Toyota Improves Engine Assembly

The “Super Skill” line was built with the aim of creating a workplace where rehired elderly workers could return to work with enthusiasm and vigor. Photo courtesy Toyota Motor Corp.
Many predict that gas-powered engines are on their way out and have no place in a future, carbon-neutral society.
Don’t tell that to the workers at Toyota Motor Corp.’s Kamigo engine assembly plant in Toyota City, Japan. Over the past few years, the production team has implemented numerous improvements that are transforming the plant’s landscape and helping the company meet aggressive goals for carbon neutrality.
“Until only recently, everyone here was engaging steadily in various kaizen (continuous improvement) activities while thinking, ‘This is a job that at some point is likely to disappear,’” says Hirofumi Matsuoka, general manager of the engine production and manufacturing engineering division. “However, we were all greatly encouraged by the news [of a new Toyota] vehicle with a hydrogen-powered engine completing a 24-hour endurance race. We all felt excited that this engine and the improvements we have implemented on the production line here could take us into the future.”
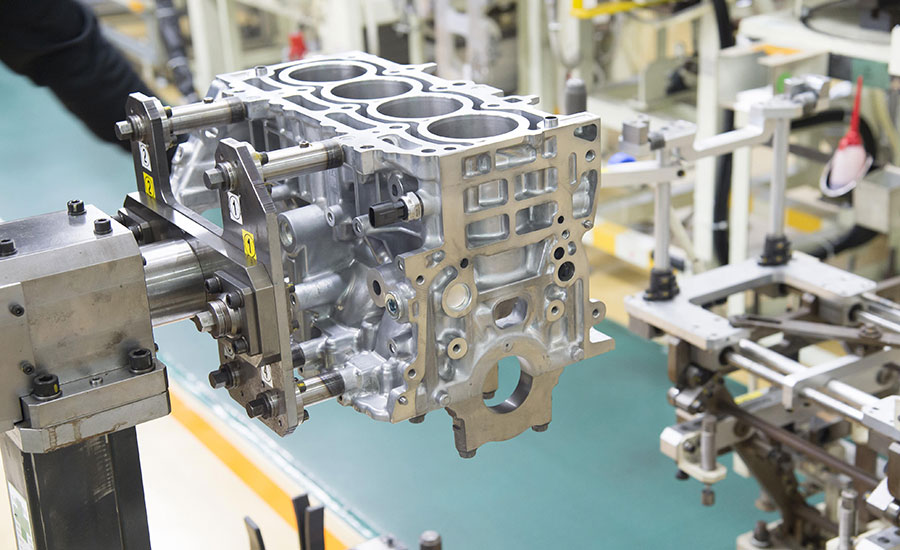
The Kamigo plant produces 1.33 million engines annually. Photo courtesy Toyota Motor Corp.
Since it opened in 1965, the Kamigo plant has been dedicated to engine production. Its 3,400 employees produce a range of engines, from 1.5-liter models for the Toyota Yaris to 3.5-liter models for the Lexus LS and IS luxury cars. The plant produces 1.33 million engines annually.
As examples of how the plant is contributing to the company’s goal of carbon neutrality, Matsuoka points to a manual assembly line that uses karakuri—material handling mechanisms that do not rely on electricity—and a casting line that has eliminated the need for large-scale equipment.
People-Friendly Manual Production
One trend that the plant addressed early on was its aging workforce. The factory’s “Super Skill” (SS) line was built with the aim of creating a workplace where rehired elderly workers could return to work with enthusiasm and vigor.
According to Akira Kitada, chief expert at Engine Manufacturing Division 1, as people get older, their physical strength declines, making it harder to work in positions directly connected to the assembly line. In most cases, therefore, rehired elderly workers would often be transferred to desk jobs indirectly connected to the assembly line.
Looking for quick answers on assembly and manufacturing topics? Try Ask ASM, our new smart AI search tool. Ask ASM
The SS Line was devised to enable people to work without having to rely on physical strength or electricity. Instead, karakuri mechanisms, which move objects using the power of gravity, do the work. As a result, the SS Line ensures that the skills, knowledge and experience of veteran workers is utilized to the fullest extent.
