Resistance Spot Riveting
A new joining method for sheet metal combines traditional riveting with resistance spot welding.
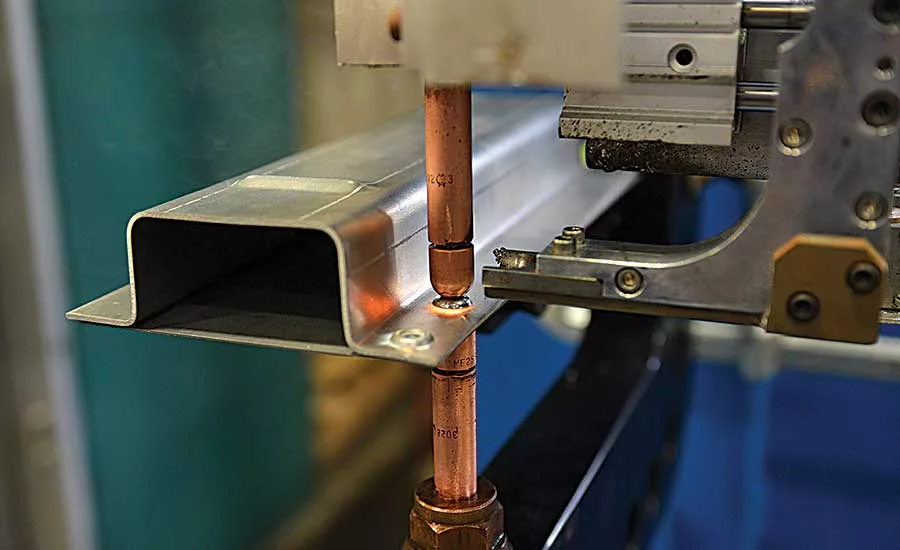
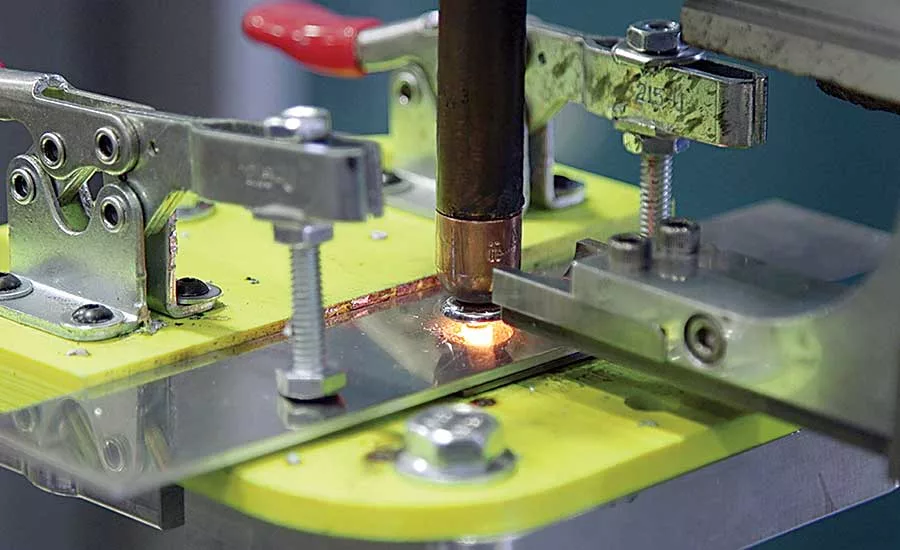
To create a joint, two or more sheets are placed between the electrodes of a standard spot welding system. The upper sheets have holes for the rivet. The bottom sheet does not. At the start of the cycle, a feeder delivers a rivet beneath the upper electrode. Next, the electrodes apply force and current to the rivet and bottom sheet, creating a weld. Photo courtesy Arconic Fastening Systems and Rings

The RSR rivet is a small, mushroom-shaped fastener made from low-carbon steel or aluminum. Photo courtesy Arconic Fastening Systems and Rings

The rivet head is designed to match the shape of existing electrodes and to center the fastener on the weld spot. Photo courtesy Arconic Fastening Systems and Rings
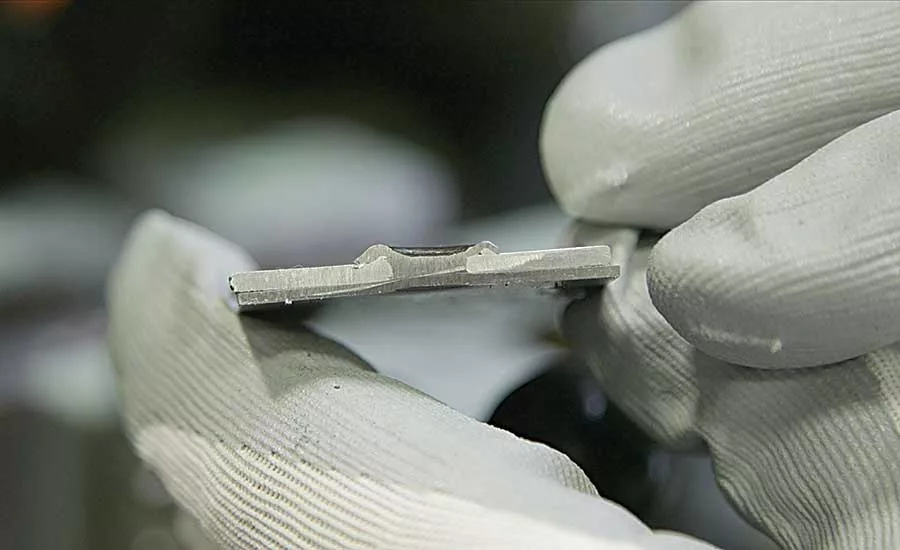
In RSR, the weld is between the fastener and the bottom sheet. The top sheets are not electrically involved. Rather, they are mechanically captured by the head of the fastener. Photo courtesy Arconic Fastening Systems and Rings
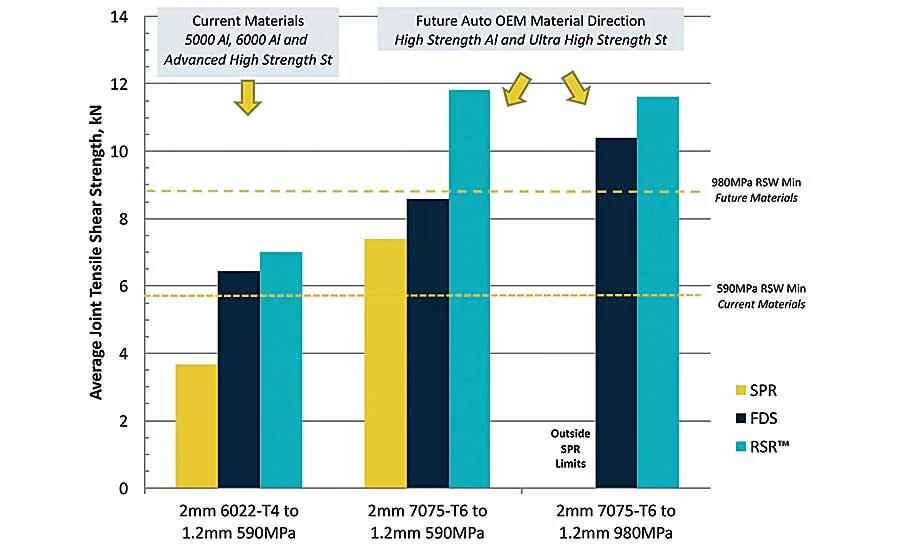
The RSR process exceeds the strength of competing technologies for current and future automotive materials, such as high-strength aluminum and ultra-high-strength steel. Photo courtesy Arconic Fastening Systems and Rings
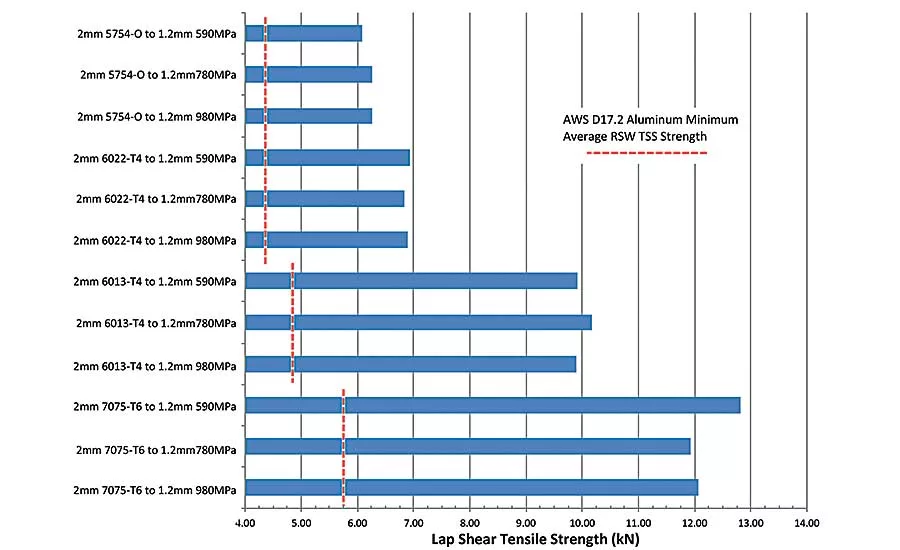
The RSR process was developed as a way to join mixed-material assemblies in auto body applications, such as aluminum to steel. This graph shows the tensile strengths created when a steel rivet is used to attach various aluminum alloys to a steel sheet. Photo courtesy Arconic Fastening Systems and Rings
