Device Measures Performance of Rotating Assemblies
The TorquePRO controls and monitors torque and angle in real time through a closed-loop feedback system
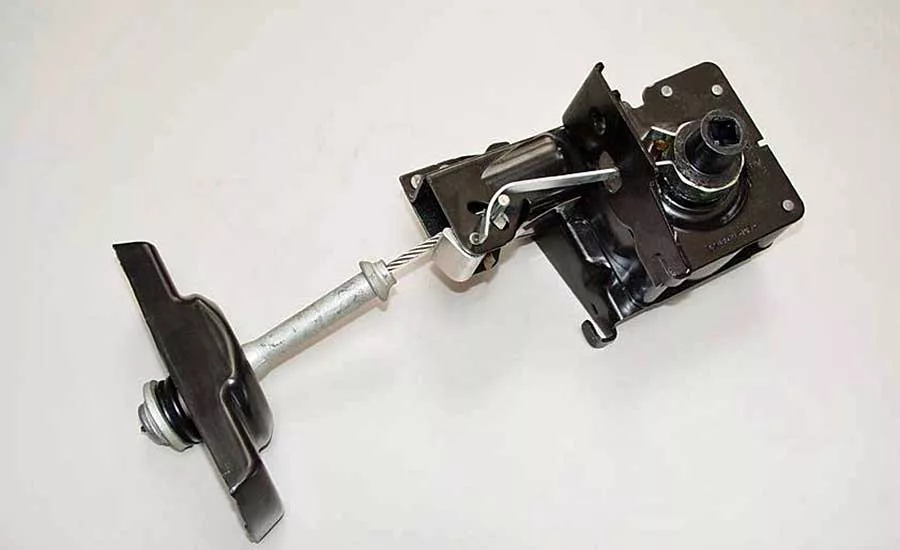
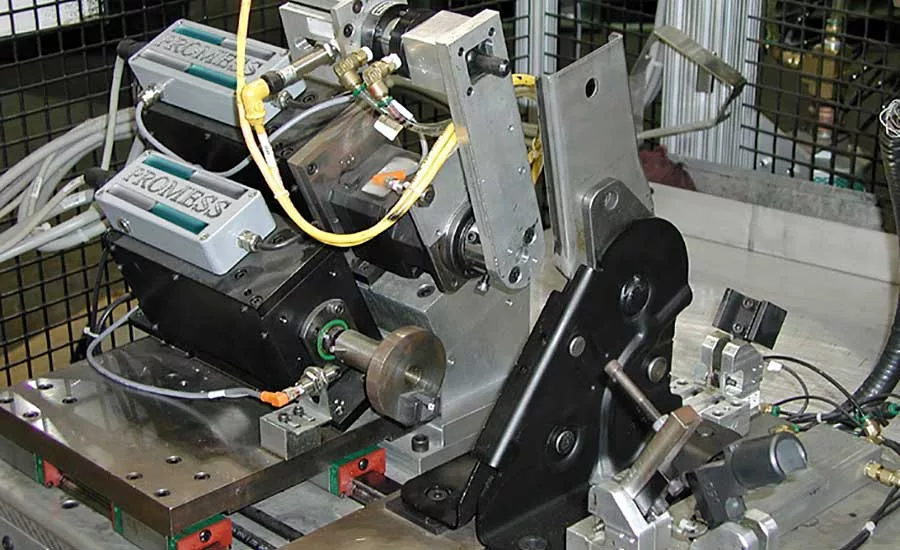
An automotive manufacturer uses the TorquePRO to perform functional testing on this spare tire carrier for trucks and vans. Photo courtesy Promess Inc.
An auto parts assembler uses the TorquePRO to verify that seat recliner mechanisms meet functional and safety requirements. Photo courtesy Promess Inc.

The TorquePRO controls and monitors torque and angle in real time through a closed-loop feedback system Photo courtesy Promess Inc.
Any assembly that turns, rotates or pivots—gearboxes, bearings, levers, reclining mechanisms—is typically tested to ensure that it works as intended. For example, the hinges supporting an oven door must be assembled so that the door is easy to open but doesn’t flop down when released.
Engineers will want to confirm that it performs as expected. That’s where a device like the TorquePRO motorized torque assembly and test system from Promess Inc. comes into play.
