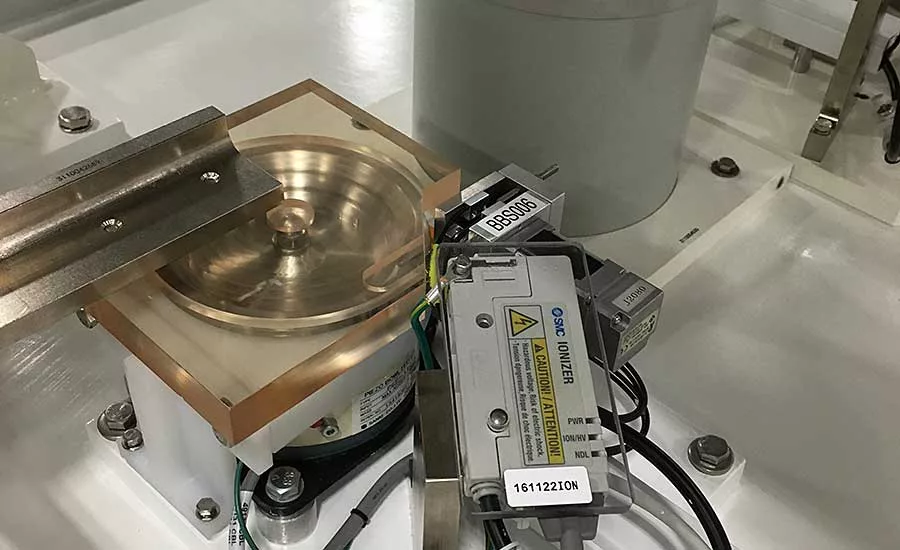
This robotic system automatically sorts seeds according to measurements of their radioactivity and places them into small glass vials. Photo courtesy BBS Automation Chicago Inc

The radiation sources, or seeds, for brachytherapy are small, about the size of a grain of rice. Photo courtesy BBS Automation Chicago Inc.

This system assembles and packages medicinal transdermal patches. Photo courtesy Dynamic Automation & Robotics
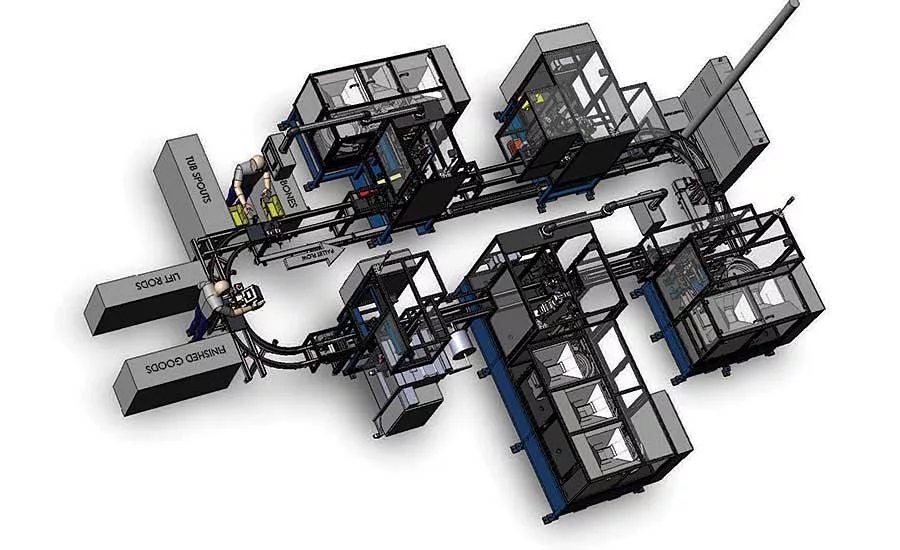
This five-station automation system assembles bathroom faucets. Photo courtesy Tooling Tech Group
There’s nothing quite like a multistation automated assembly system. Watching robots, actuators and indexers go about their carefully choreographed routines with little or no human intervention can seem nothing short of miraculous.
The following systems exemplify the hard work and creative engineering that routinely go into today’s automated assembly systems.
System Assembles Transdermal Patches
Dynamic Automation & Robotics of Simi Valley, CA, designed a machine to assemble and package medicinal transdermal patches. To accommodate the high-tolerance assembly process, Dynamic relied on vision-guided robotics. Two six-axis robots and three SCARAs perform all parts handling operations.
The transdermal device consists of three components: an adhesive patch, a precision microneedle array, and a carrier ring. The microneedle array is delivered to the machine in strips singulated in a magazine. The adhesive patches are on a reel and brought into the machine using a label feeding system. A stainless steel bowl feeder supplies the carrier ring.
Device assembly is accomplished on a rotary dial system for parallel processing of the following operations: punching out the micro-needle array from a strip, loading the adhesive patch and carrier, and inspecting the needles. Inspection is done with the VisionPro deep-learning vision suite from Cognex Corp.
Concentricity of the three components in the assembly was key to the performance of the product. This is achieved by integrating Fanuc’s iRVision with each of the loading robots.
After assembly, the machine stacks 50 devices onto a separate dial nest, where a six-axis robot packages the parts into a transportation tube. The robot caps both ends of the tube before delivering it to a bin. Both the tube and cap are loaded into the machine manually on accumulation tracks.
