Friction Stir Spot Welding

To prevent denting the materials during FSSW, support is needed on the back side of the joint. Photo courtesy Mazda Motor Corp.
Both FSSW and refill FSSW can be performed with a six-axis articulated robot. Photo courtesy Coldwater Machine Co.

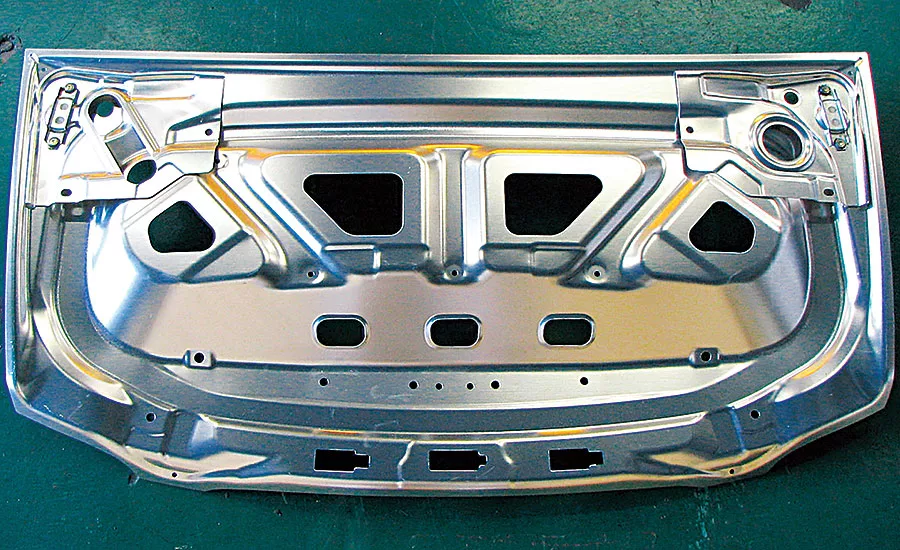
Refill FSSW produces a flat, smooth surface across the top of the sheet. Photo courtesy Coldwater Machine Co.
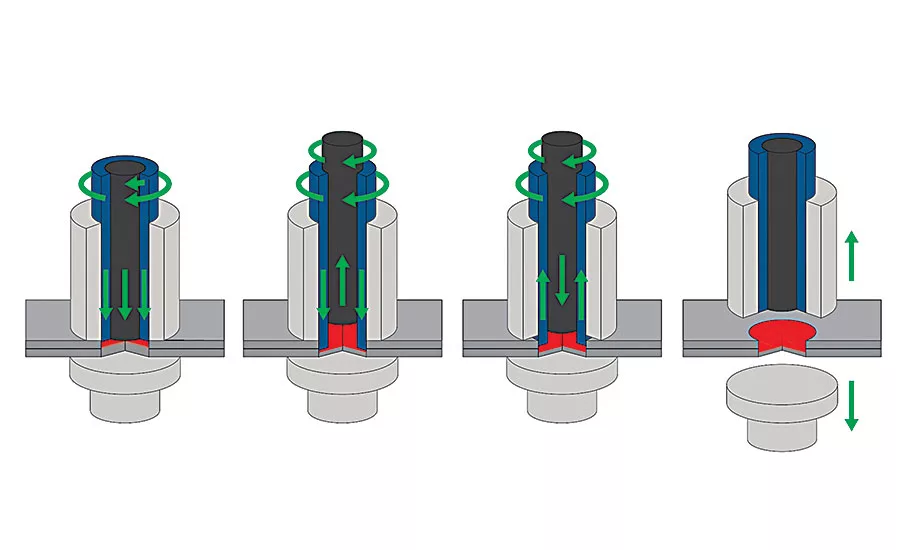
At the start of the refill FSSW process, all three tools apply downward force to the sheets. The pin and sleeve heat the material and begin to penetrate the top sheet. Next, the pin retracts slightly, while the sleeve continues downward into the bottom sheet. At a preset distance, the sleeve reverses direction and the pin moves down again. When both the sleeve and pin are flush with the work surface, rotation stops and the tool is held in place to allow the joint to cool. Illustration courtesy Coldwater Machine Co.