The device has the ability to both control and monitor torque and angle in real time through a closed-loop feedback system. Ten standard units are available for maximum torques ranging from 5 to 10,000 newton-meters. Built-in mechanical overload protection makes it virtually impossible to damage the torque transducer through unexpected torque spikes.
The device can test rotating assemblies in several ways. For example, for a gearbox, the device can spin the input shaft while the output shaft is not connected to anything. As it turns the shaft, it measures the torque. This tells engineers how much drag is present inside the gearbox. A perfectly assembled gearbox should have a minimal internal drag. If parts are binding, the TorquePRO will detect that. If the torque is less than expected, it could indicate that parts are too loose.
Next, the test can be repeated with a known drag on the output shaft. If, for example, engineers create 1 newton-meter of resistance on the output shaft, and the device measures 1.2 newton-meters of torque on the input shaft, that could indicate a 20 percent loss within the gearbox, depending on the gear ratio.
Lastly, the device can measure how much lash exists in both the positive and negative directions. If the box has too much lash, it tends to be noisy. If there’s not enough lash, it tends to be inefficient.
The TorquePRO can also be coupled with an electromechanical press to test a riveted hinge while it is being assembled. The head can be formed to a minimal level, and then the hinge can be moved and the torque measured. If it’s loose, the head can be formed a little further and the test repeated. The form-and-test process continues until the hinge operates with the right amount of torque.
Looking for quick answers on assembly and manufacturing topics? Try Ask ASM, our new smart AI search tool. Ask ASM
Torque Testing Applications
An auto parts assembler uses the TorquePRO to verify that seat recliner mechanisms meet functional and safety requirements. The TorquePRO measures torque, rotation, angle, return spring force, latch and unlatch effort, tooth engagement and tooth backlash.
Specifically, the system:
- Measures the force to move a component through a given range of travel.
- Detects abnormal force at any point along the range of travel. For example, excessive force identified at the same measured point on each mechanism may be the result of a poorly assembled or out-of-specification part (e.g. misaligned stamping, over-staked or under-staked rivet(s), oversized or undersized pivot pin(s), incorrect spring force, etc.).
- Verifies proof load in both directions according to Federal Motor Vehicle Safety Standards.
- Measures the travel range from full reclined to fully raised.
- Measures movement when a calculated bidirectional force is applied to a component in the locked position.
- Verifies the presence of the return spring and latch spring.
- Records and archives statistical data on all functional tests for process control and traceability.
Another automotive manufacturer uses the TorquePRO to perform functional testing on a spare tire carrier for trucks and vans. The carrier is used to lift, lower and hold the spare tire on the vehicle. In this application, the torque on the lift mechanism is measured to determine if the assembly is within specifications.
The TorquePRO was used because it can do both the motion control and the force and torque monitoring for the entire testing process. The process starts with the TorquePRO winding up the cable until the torque reaches 20 newton-meters. At this point, the tire support on the end of the cable comes in contact with a fixed stop on the machine. The TorquePRO then rotates an additional three revolutions, measuring the torque. The system then retrieves and gauges the peak torque. If the peak torque exceeds process limits, the system fails the part.
The system also monitors an external load cell mounted within the fixture of the machine. The load cell is used to measure a characteristic called tire squash and indicates that there is tension applied to the carrier cable. From the data acquired from the load cell, the peak force is measured and gauged. The torque and the force values are stored after every test into a data file for process analysis and traceability.
Automotive manufacturers aren’t the only companies that are benefitting from the TorquePRO. For example, a manufacturer of desk chairs uses the device to test torsion bushings. This component allows an individual to lean back in the chair safely. The manufacturer needs to test the torque produced by each part.
The TorquePRO System was chosen because of its ability to monitor both torque and angle multiple times per part on the fly. To start the test process, an operator loads a bushing into the machine. The TorquePRO then rotates the bushing to a precise angle 10 times to exercise the part. If it passes, it is rotated into a pre-load position and moves on to the next process. If it fails, the part is removed, and the processes occurring before the test are examined to determine the cause of the faulty bushing.
As with the auto parts, all test data is archived for process control and traceability.
For more information on force and torque measurement, visit www.promessinc.com.
Looking for a reprint of this article?
From high-res PDFs to custom plaques, order your copy today!