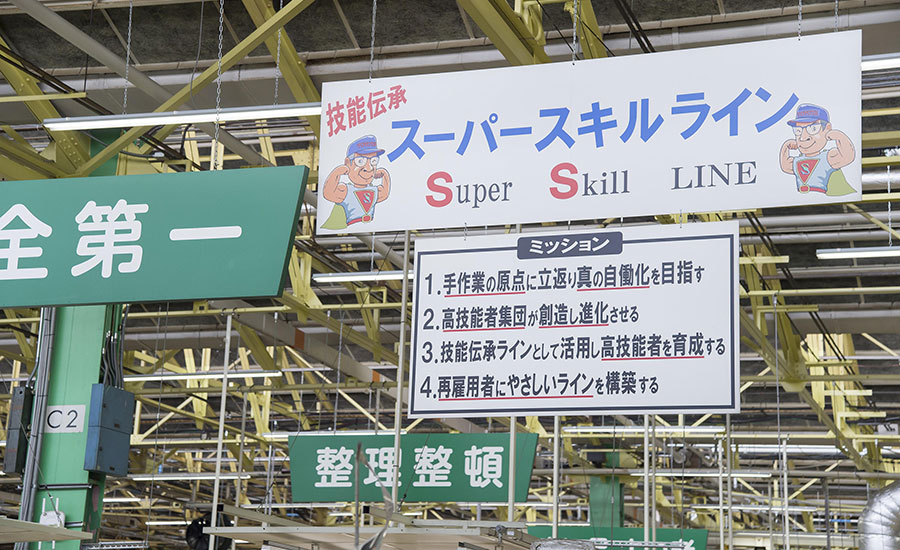
The four missions of the SS line are the following: 1, aim for a true jidoka; 2, improve manufacturing by a group of highly skilled technicians; 3, use this line to nurture highly skilled technicians, and 4, build a line friendly to rehired elderly workers. Photo courtesy Toyota Motor Corp.
When launching the line, kaizen professionals from various divisions at the plant were brought together to plan the layout for the entire process, from engine assembly to quality inspection. Jigs and tools were arranged in a way that facilitates ergonomics.
Up to three kaizen professionals are always stationed on the line to oversee operations and make improvements to any processes that appear to be causing difficulty. Their goal is not to blindly add machines or equipment, but rather to replace them with simple mechanisms that are based on manual operations.
“People’s actions are the simplest and least wasteful of all,” says Kazuyuki Nishio, manager at Engine Manufacturing Division 1. “Having both simplified and automated a process helps to reduce cost and make something less likely to break down. Even when it does break, it is easy to repair.”
Although the SS line was initially intended for rehired elderly workers, it has also enabled Toyota to hire people with various physical disabilities, increasing diversity at the plant.
Improving the View
What also makes a lasting impression on the SS Line is that few things are hanging from the ceiling, which makes for a better view.
“A cramped line leads to lower motivation among the people working there,” Kitada explains. “That is why on this line, we have adjusted the heights of chutes so that everyone can see each other’s faces. We can immediately see if there are any processes that have stopped, if the work is flowing properly, if everything is working normally or if there is an anomaly.”

Normally, there are 70 to 80 impact wrenches hanging down from above, but by simplifying the removal of the socket part, the number of wrenches has been reduced to 11. Photo courtesy Toyota Motor Corp.
Another aspect that helps to improve the view is the coverless equipment. Engine components are heavy. The cylinder block and head, which form the framework of the engine, weigh about 20 kilograms and 10 kilograms, respectively. When workers must move such parts, they usually need special lifting equipment. However, this means that lines of sight are blocked by machines with wires and covers to prevent injuries.
By using karakuri mechanisms, engineers have been able to improve lifting operations so that they can be done with a single touch. Since parts can be moved without applying a large amount of force, safety issues are also solved, meaning that covers are no longer needed.
The “Automation Trap”
Another example of a kaizen initiative that has benefited production is a technique to eliminate missing washers on head bolts.
Head bolts join the cylinder block and cylinder head, but if someone forgets to attach the washer, the head bolt loosens easily. A simple jig solved the problem. The mechanism sets, lifts and fixes the bolts on the engine. But, if a washer is missing, it is not possible to grasp the bolts. Instead, they remain where they were.
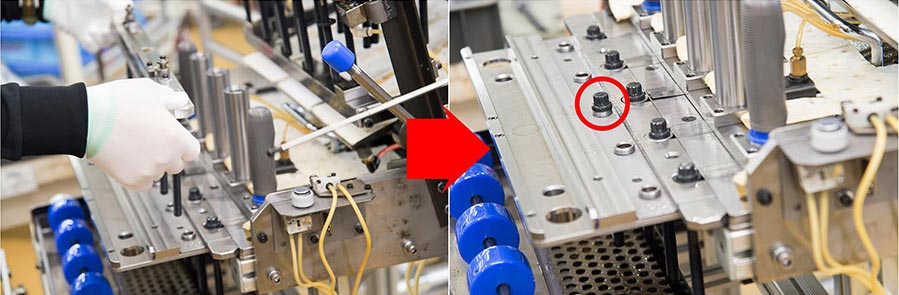
This mechanism sets, lifts and fixes the bolts on the engine. But, if a washer is missing, it is not possible to grasp the bolts. Instead, they remain where they are. Photo courtesy Toyota Motor Corp.
