Automation Gives Medical Device Manufacturer a Shot in the Arm
Collaborative robots help improve productivity and reduce costs.

Argon Medical Devices recently invested in collaborative robots to lower production costs and increase productivity. Photo by Austin Weber

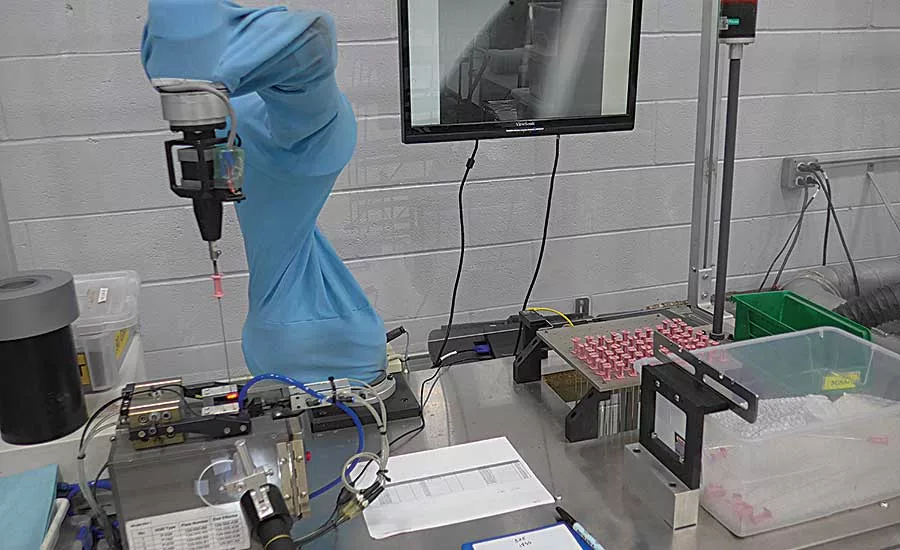
This dual-armed robot recently replaced an operator who was manually loading, unloading and checking parts that are insert molded. Photo courtesy Argon Medical Devices Inc.

An autonomous mobile robot collects and delivers material on-demand. Photo by Austin Weber