FSSW has been around since 2003. The process was developed by Mazda Motor Corp. and Kawasaki Heavy Industries. Photo courtesy Mazda Motor Corp.
As automakers expand the use of aluminum in vehicles, interest in FSSW is increasing. Photo courtesy Mazda Motor Corp.

The FSSW process leaves a circular indentation on the top side of the joint. The back surface is unblemished. Photo courtesy Mazda Motor Corp.
As automakers expand the use of aluminum in vehicles, interest in alternative joining technologies, such as friction stir spot welding (FSSW), is increasing.
Also known as friction stir spot joining, FSSW has been around since 2003. The process was developed by Mazda Motor Corp. and Kawasaki Heavy Industries to assemble the aluminum hood and rear doors of the RX-8 sports car. Since then, FSSW has been used by Toyota Motor Corp., General Motors Co., Ford Motor Co., Fiat Chrysler Automobiles and PSA Peugeot Citroen. The technology is also getting interest from manufacturers of airplanes, appliances, trucks, trains, off-road equipment and even consumer electronics.
Now well-established as a process for joining aluminum to aluminum, researchers are studying whether FSSW can be used to join aluminum to steel and steel to steel. In addition, a variant of the process—refill FSSW—has recently been introduced. Because it produces a more aesthetic joint than the original process, refill FSSW promises to expand applications for the technology.
How it Works
FSSW is a solid-state welding method—the parts don’t melt during welding. It does not require flux, filler metal or shielding gas, but it can be used in conjunction with an adhesive or sealant.
The process is performed by applying a rotating cylindrical tool to the metal sheets under pressure. At the tip of the tool is a threaded projection called the pin. The configuration and dimensions of the tool, especially the pin, vary depending on the material, the thickness of the sheets, and the strength requirements of the joint.
FSSW is similar to friction stir welding. Both techniques use a rotating tool with a pin. However, in friction stir welding, the tool traverses along a seam between two metal plates, while in friction spot joining, the tool keeps to one spot.
The process has four steps. First, the tool is positioned perpendicular to the work surface, and it starts to rotate. Tool speed varies, depending on the thickness and grade of the materials. For 5000 or 6000 series aluminum, tool speed is typically around 2,000 rpm. For other applications, the tool may rotate as fast as 4,500 rpm.
Looking for quick answers on assembly and manufacturing topics? Try Ask ASM, our new smart AI search tool. Ask ASM
Next, the tool is pushed against the surface of the top sheet. Depending on the application, the axial load applied to the sheets can range from 1,470 to 5,880 newtons. (To prevent denting the materials, support is needed on the back side of the joint. This can be provided by a C-frame, a backing bar or a fixture.)
Friction from the spinning tool heats the materials to temperatures as high as 700 K. The tool heats the materials to a plastic state, but does not melt them. In less than 1 second, the pin enters the softened metal. After the pin has plunged completely into the workpiece—the pin does not fully penetrate the bottom sheet—the tool continues to spin and apply pressure to the joint for a predetermined length of time. During this stage, the materials around the pin are stirred together, and the lapped plates are metallurgically unified in the area surrounding the pin.
At that point, the tool is extracted from the sheets, and the joint is complete. The entire process takes 2 seconds or less, depending on the materials.
The top side of the joint has a circular indentation with a small ring-shaped projection along its outer edge. The back surface is unblemished.
For many applications, that bump or crater on the top surface doesn’t matter. But, it is an issue if aesthetics or aerodynamics is important, and that’s what led to the development of refill FSSW.
Instead of a single rotating tool, refill FSSW employs a three-piece tool. There’s still a rotating pin, but it is surrounded by a sleeve, which rotates in the same direction and speed as the pin, and a clamp ring, which does not rotate.
At the start of the process, all three tools apply downward force to the sheets, explains Mike Spodar, senior welding engineer at Coldwater Machine Co. The pin and sleeve heat the material and begin to penetrate the top sheet. Next, the pin retracts slightly, while the sleeve continues downward into the bottom sheet. At a preset distance, the sleeve reverses direction and the pin moves down again. When both the sleeve and pin are flush with the work surface, rotation stops and the tool is held in place to allow the joint to cool.
