Semiautomatic Welding Cells
Not all welding applications need to be fully automated.

Preconfigured welding workcells help increase installation speed and reduce the cost of automation. Photo courtesy Wolf Robotics

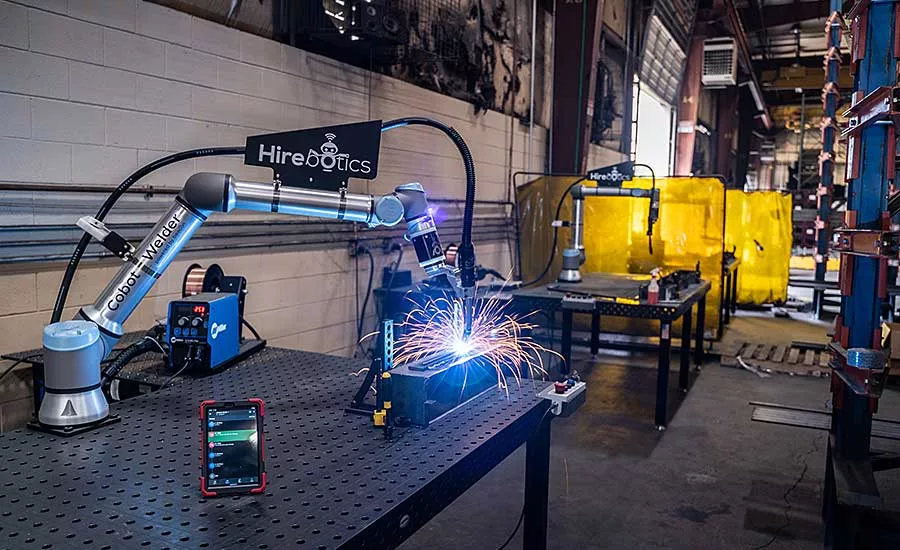
Fully automated welding is not often ideal for every application. Photo courtesy Hirebotics LLC
Manufacturers in a variety of industries are investing in collaborative welding systems. Photo courtesy Hirebotics LLC
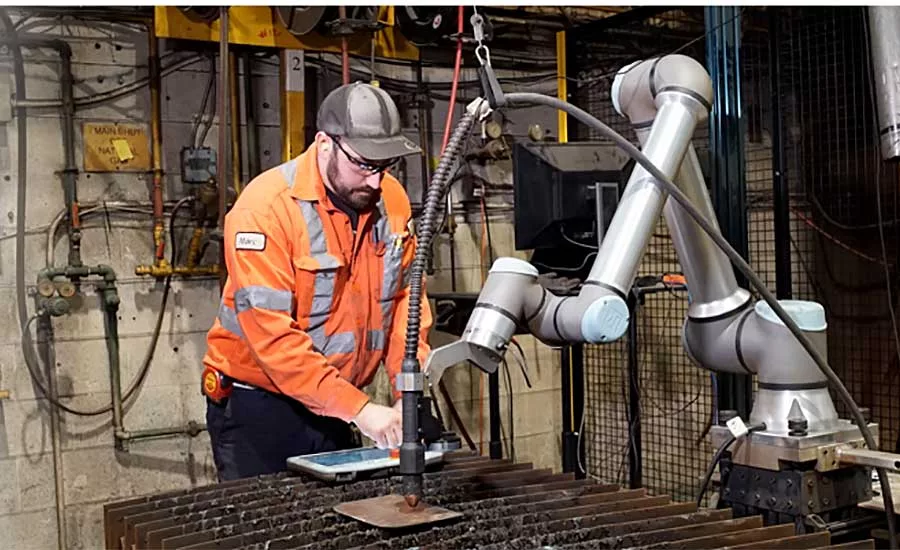
Collaborative robots enable humans and machines to work in close proximity. Photo courtesy Universal Robots

This preconfigured robotic cell is designed to help manufacturers address labor shortages. Photo courtesy Acieta LLC

Easy-to-use interfaces enable welding cobots to be up and running in a few hours. Photo courtesy Universal Robots
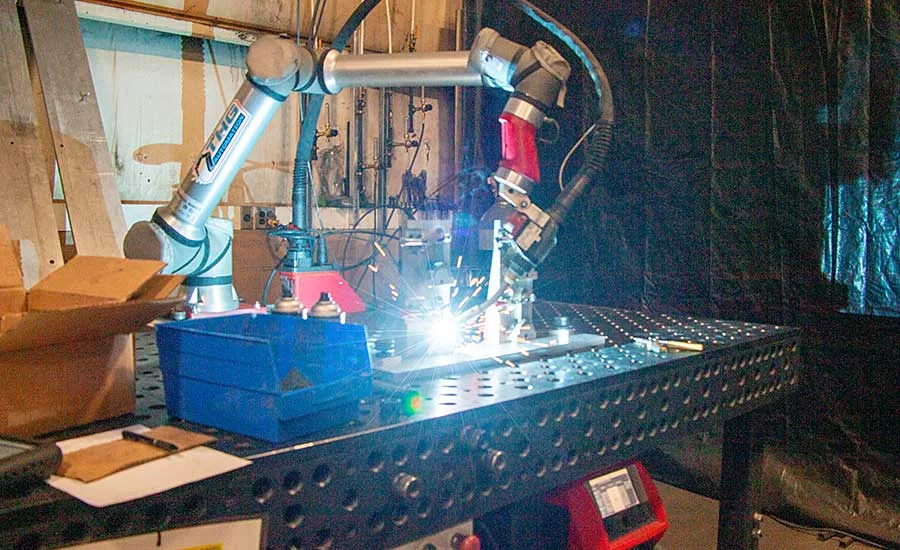
Semiautomatic welding cells are one way to address the severe shortage of welders. Photo courtesy Universal Robots
Welding plays a critical role in producing appliances, automobiles, construction equipment, ships, tractors, trailers, trucks and many other products. Unfortunately, there’s a severe shortage of welders, and the demand for skilled welding professionals is growing.
According to the American Welding Society, the U.S. will need more than 360,000 welders by 2027 to meet surging demand due to factors such as an aging workforce. Semiautomatic welding cells are one way to address that shortage.
In semiautomatic welding, a worker loads and unloads parts. The worker many also apply tack welds or accomplish more difficult welds, while a robot does the bulk of the welding operation.
Fully automated welding is often not ideal for every application. Semiautomated welding systems are a great option, because they can double the output of a skilled manual welder while still maintaining a high level of control.
