Industry 4.0 Drives Conveyor Technology
New products feature flexibility and energy efficiency

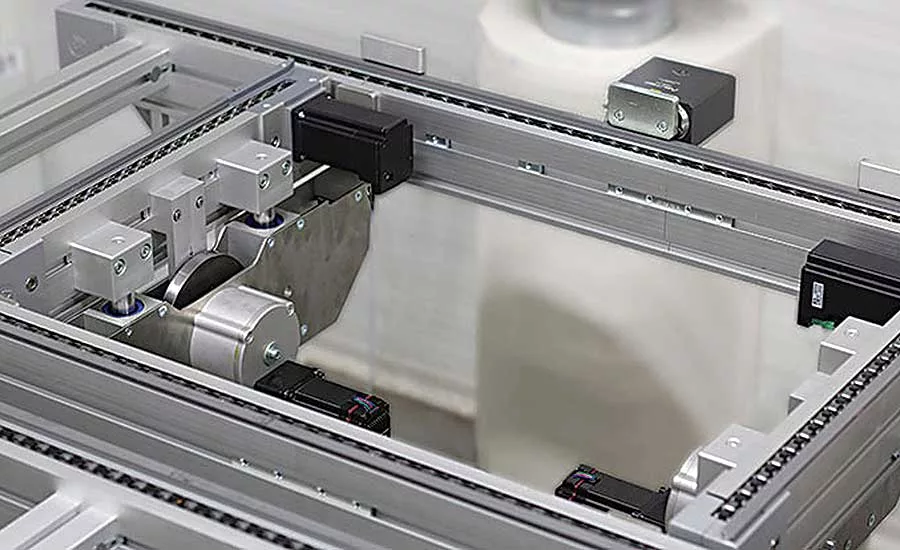
Vendors are now developing conveyors that incorporate Industry 4.0 technology. Photo courtesy Bosch Rexroth Corp.

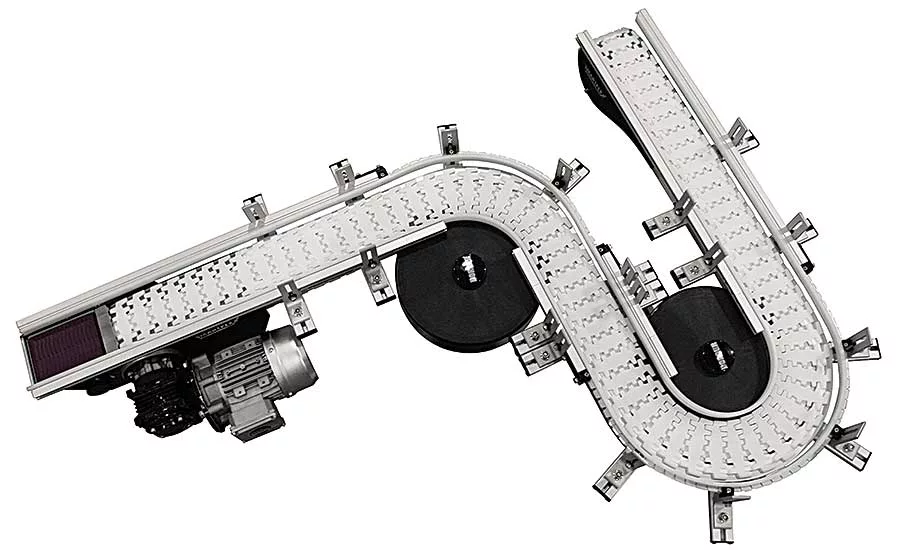
Improvements in motors, belts and gearboxes are making conveyors more energy efficient. Photo courtesy Montech Conveyors Corp.
Today, conveyors play an important role in Industry 4.0 initiatives. Photo courtesy FlexLink Systems Inc.
