Grippers for Small Parts
Grabbing, moving and placing tiny parts is no problem—with the right gripper or cup.

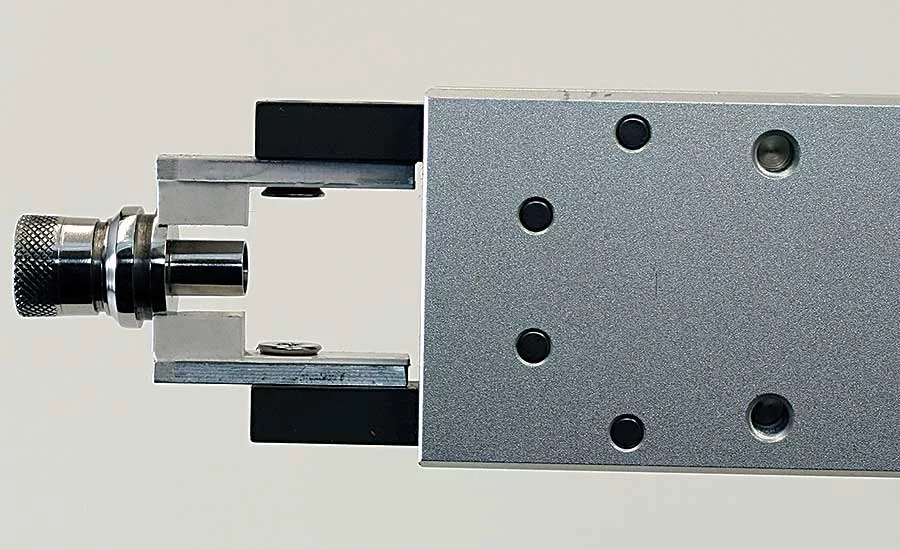
Small parts, especially cylindrical ones, can vary in weight and shape, making it even more difficult for a gripper or cup to establish proper grip. Photo courtesy Zimmer Group
These custom gripper fingers are made of white non-castable silicone bonded to aluminum or steel. The fingers measure up to 0.125 inch wide by 3 inches long, although the silicone layer that actually grabs the part is only up to 0.5 inch long. Photo courtesy Schwerdtle

One electronics manufacturer quickens PCB assembly by using several MPG-Plus grippers equipped with workpiece-specific top jaws. Photo courtesy SCHUNK Inc.

A collection of small bellows suction cups simultaneously manipulate 10 medical vials. Photo courtesy Schmalz Inc.
For manufacturers, the product-miniaturization trend is kind of a Catch-22. They know that serving a large and ever-expanding marketplace ensures company growth—so long as their robots can precisely place ever-smaller parts into subassemblies, final assemblies or packaging. Specially designed small grippers and vacuum cups have enabled many manufacturers to achieve both goals.
One such company is a large Connecticut-based manufacturer of small hypodermic needles for syringes and IVs. The company uses customized Tecnomors QRP pneumatic parallel grippers (sold by Applied Robotics) to quickly grab and package hundreds of needles per hour. It switched to this series three years ago because off-the-shelf pneumatic grippers wore out too quickly due to the plant’s high production rate.
Giovanni Patrini, general manager of Effecto Group (parent company of Applied Robotics and Tecnomors), says the QRP 11, 12 and 15 grippers’ open-and-close cycle time of 0.1 to 0.2 second is more than fast enough to keep up with production. He points out that the manufacturer’s overall equipment effectiveness has increased by 20 percent on one line alone, and that the QPR grippers have lasted more than five years at 12 million cycles per year. Because of this dependability, the needle company is replacing each older gripper with a QRP model as the former break down.
For many manufacturers, pneumatic grippers are the best way to handle small parts (2 inches or less in length, width or height). Others prefer electric or
mechatronic grippers; or flat, bellowed or oval vacuum cups. Either way, the gripper or cup a company ultimately selects for an application depends on factors like part shape, production volume and level of part manipulation. The best gripper or cup is the one that precisely and consistently grabs, rotates and places parts without damaging them.
One Grip Fits All Industries
Effective handling of small parts is similar to throwing the perfect curve ball: Both always require the proper grip. Suppliers of grippers and vacuum cups know this, and have responded to the miniaturization trend by developing products with this capability.
“Grippers and vacuum cups always need a light tough to properly grab small parts because they’re delicate,” notes Costas Charalambous, regional manager at Zimmer Group. “This is especially important for high-volume applications where a large amount of small parts are close together and one or more need to be handled quickly.”
For one large bearing manufacturer, Zimmer’s custom solutions division recently developed a mechatronic gripper that simultaneously grabs, orients and places nine or 12 plastic races as they come out of an injection molding machine. The division also made a custom pneumatic gripper back in 2010 with dual-stroke (2 or 4 millimeters) capability for a medical-device-component manufacturer.