“A semiautomatic welding cell is one where the piece of automation is used collaboratively by the worker as a ‘tool’ rather than hands-off automation,” says Josh Pawley, vice president of business development at Vectis Automation LLC. “I view it as filling the gap between manual welding and traditional fully automated welding.
“Semiautomatic welding can help high-mix manufacturers with those small- or medium-sized batches that are just large enough to make manual welding inefficient and mundane, but small enough where traditional automation cells aren’t quite justifiable either,” explains Pawley. “We’re seeing customers use semiautomatic welding systems to handle high-arc, on-time weld joints.”
Preconfigured Cells
A variety of preconfigured and pre-engineered workcells are available for semiautomatic welding applications. They contain common components to shorten delivery time, increase installation speed and reduce the cost of automation. The ready-to-go systems appeal to both large and small manufacturers in a wide variety of industries.
Looking for quick answers on assembly and manufacturing topics? Try Ask ASM, our new smart AI search tool. Ask ASM
With a preconfigured workcell, all engineering needed to fabricate, assemble and integrate the system is completed before a manufacturer places an order, which significantly shortens delivery time. The cells use common components to reduce engineering and manufacturing costs.
Robot suppliers and systems integrators use the terms “preconfigured” and “pre-engineered” interchangeably. They provide manufacturers with all the components required for the basic functions of a welding operation, including a workstation, fixturing, controls and safeguarding.
The only customized part of a preconfigured cell is the type of welding power supply that an end user specifies, such as Fronius, Miller Electric or Lincoln Electric.
They are packaged in a way to allow components to be interchanged with minimal effort. By having standardized modules that require no further engineering efforts to configure, they provide lower overhead and pricing advantages that keep costs low.