RSR works with existing spot welding equipment, enabling OEMs to weld or rivet joints without revamping their body lines. Photo courtesy Arconic Fastening Systems and Rings
The need to reduce vehicle weight has spawned myriad new technologies for assembling aluminum, high-strength steel and other materials. These new technologies include self-piercing rivets, flow-drilling screws and friction-stir spot welding.
While all these joining technologies are effective, they share a major disadvantage: They all require automotive OEMs to replace their existing resistance spot welding equipment. Now, engineers at Arconic Fastening Systems and Rings have developed a new sheet-metal joining technology—resistance spot riveting (RSR)—that combines traditional riveting with resistance spot welding. The new technology quickly and reliably joins a wide range of dissimilar materials, including steel, high-strength aluminum, high-strength steel, ultra-high-strength steel, magnesium and composites. And, better still, RSR works with existing spot welding equipment, enabling OEMs to weld or rivet joints without revamping their body lines.
“One of the hurdles [to implementing new] joining technologies for mixed-material assemblies is that they require a total overhaul of the user’s production facility,” says Graham Musgrove, project engineer at Arconic Fastening Systems. “For example, an OEM that uses spot welding equipment might have to rip it all out and replace it with riveting equipment to accommodate mixed-material assembly. Our RSR technology is simply a retrofit of existing spot welding equipment. You just add a feed system to the spot welding gun to supply the rivets to the joint.