Looking for quick answers on assembly and manufacturing topics? Try Ask ASM, our new smart AI search tool. Ask ASM
To see a video of this machine, click here. For more information on Dynamic Automation, click here.
Robot Assembles Needles in Aseptic Environment
To assemble another medical device, Dynamic Automation built a robotic assembly system integrated into a Class 5 isolator cell. Due to space constraints and the aseptic environment, a traditional part handling chassis was not used. Instead, a robotic arm designed to withstand hydrogen peroxide sterilization, performs all part handling operations.
The system assembles a three-component needle assembly: stopper, spacer disk and injector needle. That assembly is then inserted into the syringe body of an auto-injector device.
The key elements of the system are three 316 stainless steel vibratory feeder bowls with pharmaceutical grade weldments and polished to a finish of RA8. The robotic arm is equipped with a multipurpose end-effector to accommodate all operations. The central component of the end-effector is an electric gripper with an sealed plastic cover that is resistant to hydrogen peroxide. The 316 stainless steel fingers have features to grip all three components. The gripper also includes a pressing feature to fully insert the assembly into the syringe body. Photoelectric sensors verify each step in the assembly process.
One of biggest challenges of the system was designing the machine to maintain a Class 5 environment. Another challenge was working within the space constraints of the isolator. Dynamic working closely with the customer to develop a creative space-efficient design that included only what was absolutely necessary, while sacrificing features that were determined to be unnecessary.
To see a video of this machine, click here. For more information on Dynamic Automation, click here.
System Sorts Radioactive Seeds
Brachytherapy is a form of radiation therapy in which a sealed radiation source is placed inside or next to the area requiring treatment. The technique is commonly used for treating cervical, prostate, breast, esophageal and skin cancer. Studies have shown that cure rates with brachytherapy are comparable to that of surgery and external beam radiotherapy or are improved when used in combination with these techniques.
The chief advantage of brachytherapy is that the tumor can be treated with very high doses of localized radiation while reducing the probability of unnecessary damage to surrounding healthy tissues. One analysis predicts that the brachytherapy market could grow by 8 percent annually, exceeding $2.4 billion in 2030.
The radiation sources, or seeds, for brachytherapy are small, about the size of a grain of rice. The most common size is 4.5 millimeters long and 0.8 millimeter in diameter.
BBS Automation Chicago Inc., a machine builder in Bartlett, IL, recently designed and built a stand-alone automated system to sort brachytherapy seeds. The seeds have a titanium shell and contain varying radioactive sources.
The system automatically sorts seeds according to measurements of their radioactivity and places them into small glass vials. The system detects and measures 15 grades of radioactive seeds. Each vial contains a different recipe. A vibratory feeder bowl with an escapement supplies the seeds, while an 18-position carousel presents the vials.
Seeds are delivered one at a time to the escapement, where a robot places the seed into a chamber to measure its radioactivity.
The radioactivity measurement is sent to a PLC, which determines which vial the seed should be deposited in. Depending on the measurement, the carousel will rotate and present the correct vial to the robot. The system can process one seed every 8 seconds.
The large tolerance band and small diameter of the seeds made it challenging to design a feed system and tooling that would accommodate the various seed sizes for repeatable presentation to the robot for picking. To overcome the challenge, BBS used geometric dimensioning and tolerancing to design precision tooling to handle the size variations. BBS designed a taper in the tooling pocket that would accept seeds of various diameters.
For more information on BBS Automation, click here.
Flexible Automation System Assembles Faucets
A North American manufacturer of commercial and residential faucets wanted an automated system capable of assembling and testing 13 types of bath faucet assemblies with a cycle time of 9 seconds. The system needed to allow small production runs, as well as mass production runs, with a simple changeover.
Alpha Integration, a Tooling Tech Group company, got the assignment. It designed and built a five-station automated assembly system to do the job.
The heart of the system is a pallet-transfer conveyor equipped with radio frequency identification technology.
At station 1, a screw and two formed metal parts are fed via feeder bowls. The parts are mated together, and the screw is driven to a specific torque and angle. These parts will then be mated with a plastic feeder that conveys water through the spout once installed.
At station 2, the plastic feeder is picked from the pallet by a six-axis robot and placed into a cell that rotates the feeder while applying a sealant to its threads. The feeder is then screwed into the faucet assembly using a torque and angle monitoring system, ensuring that proper depth and force are reached.
At station 3, feeder bowls supply a metal shaft and knob, which are mated and pressed together forming an assembly that is placed into the end of the spout.
At station 4, a plastic housing and seal are supplied by feeder bowls. The parts are picked and placed into one another, forming a completed seal for the faucet assembly. A six-axis robot then picks this assembly and inserts it into the end of the bath faucet assembly while also engaging the previously mated metal shaft and knob in the spout, creating a fully assembled unit.
At station 5, the faucet assemblies are picked and placed into a bagging system, where each assembly is sealed into its own bag and prepared for shipment.
For more information on Tooling Tech Group, click here.
Looking for a reprint of this article?
From high-res PDFs to custom plaques, order your copy today!