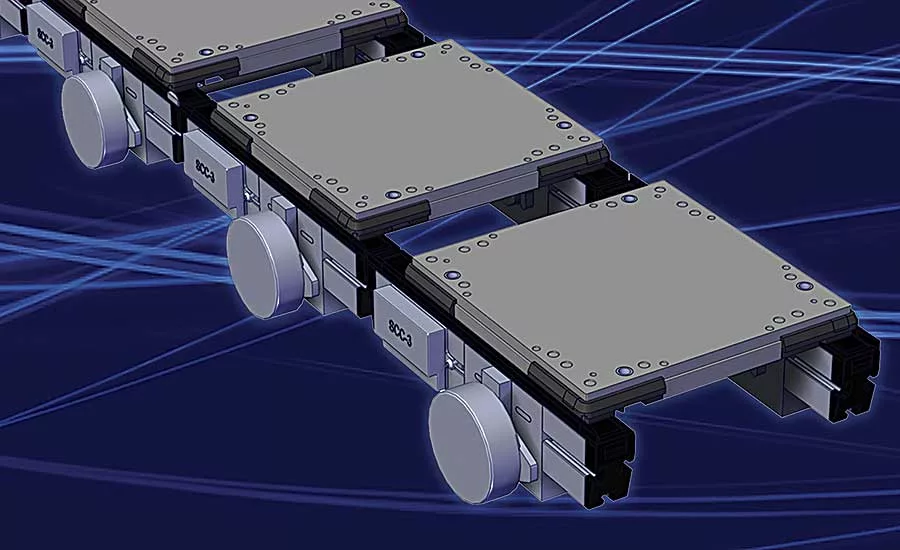
Flexible, mixed-model assembly lines are creating new roles for conveyors. Photo courtesy Dorner Manufacturing Corp.
The new ZP conveyor eliminates the back-pressure caused by accumulation. Illustration courtesy Glide-Line
Industry 4.0 is the hottest trend to hit the manufacturing world since the Toyota Production System started to transform assembly lines two decades ago. Although most of the talk about digital production systems and smart factories involves things such as augmented reality, collaborative robots or data analytics, conveyors play an equally important role.
Many vendors are developing conveyors that incorporate smart devices and embedded intelligence. As the technology continues to evolve, products now feature faster speeds, heavier payloads and greater precision. State-of-the-art belt, chain and pallet systems are also quieter and cleaner to operate.
Today’s generation of conveyors is much different than what was available a decade ago. Current trends include energy efficiency, electric actuation and predictive maintenance.
“The conveyor is a critical part of a smart automation system,” says Mark Dinges, product manager for assembly technologies at Bosch Rexroth Corp. “If we look at the mechanical parts of a conveyor, there’s not much new from an Industry 4.0 perspective. What’s worth noting, however, is that both nonsynchronous and manual assembly conveyors have been involved in multivariant assembly systems for years, without the fancy name.
“If we look at the whole system and include sensors, controls, radio-frequency identification, and other data-transfer and communication devices, conveyor systems are the backbone of Industry 4.0,” notes Dinges. “Possible benefits include predictive maintenance, self-tuning and optimizing of systems through machine learning algorithms, and track and trace.”
“Orientation of parts is huge in many systems today,” claims Stacy Johnson, director of marketing and strategic planning at Dorner Manufacturing Corp. “Often, applications call for a part to be positioned in a specific way, in an exact location on a conveyor readied for the next step in the process.
“These are rapid-fire actions and the conveyor needs to perform as expected to meet the applications’ demands,” Johnson points out. “Being able to successfully sync up with robotics and other motion control systems to maximize output is standard in conveyors today, and a key difference in the conveyors from past generations.”
Looking for quick answers on assembly and manufacturing topics? Try Ask ASM, our new smart AI search tool. Ask ASM
“Ten years ago, conveyors were largely mechanical and pneumatic, with little to no feedback available,” adds Jeff Jones, general manager at FlexLink Systems Canada Inc. “Today, conveyors are much safer, smarter and quieter.”
One of the latest changes is to remove pneumatics and replace it with clean, reliable all-electric actuators. That enables many conveyors to operate at a noise level of 75 dBa or lower
“This removes the need for costly factory air and reduces the cost of ownership,” explains Jones. “Additionally, it provides the possibility of information feedback on the overall health of the system, which allows easy anticipation of upcoming maintenance.
“Conveyors have become an essential component of the manufacturing process and not an afterthought that provides transport only for products,” says Jones. “And, they play an important role in Industry 4.0 initiatives.