“The technology is totally backwards compatible. If you want to spot weld steel parts, you still can—with the same equipment. You just don’t feed a rivet to that position.”
This fastening technology can be used in a number of auto body assembly applications, including frames, floors, closeout panels, pillars, roofs and intrusion beams.
How It Works
The RSR rivet is a small, mushroom-shaped fastener made from low-carbon steel (electroplated with zinc for corrosion protection) or aluminum. Which material to choose depends on the bottom sheet—the steel rivet for steel sheets and the aluminum rivet for aluminum sheets.
The head of the steel rivet is 14.2 millimeters in diameter and 2.7 millimeters thick. The stem is 4 millimeters in diameter. Three stem lengths are available—3, 5.5 and 6.8 millimeters—for joining a top sheet (or sheets) with a total thickness of 0.5 to 4 millimeters. A steel rivet with a low-profile head is also available. The head is 11 millimeters in diameter and 1.8 millimeters thick. Stem length is 5.5 millimeters.
Looking for quick answers on assembly and manufacturing topics? Try Ask ASM, our new smart AI search tool. Ask ASM
The stem of the aluminum rivet is 8 millimeters in diameter and 3 millimeters long. Its head is 14.3 millimeters in diameter and 2.5 millimeters thick. It can join a top sheet (or sheets) with a total thickness of 0.5 to 2 millimeters.
“Those four fasteners cover the full range of automotive materials that we’ve been contacted about so far. They have a pretty good grip range,” says Musgrove. “To get the head and body diameters, we used the joint strength of standard steel-to-steel and aluminum-to-aluminum spot welds as our benchmarks. …That said, the new process delivers a better nugget diameter than traditional spot welding, so we get better joint strength.”