Looking for quick answers on assembly and manufacturing topics? Try Ask ASM, our new smart AI search tool. Ask ASM
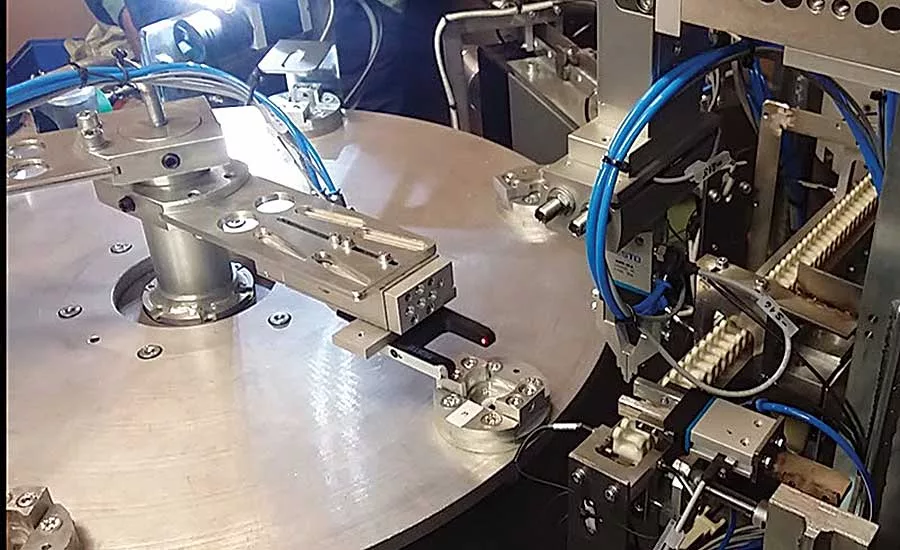
Several of Festo Corp.’s pneumatic grippers are able to handle small parts, according to Michael Guelker, product manager for pneumatic actuators at Festo. He cites an example of one plumbing parts manufacturer using Festo’s
DHTG rotary indexing table and two-finger DHPS and three-finger DHDS parallel grippers to automatically assemble water taps instead of doing it manually. Each gripper features an SME-8M sensor to verify grabbing and ensure accurate placement of all tap components at the four assembly stations and one inspection station.
Small parts can vary in weight and shape, making it even more difficult for a gripper or cup to establish proper grip. Cylindrical parts definitely present this challenge, says Kyle Kopac, applications engineer of vacuum automation at Schmalz Inc.
Recently, Schmalz worked with an integrator on a robotic system for a customer in the defense industry. The robot is equipped with an anti-static, bellowed rubber cup that grabs individual pellets from a bin and moves each one to a testing inspection station. The pellet measures 5 to 40 millimeters in diameter, weighs 0.5 to 20 grams, and is made of an explosive blended material.
“The bellows proved advantageous for this application because it wraps the cup around a curved object for proper grip and enables lifting of each pellet by interfacing only with its top surface,” explains Kopac. “The cup also allows the robot to handle different parts without having to change grippers, and each part has at least one gripping surface that was tested before integration.”
Sometimes, two adjoining small parts need to be separately lifted and positioned to join them together. These applications are best served with a gripper or vacuum cup mounted to a robot arm used with a compliance device, claims Kevin Drummond, sales and marketing director at Applied Robotics. This device compensates for fixture misalignments, positioning errors, shifting parts, and part-tolerance variances by providing the robot arm with a little give so production continues uninterrupted.
Drummond says his company’s pneumatic grippers are used by manufacturers of automotive bearings, appliance knobs and respirators. In the latter application, the manufacturer uses Tecnomors QPG pneumatic grippers in separate workcells to position small respirator filters used in mining into a fixture for inspection. Each cloth filter is wafer thin and 2 inches in diameter.
“The first cell inspects used filters from returned customer respirators. This service provides a report of what contaminants are present in the mine, and in what concentration,” says Drummond. “Cell two verifies that new filters are 100 percent contaminant-free. Any filter in either group that doesn’t pass inspection is discarded.”
Applied Robotics also offers Tecnomors OG-A pneumatic grippers with a toggle mechanism that maintains strong and stable holding force even when air pressure is lost. The two-finger grippers feature a 180-degree jaw opening that’s fully adjustable, and a finger mounting system that allows for fine adjustment of the gripping point.
Air supply is provided by either a screw or hose-free connection. Effective in tight spaces, the grippers also have integrated permanent magnets for direct monitoring of piston movement, and slots for mounting and positioning magnetic field sensors.
Markus Walderich, automation group manager at SCHUNK Inc., says consumer-products and electronics manufacturers frequently handle small parts. One consumer-products customer relies on two SCHUNK MPG-Plus pneumatic grippers to deposit pairs of curtain clips on a conveying belt. If an optical test of the clips proves negative, this information is sent to the controller, and the faulty clip or clips are deposited in a reject container.