It’s a simple mechanism, but it makes anomalies clearly apparent, preventing mistakes.
“If we tried to do this with technology, it would need either a laser or camera to confirm that the washer is in place,” says Matsuoka. “We would then also need sensors to check that the laser or the camera is also working properly. In other words, it creates a situation where we need to ‘check the checks.’
“Once you start with automation there is no end. The more you do, the more complex something becomes, and both costs and electricity consumption tend to rise. If karakuri mechanisms can be used instead, like in this example, it eliminates the need for such checks.”
Better Casting
In 2020, the Kamigo plant was the third-largest emitter of CO2 among all of Toyota’s domestic plants. That’s because the plant is the main supplier of metal castings and heat-treated parts. Such “raw material” processes account for one-quarter of emissions among all Toyota plants worldwide, and casting is the chief contributor.
Although casting requires a large amount of energy, improvements have reduced annual CO2 emissions by approximately 1,800 tons, or the equivalent of annual emissions of 600 households.
These changes were brought about when Toyota introduced its next-generation engine design. To realize both high fuel efficiency and high power output, engineers concentrated on improving the engine’s thermal efficiency. This required improvements in the cylinder head cooling functions. Specifically, this means that the water jacket, through which coolant passes, must pass extremely close to the combustion chamber and exhaust port, where temperatures are highest.
For this purpose, a thin, intricately meshed sand mold was required. However, using the conventional shell molding process, it was not possible to fill every corner of the mold with sand to make the cores.

In conventional casting processes, the resin mixed into the sand melts as the cores are made, creating smoke, dust and a pungent odor. These waste materials are carried away via ducts and collected in a deodorizer adjacent to the building. Photo courtesy Toyota Motor Corp.
What’s more, the resin mixed into the sand melts as the cores are made, creating smoke, dust and a pungent odor. These waste materials are carried away via ducts and collected in a deodorizer adjacent to the building. The deodorizer is as tall as a four-story building. The pumps and fans of this deodorizing equipment require annual electricity usage amounting to 1.2 million kilowatt-hours.
To improve the process, engineers switched to an inorganic “water glass” as a binding agent for cores. When this water glass and surfactant are mixed with the sand, they create a mousse-like consistency that flows more easily. This made it possible to spread the sand to the very edges of the mold, even in thin, complex-shaped molds.
By changing the material used as a binding agent, the amount of smoke generated was drastically reduced to 1/100th of previous levels and odors were reduced to 1/115th. This eliminated the need for deodorizer ducts, and the amount of CO2 required to produce a single cylinder head was reduced by approximately 1.8 kilograms.
This new process is being used to produce 1 million cylinder heads annually at the plant, resulting in an annual reduction of approximately 1,800 tons of CO2, which is equivalent to the annual carbon emissions of 600 households.
Regeneration Furnaces
Changing the binding agent for core production has led to a change in the regeneration furnaces used to recycle sand. These furnaces use gas to burn off organic materials in the sand. However, water glass can be separated from sand by heating it at low temperatures using electricity, which further reduces the amount of energy used.
Until now each building at the plant had required its own enormous 12-meter high furnace, but using this new method means that that equipment is a compact 1.5 meters in height, and one unit can be installed on each production line.
This change has further reduced annual CO2 emissions by 45 tons per line, but the advantages go further than just emissions.

The brown component (above left) is a conventional core. The gray component (above right) shows a core made using the new production method, achieving a thin and complex shape. Photo courtesy Toyota Motor Corp.
“Until now, we always had to collect sand from around the plant in one location, but as the regeneration facilities have been reduced in size it is possible to locate one unit next to each line, which saves on transportation,” says Hiroaki Matsuoka, group manager for casting facilities. “Also, in the past, it was necessary to build a huge regeneration furnace, even if production scale was not particularly large. Now, however, thanks to being able to reduce the size of the regeneration facilities, we can just increase the facilities to the extent that processes require, in line with production activities. This also helps us to keep costs down.”
The changes have also created a more ergonomic workplace. The ductwork that once covered the plant’s ceiling has been removed, creating a brighter workplace. Sand dust, smoke and odors have also been eliminated. Workers no longer need to wear masks.
“Before I was assigned here, I was told that the casting line was dark, dirty and hard work. However, I have found it to be much brighter and cleaner than I ever expected,” says Miyu Okada, an employee who has been working at the plant for four years.
ASSEMBLY ONLINE
For more information on manufacturing at Toyota, read these articles:
The Toyota Production System: A Fresh Look
How to Balance Assembly Lines
New Guidelines Address Supply Chain Sustainability in Automotive Industry
Looking for a reprint of this article?
From high-res PDFs to custom plaques, order your copy today!