Two-thirds of Argon Wheeling is comprised of ISO Class 8 clean rooms. Photo courtesy Argon Medical Devices Inc.
Needles are one of the most basic and least glamorous types of medical devices. But, every day, doctors and nurses rely on “sharps” to administer medicine, draw blood, conduct biopsies and perform many other vital medical procedures.
To keep up with demand, Argon Medical Devices Inc. produces millions of needles and catheters every year. The 45-year-old company recently invested in state-of-the-art automation to lower production costs and increase productivity.
Argon is deploying collaborative robots and autonomous mobile robots at its state-of-the-art plant in Wheeling, IL, a northern suburb of Chicago. The 85,000-square-foot facility assembles more than 4 million needles and catheters every month.
“We invested in automation because, like any manufacturing facility, we are continually looking to reduce our costs,” says Tim Lenahan, director of plant operations. “In addition, we are looking to relieve our labor force of redundant operations so they can focus more on value-added tasks.”
In addition to the Wheeling factory, Argon Medical Devices operates assembly plants in Athens, TX, and Rochester, NY. The $225 million company was recently purchased by a Chinese company called Shandong Weigao Group Medical Polymer Co.
Argon, which is based in Frisco, TX, was founded in 1972 and quickly became a leading producer of specialty needles and biopsy supplies.
Today, Argon makes a wide variety of devices that are used for interventional procedures in hospital operating rooms and clinical settings. Its product line includes everything from syringes to fluid control systems.
Looking for quick answers on assembly and manufacturing topics? Try Ask ASM, our new smart AI search tool. Ask ASM
High-Mix, Low-Volume Assembly
Argon’s high-mix, low-volume Wheeling plant produces many different types of surgical needles and specialty catheters. The former typically account for 75 percent of production activity.
Products include angiography needles, bone needles, epidural needles, intravascular administration needles, prostate seeding needles, soft-tissue biopsy needles and spinal needles.
The plant ships more than 1 million surgical needles every month, with some lot sizes as small as 500 units. Assemblers produce more than 1,900 products that vary by length and gauge size. Argon-branded products comprise approximately two-thirds of production, while the remainder are custom-made for leading medical OEMs.
Most needles are produced from hollow, thin tubes of 304 stainless steel. One end of the tube is sharpened while the other end is inserted into a molded-plastic hub that can be connected to a syringe or other types of medical devices used by doctors and nurses.
“The size and how delicate the tips are make needle assembly challenging,” says Lenahan. “We make needles that range in diameter from 0.165 inch down to 0.015 inch. When you get to smaller sizes, the tips of the ground needle are about as thick as tin foil. Slightly touching these tips on a hard surface can damage them beyond repair.
“Basic assembly steps involve overmolding, press fitting, mating and guarding,” adds Lenahan. “Overmolding is the process of insert molding a plastic hub onto a tube or wire. This molded hub is then loaded into a machine that pneumatically press fits a handle onto the overmolded hubs.
“Next, an operator mates an inner stylet with an outer cannula,” explains Lenahan. “In the case where these needles are match-ground, it is extremely important that the exact pair which were ground together be reassembled together. After final inspection, a needle guard is added.”
Assemblers start with 10-foot lengths of steel tube and wire that’s cut to the required length. Then, the proximal (hub) end of the needle is sand-blasted with aluminum oxide.
Tips are formed on the needles either by match-grind or single-grind operations using conical grinders. If necessary, assemblers also use crimping and swaging.
Hubs are inset molded on stylets or cannulas using various plastics such as an ABS polycarbonate blend, nylon, polyethylene and polypropylene. Argon’s vertically integrated Wheeling plant builds most of its molds and fixtures in-house.
Final steps in the assembly process include cleaning to remove burrs and slivers, and electropolishing to aesthetically brighten the needle surface. Assemblers use phosphoric acid tanks, chemical etching machines, centrifuges and ultrasonic tanks.
Before needles are packaged in pouches or blister trays, they’re inspected under 10X magnification to ensure correct form, fit and function.
Automation Pays Off
To automate the Wheeling plant, Argon engineers invested in collaborative robots several years ago. So far, they have deployed six UR5 six-axis machines from Universal Robots and two dual-arm YuMi machines from ABB Robotics.
“Historically, we have focused on hard automation to automate our floor,” says Kevin Hess, senior engineering manager. “However, with the advent of collaborative robots, we have been able to automate areas which were previously undesirable for hard automation.
“These machines allow us to be flexible with the process design, which is imperative, because we have a high mix of products and small lot sizes,” adds Hess. “We can deploy the robots with limited guarding, which allows us more flexibility in using them on the plant floor.”
In departments where automation has been deployed, throughput has tripled, while scrap rates have been reduced by approximately 10 percent.
“Direct labor cost has been reduced by as much as 30 percent,” explains Hess. “This allows us to continue to be competitive in price while maintaining our superior quality.
“Through our implementation of automation, we have seen a drastic increase in productivity,” claims Hess. “We have increased capacity by 7.5 percent, which has allowed for additional growth at the facility.
“Our stretch automation plan will eventually increase capacity by 40 percent over the next five years,” Hess points out. “Automation will enable us to continue to achieve our goal of a
3 percent cost reduction year over year, which we have done at Argon for the last 10 years.”
Initially, some of Argon’s employees were leery of the collaborative robots.
“Our management team made a strong commitment to all of our employees, promising them that no one would lose their job to automation,” says Hess. “After that, employees began to embrace the robots.
“In fact, employees have named the robots,” Hess points out. “They’re even coming up with new ideas and suggestions for where we can deploy future machines.”
Argon Wheeling is currently using six UR5 robots on its assembly lines, with two more applications in development. All the processes that have been automated are fully autonomous—they require only one operator to load and unload product.
“The first robot we installed replaced an operator who was manually blowing water off needles before they are placed in a vacuum oven for final drying,” says Hess. “We chose this process because it had the lowest risk from a failure modes and effects analysis standpoint. If the parts aren’t dried completely, they just have to stay longer in the vacuum oven.”
Two robots replaced operators who were loading and unloading ultrasonic tip blasting machines.
“Ultrasonic tip blasting is a surface modification process that roughs the outer diameter of plastic tubing so it can be better seen under ultrasound,” explains Hess. “The robots allowed us to drastically simplify the machines themselves because all of the material movement is now performed by the machine. In addition, setup is done automatically. Before, it was manual and could take upwards of 1 hour.”
Another UR5 robot is used to automatically spray silicone onto needles. Previously, an operator was manually spraying the parts.
“This led to all sorts of inconsistencies, because the spray pattern was never the same,” notes Hess. “The robot utilizes a smart spray ionizing gun that delivers the exact validated amount of silicone over the same path time and time again. Scrap from poor spray coverage has been eliminated.”
Two additional robots replaced operators who were manually grinding the outer diameter of cannula tubing at the tip.
“This manual process was rather tedious, because the operator had to rotate each part as it is ground on a surface grinder,” says Hess. “The robot now automatically grinds the parts and is able to hold a minimum wall thickness of 0.001 inch on the chamfer grind.”
The YuMi application is currently replacing an operator who has been manually loading, unloading and checking parts that are insert molded.
“The robot perfectly mates to our molding machines and is able to perform all of these operator tasks,” explains Hess. “We still have development to do to make them more flexible, because of small lot sizes and a large SKU mix.
“But, eventually, we expect to have one YuMi collaborative robot for every insert molding machine,” says Hess. “We currently have 30 of those machines.”
Automated Material Handling
To automate material handling, Argon Wheeling recently acquired a MiR200 autonomous mobile robot from Mobile Industrial Robots Inc.
According to Hess, material handling was an obvious target for cost savings. Two-thirds of Argon’s plant is comprised of ISO Class 8 clean rooms where assemblers must wear gowns, hair nets and safety goggles. They must remove them any time they’re outside of the clean room transfer area.
Gowning and ungowning wasted valuable time when employees needed to transfer material from the warehouse multiple times a day.
“Employees had to take off their protective gowns, take parts bins out of the transfer area and place them on a cart, then roll the cart back and forth from the warehouse,” says Hess. “Material was batched for a few pick-up times per shift, which impacted production flow.”
The mobile robot, which Argon employees have dubbed S.P.I.R.O. (self-propelled industrial robot operator), now collects and delivers materials on-demand. It carries up to 440 pounds of material on three shelves and delivers to 10 stations in the plant.
Argon installed motion detectors on automatic doors that open for people and the robot, which is clean room compliant. The user-friendly system does not require any floor tape or guide wires to operate. Instead, six sensors ensure employee safety.
“Today, we don’t have any queueing or any batch processing, which has been a huge benefit for material movement and throughput,” explains Hess. “With the MiR200 robot, productivity has improved dramatically by allowing warehouse employees to stage materials, load the robot with material for multiple departments, and send it on missions to deliver the material automatically.
“The mobile robot has enabled us to redeploy warehouse employees and material handlers,” Hess points out. “Their time spent walking to and from the production floor is now spent on value-added processes instead. This has translated into approximately a one-year return on investment.
“We’re thinking about adding a second robot that will be deployed in our grinding and final cleaning departments,” says Hess. “We also plan to expand our automation initiative on our catheter assembly line.”
Looking for a reprint of this article?
From high-res PDFs to custom plaques, order your copy today!