Although the joints created by refill FSSW are not any stronger than those created by the standard process, they are more aesthetic. “The process produces a flat, smooth surface across the top of the sheet. There’s very little marking on the bottom side of the joint, and on the face side of the joint, where the tools were, there are concentric rings,” says Spodar.
The key variables are weld time, weld depth and tool speed. The sleeve can be extended up to 8 millimeters to allow welding of thick sheets or multiple sheets. “The sleeve just needs to get into the bottom component,” says Spodar. “It does not need to penetrate a lot. Typically, we need to get 0.2 to 0.3 millimeter into the bottom material.”
Because of the extra step, refill FSSW is slightly slower than the standard process. “It takes about 1 second of travel per millimeter of thickness, but we can move faster than that,” says Spodar. “For a 1 millimeter thick part, it would be 0.5 to 0.8 second down and another 0.5 second up.”
Both FSSW and refill FSSW can be performed with a stand-alone pedestal machine, or they can be integrated with a three-axis gantry robot or a six-axis articulated robot. Either way, engineers should ensure to provide enough access above and around the joint for the tooling.
Advantages and Limitations
Compared with other joining methods, FSSW and refill FSSW have numerous advantages. For one, the process is not affected by surface oxides or contaminants. And, because the process does not apply excessive heat, warpage of the sheets is minimal, even with hundreds of joints. The process does not generate spatter, fumes or electromagnetic noise.
Another advantage is strength. In tests, Kawasaki used refill FSSW to weld 60 coupons of 6061-T6 aluminum (0.635 millimeter thick) to 2024-T3 aluminum (0.508 millimeter thick). Kawasaki found that the joints had an average lap shear strength of 2,363 newtons. In comparison, the same materials joined with resistance spot welding had an average lap shear strength of 1,002 newtons, while joints created with a rivet 0.125 inch in diameter produced an average lap shear strength of 1,257 newtons. The joints made with refill FSSW also had better fatigue strength.
Besides producing stronger joints, FSSW is more energy-efficient than resistance spot welding.
“When you compare the economics, friction spot joining…is one-fourth to one-third the cost of other methods, like resistance welding, riveting or clinching,” says Samir Patel, robotics director of product and advanced engineering at Kawasaki Robotics (USA) Inc. “You don’t need a power supply. You don’t need water cooling.”
Using less electricity also means that the robot’s dress package is less expensive and cumbersome. “There are no large power cables to lug around,” says Spodar.
Because there are no consumables, FSSW is also more cost-effective than fasteners, such as rivets or clinch nuts, says Patel. Fasteners also add weight to the assembly, and they can introduce the risk of galvanic corrosion.
What’s Next
While the automotive industry has been the early adopter of FSSW, the aerospace industry is catching up. For example, Kawasaki’s aerospace division has used FSSW to assemble cockpit doors for helicopters. And, manufacturers of commercial jets are looking at the technology as a way to replace rivets for attaching aluminum skin to stringers and frames. Considering that a jetliner contains millions of rivets, the potential for cost and weight savings with FSSW is enormous.
To accomplish that goal, Kawasaki has developed a unique two-robot system for assembling large aerospace assemblies. One six-axis robot is equipped with the welding tool, while the other, working on the opposite side of the assembly, is equipped with a backing bar to support the back side of the joint. The two robots work precisely in concert, moving from one joint to the next. For extra rigidity, two of the six axes on each robot are not rotary axes, but linear ones driven by a ballscrew.
“These robots can support more than a ton of axial force,” says Patel. “There are very rigid.”
Research is also being done to determine if the technique can be used to join aluminum to titanium, aluminum to magnesium, aluminum to steel, and steel to steel. The problem, says Patel, is that it takes time and money to develop the process parameters for various alloy and thickness combinations. Unlike resistance spot welding, which is backed by decades of process development, FSSW is still in its relative
infancy. “We just don’t have the data yet,” says Patel.
Another issue, at least for assemblies containing steel, is tool life. With aluminum, assemblers can expect a joining tool to last for hundreds of thousands of joints. Mazda claims it can get more than 1 million joints from a single tool. Tool life will be much lower when joining steel.
“It remains to be established whether it is economically justifiable to use friction stir spot welding to join steel to steel,” says Patel.
Looking for a reprint of this article?
From high-res PDFs to custom plaques, order your copy today!