To create a joint, two or more sheets are placed between the electrodes of a standard spot welding system. The upper sheets have holes for the rivet. The bottom sheet does not. At the start of the cycle, a special compact feed unit delivers a rivet beneath the upper electrode. When the weld cycle is initiated, the feeder retracts, and the electrodes apply force and current to the rivet and the bottom sheet, creating a weld. Total cycle time is 3 to 5 seconds, which is comparable to a traditional spot weld.
The weld is between the fastener and the bottom sheet. The top sheets are not electrically involved. Rather, they are mechanically captured by the head of the fastener. As a result, the top sheets can be any material: similar or dissimilar, painted or unpainted, conductive or nonconductive. As long as the total thickness of the top sheets matches the grip range of the fastener, the sheets can be any combination of steel, aluminum, carbon fiber, glass-reinforced composite or plastic.
There’s no limitation on the thickness of the bottom sheet. “Obviously, there are practical limitations,” says Musgrove. “You’re not welding a thin sheet to a 1-inch thick plate. But in general, the process is not sensitive to the thickness of the bottom sheet, because you’re not passing through the bottom sheet. You’re only contacting it, making a weld on the top side.”
The rivet head is designed to match the shape of existing electrodes and to center the fastener on the weld spot. The spot welder has a standard radiused electrode on the top side and a truncated electrode on the bottom side to provide a flat, aesthetic joint.
“The key parameters are force and current, just like with any spot welding process, so the weld schedules are very similar,” says Musgrove. “If your spot welding system is capable of welding the joint now, it can handle RSR. It does not require any additional force or current capabilities.
“In fact, aluminum RSR actually requires less current than a standard aluminum-to-aluminum spot weld, which saves on power consumption,” he adds. “Traditionally, an aluminum-to-aluminum spot weld would take a lot more current than a steel-to-steel weld. But, because there’s a fastener in the joint, it focuses the current, allowing you to make the welds at levels lower than those for traditional spot welding of aluminum.”
As for joint design, the same considerations that apply to resistance spot welding apply to RSR. Design rules for edge distance and spot-to-spot spacing are similar for both processes. “Any joint strength that you can get from a spot weld, we can get from RSR,” says Musgrove.
In most cases, the top sheets must have holes for the fastener. However, if the bottom sheet is steel and the top sheet is aluminum, then the top sheet does not necessarily require a hole.
“The steel RSR will actually extrude its way through the aluminum top sheet and still make a good weld,” explains Musgrove. “I would say, though, that [not having a hole] should be more of a fallback plan, because it does reduce grip range and increase cycle time. If the rivet pilots through the top sheet, the cycle time is about twice the time required than with a hole.”
In most cases, the RSR process requires access to both sides of the assembly. However, it is possible to create joints with access to only one side, as when welding a sheet to a tube. It’s also possible to weld three or more sheets together. “For example, in one of our test stack-ups, an aluminum top sheet is joined to two steel bottom sheets. The fastener welds to the top steel sheet first and then welds to the bottom sheet.”
Coming Soon
Arconic Fastening Systems has been developing the RSR process for the past two to three years. Formerly a part of aluminum producer Alcoa Inc., Arconic is currently working with several automotive OEMs to determine how and where the process can be used in vehicle assembly.
Musgrove says his company has been welding thousands of test coupons on various materials to determine joint strengths and process parameters. “We’re doing a lot of validation right now,” he says. “We’re still learning a lot about the capabilities of the technology. In hindsight, we had a rather limited initial view of what this process was capable of, but based on customer feedback…we’re learning that the technology can do far more than we first imagined.”
Musgrove anticipates that the technology will be fully commercially available available in one to two years. “The fastener is 90 percent mature at this point,” he says. “The first generation of the feed system is ready and is being used for all our validation work. However, based on lessons learned, we’re working on a second-generation feed system that will be more compact, more adaptable, and less expensive.”
While the technology was initially aimed at the automotive industry, Arconic is beginning to see interest from other industries, too, including aerospace and heavy trucks. “This is a sheet-metal joining technology, so I don’t see it moving into applications like railcar assembly, which use heavier-gauge materials,” concedes Musgrove.
For more information about RSR, call 254-751-5225 or visit www.arconicrsr.com.
Looking for a reprint of this article?
From high-res PDFs to custom plaques, order your copy today!