“Smart factories are developing conveyance systems that can make smart decisions that track, sort, merge and accumulate product,” claims Jones. “Conveyors are the link to all of the manufacturing equipment and cells. So, they can provide all necessary information to track overall equipment effectiveness (OEE) and key performance indicator data.”
Mixed-Model Assembly
As production systems become increasingly complex today, conveyors are playing an important role. Demand for mixed-model assembly lines is creating new roles for conveyors and new challenges for manufacturing engineers.
“There’s an ongoing drive toward flexible, high throughput conveyor systems,” says Neil Bentley, product marketing manager at MagneMotion, which recently was acquired by Rockwell Automation Inc. “Historically, conveyor systems were typically optimized for high throughput of a single product type, or designed to handle a variety of product types at the expense of throughput and long changeover times.”
To respond to this, traditional conveyor manufacturers are incorporating smart components, such as controllers, drives, motors and sensors, to enable new features and capabilities.
“Flexible, mixed-model assembly lines are the new norm,” notes Bentley. “Single-purpose lines where the slowest process and largest assembly station define (or limit) the entire assembly process and machine size are becoming less prevalent.”
According to Bentley, many assembly line conveyors now incorporate several features, such as an ability to:
- Track and trace each unit in order to properly process it.
- Quickly scale up existing production, as well as new products.
- Easily diverge and merge products from different paths to enable parallel processing and unique process sequences.
- Support extremely fast changeover times.
“Flexibility is really the name of the game when it comes to assembly applications today,” adds Johnson. “Companies are looking to get more from their machinery and equipment to meet changing applications.
“With sleek, low profile designs, faster, accurate performance and small footprints to fit into tight spaces, today’s conveyors contribute greatly to improving the performance and efficiency of the whole system,” says Johnson.
“When customer demands change and product cycles end, assembly lines need to be flexible to accommodate different applications,” Johnson points out. “The supporting conveyor system needs to be just as flexible.”
Because time-to-market windows and lead times continue to shrink, many manufacturers are now looking for more pre-assembled and modular conveyance solutions.
“As system layouts and product assemblies become more complex, [engineers] are expecting customized product solutions to meet these requirements,” says Dinges. “It’s very rare today to have a conveyor application that’s constructed entirely from catalog-level modules and components.”
“It’s no longer as simple as applying one media, such as a belt, to an application,” explains Dinges. “Many [engineers] fine-tune their system by combining a specific conveyor profile, guide rail system and media, which is then coupled with different workpiece pallet types and a large selection of complementary conveyor modules, all of which are available unassembled or pre-assembled.”
The end-result is a highly customized conveyor that’s designed to meet specific application requirements, cycle times, environmental needs and personal preferences.
What’s New
Today, manufacturing engineers can choose a wide variety of new conveyors that feature state-of-the-art technology.
At the ASSEMBLY Show in Rosemont, IL, last fall, FlexLink introduced a new twin-track pallet-transfer conveyor for heavy loads. Designed to be durable and energy-efficient, the modular conveyor promises to help assemblers gain up to 10 percent more production time at cycle times of 1 minute. The unit is also Internet-connected, so engineers can collect a variety of data about their assembly processes.
“The conveyor was especially designed for the automotive industry,” says Jones. “This system will allow for extremely heavy parts to be transported on pallets while using all electrical devices. It can be associated with our new production monitoring software, which will provide all of the data for OEE and predictive maintenance.”
Dorner’s latest product update is the 2200 Series precision move pallet system, which is now available with several new features including heavy-load corners.
“This design allows the conveyor to carry pallet loads up to 70 pounds around 90- or 180-degree corners, effectively providing loop capacity for larger, heavier pallets,” says Johnson. “Additionally, pallets can be accumulated in the corner, an advantage not typically seen in most systems. Pallet widths have also been expanded to 640 by 640 millimeters to handle heavier loads.
“The new tight transfer 180-degreee corner creates a loop with only 135 millimeters between main run conveyors,” adds Johnson. “This cost-effective option eliminates the need for other transfer devices, while maintaining pallet orientation through the loop.”
Bosch Rexroth is in the process of rolling out a new series of Industry 4.0 products dubbed ActiveSuite. Included in this offering is a new conveyor called ActiveMover.