“Preconfigured or pre-engineered means limited customization,” says Peter Griffith, general manager at Lincoln Electric Co. “You don’t start with a blank page, but instead create a menu of cells that all have a place and purpose. We define and set the available work zone dimensions, arms and options.
“The goal is to create something configurable—more like Lego blocks—to drive down the custom-engineered content,” explains Griffith. “When we commit fewer resources to a project and can utilize common components, it drives price and delivery down for the customer. That creates an all-around better product that is exponentially easier to support.
“For welding specifically, a pre-engineered cell is an off-the-shelf item that comes ‘spark ready,’ which essentially means ready for welding out of the box,” Griffith points out.
Acieta LLC is another systems integrator that prepackages robots for welding applications. Each cell is ready to work with power sources and wire feeders. Software and safety barriers are built into each heavy-duty 8-by-8-foot table. In addition, all utilities are integrated into the frame for faster start-up time.
Acieta launched its FastARC robotic weld cell six years ago. Several versions are available using six-axis Fanuc robots.
“All utilities are integrated into the base,” says Nick Cowell, regional automation manager at Acieta. “You can easily pick it up with a forklift and move it to a different location in your facility or to another plant in a different location. Then, all you have to do is hook up power or other utilities and you’re ready to go.
“Today, a lot of manufacturers are having trouble hiring and retaining welders,” notes Cowell. “Standard robotic weld cells help address that issue and enable operators to work on more value-added tasks.”
Preconfigured cells are mounted on a superstructure base that can be easily lifted and moved with a forklift. Nothing needs to be installed or attached once it arrives at the customer’s location. Other than plugging it in, end users only have to supply consumables, such as welding wire, before they’re ready to start welding parts.
Preconfigured robots typically can be used “right out of the box,” which is a big advantage for manufacturers with limited engineering staffs. Preconfigured cells have already been designed with ergonomics and aesthetics in mind to provide the most efficient operating system available for the money.
They are compact in nature to simplify shipment and setup; minimize factory floor space; provide a quicker delivery time from order to receipt of goods; and utilize standard components for easy replacement and service. One big advantage is improved documentation, including parts and schematics.
Another advantage is shorter lead time. Pre-engineered cells use parts that are already sourced and in-stock.
Quicker start-up time also appeals to engineers. Programs for basic cell operation are typically included; just part-specific programs need to be added. The customer does not have to design a workcell layout or figure out how to run wires.
Above all else, preconfigured cells offer financial incentives. “Bundles are more cost-effective than a la carte robotic systems,” says Chris Blanchette, executive director for global accounts at Fanuc America Corp. “There’s much higher value than if all the components were purchased separately. We believe this is the wave of the future.
“There are a number of reasons you should consider going this route,” adds Blanchette. “The components are well-integrated, because things were designed-in by the source. Everything is well-integrated, as opposed to having multiple companies involved in the process.”
In addition, all components are tested prior to shipment. As a result, there’s no debug time when the cell arrives. Everything ships debugged, tested and ready to go.
Job shops and small manufacturers that have traditionally shied away from using robots are fond of the preconfigured cell concept, which is designed to make robots less intimidating and easier to use.
Pre-engineered cells are popular with small companies that don’t necessarily have the internal skills, resources and expertise to spec a safety system, write software and design a human-machine interface.
However, Tier One suppliers also like the advantages of preconfigured cells. For instance, some automotive manufacturers use self-contained cells for spot welding applications. Some automakers also depend on the ready-to-go concept for off-line subassembly.
Welding tends to be the most popular application for preconfigured cells, because it’s an easier process to adapt than screwdriving and other assembly processes. Arc welding with six-axis robots tends to be the most common application. But pre-engineered cells can also be used for other applications, such as adhesive dispensing, grinding, parts picking, polishing, screwdriving and spot welding.
Collaborative Robots
Collaborative robots are an ideal option for semiautomatic welding, because they enable humans and machines to work in close proximity. Faced with severe labor shortages and reshoring initiatives, manufacturers in a variety of industries are investing in collaborative welding systems.
