New Laser Technology Enables Welding of Thick Parts

Civan is collaborating with AMET Inc. to develop a turnkey laser welding system for thick metals. Photo courtesy Civan Lasers
Dynamic beam laser (DBL) technology enables single-pass welding of metal parts 25 to 50 millimeters thick. The technology gives engineers more control over a broader set of welding parameters. Photo courtesy Civan Lasers
A common process for welding thick metal parts is submerged arc welding (SAW). Typically, SAW and other processes require beveling the workpieces to give the torch access to the joint root. The multi-pass process requires high heat input to the weldment and can generate a large heat affected zone (HAZ) along with distortion.
A new laser technology developed by Israeli manufacturer Civan Lasers promises to overcome those limitations. The company’s dynamic beam laser (DBL) enables single-pass welding of metal parts 25 to 50 millimeters thick. Operating at megahertz frequencies and power ranging from 7 to 28 kilowatts, the technology gives engineers more control over a broader set of welding parameters.
WELDING PRODUCTS
Civan’s lasers are based on coherent beam combining (CBC) and optical phased array (OPA) technology. With CBC, parallel amplification of a single seed signal allows for coherent recombination, ramping the output power to a degree unobtainable by in-series amplifiers. OPA individually regulates the phase of a 2D output array. This is the key technology behind beam shaping, live beam correction, focus steering and other performance capabilities.
With Civan’s technology, engineers can design any arbitrary beam shape via easy-to-use software. Engineers can construct and upload a new beam shape to the laser within minutes. Engineers can also control the beam frequency. The beam shape is created by quickly wobbling the beam and at frequencies of up to 50 megahertz. Engineers can create complex beam shapes that combine static and dynamic movement for greater control over the melt pool. Fast-focus steering enables engineers to quickly and continuously change the focus point of the laser by up to 20 millimeters during welding, so the beam simulates the action of a jigsaw. This gives engineers more control over keyhole and melt-pool dynamics, and it’s especially effective for welding crack-sensitive materials.
“These capabilities enable new applications for lasers,” explains Eyal Shekel, Ph.D., CEO of Civan. “DBLs are similar to electron-beam technology in its ability to wobble the beam in megahertz regimes. However, DBLs can do so without requiring a vacuum environment.”
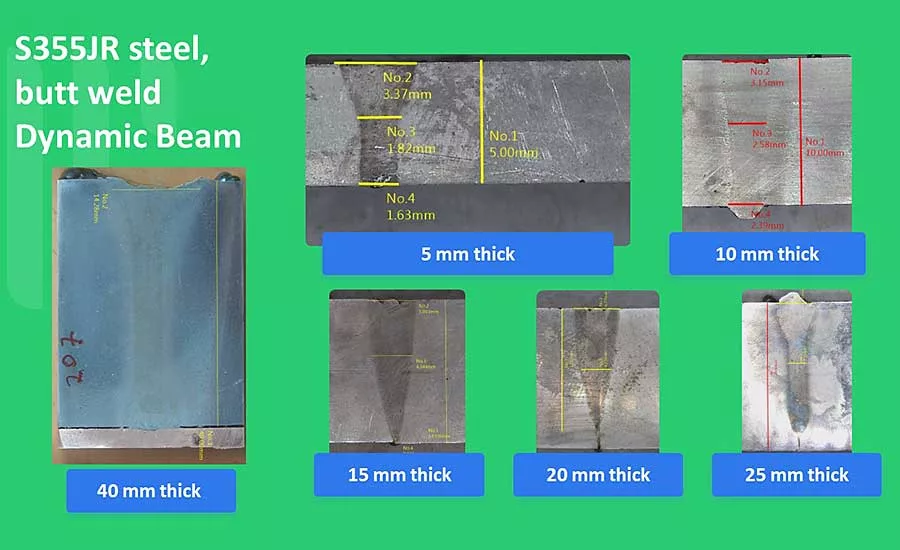
The unique capabilities of the DBL enable thick-metal laser welding for the first time, bringing all the advantages of laser to metal parts ranging from 15 to 50 millimeters thick. These advantages include eliminating the need for beveling and reducing HAZ and distortion along with higher welding speeds.
In addition, the DBL platform makes it easy to quickly test different beam shapes and frequencies to define the optimal process for high-quality welds. Engineers can conduct a multitude of tests in a brief period of time and quickly see results. By changing one condition at a time, engineers can identify the ideal shape, frequency and feed rate for the strongest weld, with minimal spatter and porosity, regardless of the application.
Looking for quick answers on assembly and manufacturing topics? Try Ask ASM, our new smart AI search tool. Ask ASM
Civan is collaborating with AMET Inc. to develop a turnkey laser welding system for thick metals. Based in Rexburg, ID, AMET designs and manufactures automated welding systems. The project has won a grant from the Israel-U.S. Binational Industrial Research and Development Foundation, which aims to support collaboration between Israeli and U.S. companies.
The project began in March 2022, and the companies will deliver the first system in February 2023. The system will be produced in AMET’s Idaho factory. In parallel to building the machine, Civan is developing welding processes at its application lab in Jerusalem. Civan has already demonstrated the ability to weld parts that are 25 millimeters thick, and the company is aiming to have a process for welding 50-millimeter thick parts by the end of 2022.
The technology also shows promise welding lightweight materials, such as aluminum series 6XXX, die-cast aluminum, battery cooling plates for electric vehicles (EVs), and copper hair-pins for EV motors.
For more information on laser technology, visit Civan’s website here. For more information on automated welding systems, visit AMET’s website here.
Looking for a reprint of this article?
From high-res PDFs to custom plaques, order your copy today!