As for electronics manufacturing, another customer quickens PCB assembly by using several MPG-Plus grippers equipped with workpiece-specific jaws. As a PCB passes by on a conveyor belt, each gripper places a different tiny component on the board. Special adapter plates enable a hose-free supply of compressed air to the grippers.
SCHUNK offers various models of electric grippers, including the EGP Speed series, designed to be just as fast as a comparable-size pneumatic gripper. The smallest model, EGP 25, features a reduced internal gear ratio that drives the jaws open or closed in 0.03 second for quick picking and placing of parts weighing up to 0.05 kilogram. Cross-roller guidance in the jaws ensure dynamic, precise and energy-efficient movement. The gripper weighs 110 grams, has a grip force of 13 newtons with a 3-millimeter stroke per finger and accepts the sensor systems used in MPG-Plus models.
Fingers on the Part
“Selecting the right fingers for a gripper is often the hardest part of creating a gripping system,” claims Patrini. “Finger design is very important, but too often overlooked. Too-heavy fingers limit speed, whereas those that are too light or thin may bend over time and lessen the gripper’s level of repeatability.”
Schwerdtle places the utmost importance on gripper finger design, according to President Kathy Saint. Founded in 1879, the company has made hot-stamping dies and tooling from millable HTV silicone since 1968, sheets of aluminum molded with various thicknesses of silicone since 1968, and custom gripper fingers made of silicone bonded to aluminum or steel since 2007.
Tiny fingers used for gripping medical devices are up to 0.125 inch wide by 3 inches long, although the silicone layer that actually grabs the part may be only 0.5 inch long. The fingers are usually screw-mounted to the gripper jaws, but can also be held in place by dowels, or slid into a slot, or magnet-mounted. Saint says the silicone is soft enough to gently grip small parts, but strong enough to provide good tensile strength, a high coefficient of friction, a low compression set (so as to not take the part shape) and handle just-made parts up to 500 F from a hot injection-molding machine.
Current customers for small-parts handling include medical-device companies (like Boston Scientific and Becton Dickerson), cosmetic and consumer-product manufacturers (including Gillette and P&G), battery makers (that grab thin, fragile films) and several university incubators that transitioned into commercial start-ups. Purchase orders range from a single custom finger to 1,000 per month.
“A while ago, one of our medical device customers was using a red silicone formulation for its gripper fingers,” explains Saint. “Unfortunately, this color caused the vision camera used in the application to see a shadow on the clear part that wasn’t there. We created a white compound for their fingers, immediately solving the shadow problem.”
DHAS adaptive gripper fingers from Festo have a wedge shape (called the Fin Ray Effect) that mimics a fish’s tail fin. Guelker says the fingers self-adapt to different shapes for smooth and flexible griping of parts as small as 6 millimeters in diameter. Introduced earlier this year, the polyurethane fingers are ideal for tight-space applications and come in three sizes (60, 80 and 120 millimeters long).
Challenges, Big and Little
There is no magic formula to picking the right gripper, but there are several factors a manufacturer can address to get the best gripper possible for an application. Guelker says the most important ones are part shape, how precisely the part needs to be gripped, and what is done to it afterwards.
“Does the application require the gripper to pick the same-size part from the same position over and over again?” asks Guelker. “Or, will it have to pick parts of different sizes from different positions? The same gripper isn’t likely to be recommended for both situations.”
To help manufacturers find the best gripping solution, suppliers offer pneumatic, electric and mechatronic grippers with different jaw movements (angular and parallel) and finger amounts (two or three). Electric and mechatronic grippers are programmable, thereby providing better control of jaw force and finger positioning. Pneumatic grippers are faster and more powerful.
“With small-part handling, it’s a good practice to keep gripper jaws as small as possible because space is usually limited,” notes Charalambous. “The jaws also should be light and made of plastic, and, if a pneumatic gripper is used, air should be run via a manifold plate for hose-less connections to keep a small installation profile.”
Manufacturers in various industries use Zimmer’s MGP-800 pneumatic parallel grippers, which are available in two- or three-jaw versions. The grippers are able to precisely handle parts smaller than a postage stamp, including tiny gears, pulleys and plastic components for medical devices. Their jaw stroke is as short as 1 millimeter, and the grabbing force as little as 1.8 pounds. Charalambous says end-users also like that the grippers are narrow enough for several to be positioned next to each other on the assembly line.
When using a cup to handle small parts, the biggest challenge is maintaining the proper level of vacuum, according to Kopac. This can be achieved by using a vacuum-level sensor in the vacuum generator and checking it daily.
Schmalz PFYN flat cups come in diameters of 1 to 200 millimeters, with the 3-, 5-, 6- and 10-millimeter sizes most commonly used for small parts. The cups are made of NBR, silicone, natural rubber, HT1, polyurethane, FPM (fluoro rubber) or anti-static vinyl.
Looking for a reprint of this article?
From high-res PDFs to custom plaques, order your copy today!