Cobots are especially popular with small companies and contract manufacturers, because they don’t require a big capital investment like traditional automated welding cells equipped with six-axis robots. The learning curve is much smaller, and manufacturers don’t need all of the traditional tooling and safeguarding that’s associated with welding.
“The welding profession is experiencing a labor crisis,” says Joe Campbell, senior manager of strategic marketing and applications development at Universal Robots (UR). “The average age for skilled welders is 55, most are likely to retire within 10 years, and younger people aren’t entering the profession in sufficient numbers to sustain industry demand.
“There is an urgent need for collaborative welding systems that are safe to use around human beings and can be used to support expert human welders by taking over the tedious and unergonomic aspects of the welding process,” claims Campbell.
Long dismissed as too heavy-duty a task for cobots, welding is now the fastest growing application segment for Universal Robots. Its UR10e robot, which boasts a 51-inch reach and a 27-pound payload capacity, is popular for MIG and TIG welding.
“Cobots are ideal for anyone doing any type of metal fabrication,” explains Campbell. “They’re easy to learn, easy to deploy and redeploy, and cost effective. A ready-to-go cell can be deployed for about $85,000, which is less than paying the annual salary of a skilled welder.
“However, safety is an important consideration,” warns Campbell. “Although cobots are safe, you always need to conduct a thorough risk assessment and provide all the necessary personal protective equipment for operators. When done properly, it’s no different than working next to another human welder.
“Most of our customers are using multiple cobots in their facilities,” notes Campbell. “Many of the machines are mounted on mobile carts that enable welders to move the robots around their shop or plant floor to work on different projects.
“Welding is a great application for cobots, because it’s path oriented,” Campbell points out. “It also has significant process control requirements, which is where software comes into play. A variety of integrators have created easy-to-use interfaces.”
For instance, Hirebotics LLC has developed an app that enables welding cobots to be set up from a smartphone or a pad. Its Cobot Welder system features a 32-by-48-inch workstation mounted on a mobile cart. The robot controller and the welder are premounted inside the cart. The system features a UR10e robot paired with a Miller Invision 352 MPa pulsed welder and S74 feeder, plus a Tregaskiss MIG welding gun.
“Everything is wired and ready to go,” says Matt Bush, chief operating officer of Hirebotics. “The only thing the customer has to do is open the box and take it off the shipping pallet. Then, they just install the arm, the weld torch and cabling. That all takes less than one hour to accomplish. The only thing left to do is to plug in the cable and connect to the Internet, because everything is Cloud-based.
“We’ve had users who unpack it, get it up and running, and then start making production-ready parts 30 minutes later,” claims Bush. “Our software is very intuitive. We lessen the intimidation factor by enabling welders to use the phone that’s already in their pocket.
“By reducing the time taken to teach new parts by as much 60 percent, Cobot Welder reduces downtime, improves welding quality and productivity, and ensures painless automated welding deployments,” notes Bush.
“Most of our customers cannot hire enough bodies to fill the demand that they have today,” says Bush. “They’re not necessarily looking for lower cost or higher productivity. They are looking for something to fill the spot where they cannot put a human, because of the labor shortage.
“Collaborative welding involves a robot performing part of the task and a human performing the other half,” explains Bush. “It enables humans to do what they’re best at—tactile tasks that require dexterity. Robots are better at performing monotonous tasks that get boring fast. Cobots are ideal for low-volume, high-mix applications.
“We focus on giving welders a tool that they can use to produce monotonous welds,” Bush points out. “Instead, they can use their expertise and skill to focus on complex parts.
“We’ve seen it all,” says Bush. “We have customers that make one-off parts, in addition to companies that produce 50,000 batch parts every week. One of our customers is a high-volume manufacturer that uses hundreds of traditional fully automated welding cells.
“However, the true sweet spot for collaborative welding robots is anyone making somewhere between 20 and 200 parts once or twice a month,” says Bush.
ASSEMBLY ONLINE
For more information on robotics and welding, visit www.assemblymag.com to read these articles:
Looking for a reprint of this article?
From high-res PDFs to custom plaques, order your copy today!