“ActiveMover is a linear-motor based conveyor system,” says Dinges. “Compared to classical pallet-based conveyor systems, [what makes it unique is its] speed (up to 150 meters per minute), acceleration (up to 4g), precision (±0.01 millimeter) and reversing capability. It’s also designed for asynchronous and synchronous operation.”
Montech AG recently opened Montech Conveyors Corp., a new office and assembly facility in Huntersville, NC, to serve U.S. customers of its modular belt conveyor systems.
According to Gianluca Aloisi, director of sales, Montech’s products now feature new and improved 24-volt motors, belts and gearboxes that make the conveyors more energy efficient. “We’ve done a lot of research to develop the best combination possible,” he explains. “For instance, our motors now use four times less electricity than they did 10 years ago.
“Our focus is on energy consumption and ease of use,” says Aloisi. “The motors for our TB30 and TB40 belt conveyors, and the LT40 transfer system, feature energy-efficient drives. They not only meet the new European Union IE3 efficiency standards, but they are significantly better than the IE4 standard that is planned for the future.”
MagneMotion’s newest product is the MagneMover LITE, which is designed for assembly applications under 10 kilograms. “It’s based on independent cart technology, which enables completely independent control of conveyed items unlike traditional belts, pallets, rollers and other positioning systems,” claims Bentley.
“MagneMover LITE excels at flexible, mixed-model assembly lines, as well as single-purpose high throughput lines,” Bentley points out. “It is a modular, easy-to-use intelligent conveyor system that’s used in a wide range of industries, such as automotive and electronics.
“The system seamlessly and easily handles thousands of independent carts across a complex conveyance network,” adds Bentley. “Each cart is continuously tracked and is controllable. Programming is destination based. Auto-queuing, anti-collision and route planning are done by the system.”
Glide-Line recently introduced the ZP zero-pressure accumulation conveyor for automated assembly. With traditional conveyors, there is often back-pressure from upstream pallets bumping into each other and stacking up. This can compromise product integrity and quality.
In addition, the drive motors run continuously, regardless of actual conveying requirements. This causes extra friction and unnecessary wear and tear on the entire system, including the bearings, belts and motors. It also wastes energy.
The new ZP conveyor eliminates the back-pressure caused by accumulation. With this conveyor, the drive motors only run when a product approaches. The conveyor automatically maintains a gap between products, so no back pressure is created.
Each accumulation zone is powered by a 24-volt brushless motor and can handle loads up to 200 pounds. The motors are daisy-chained to each another, and each motor has its own driver card.
In-Floor Innovation
Heavy-duty conveyors typically used to assemble cars, trucks, tractors, construction equipment and other types of vehicles are also evolving.
SI Systems LLC recently unveiled a pitless-drive towline conveyor system that eliminates the need to design, dig, form and pour extra holes on the factory floor. Traditionally, that’s been one of the drawbacks of using in-floor chain conveyor systems.
“Historically, towline systems required a poured pit to house the chain drive and the chain take-up,” says Jim English, applications engineering manager at SI Systems. “The pitless drive is self-contained in a steel box that allows it to be installed with minor excavation and no pit requirement.”
The Pitless drive’s take-up does not require a pit and installs in a 6-inch deep trench. By not having to form pit walls, the installation saves a considerable amount of time, labor and cost.
“The take-up installs in the normal trench that is required for the other towline components,” explains English. “Avoiding pits makes installation easier and allows maintenance to be performed from floor level.”
Another recent innovation is the denimove conveyor from Denipro AG. The low-profile system, which consists of plastic modular belts, functions as a worker-rider belt and skid conveyor.
The low-profile system was first installed on a Volkswagen assembly line in Wolfsburg, Germany. Another conveyor recently debuted in the body shop of a Japanese automaker in Indiana.
“The motor is integrated into the driveshaft and doesn’t jolt,” says Michael Thoma, an applications engineer at Bastian Solutions Inc., a material handling systems integrator that was involved with the U.S. application. “The modular belt doesn’t slide, but moves on roller bearings, so abrasion and maintenance is reduced to a minimum. It also enables higher load carrying capacity, due to minimal friction.
“This rolling friction also saves up to 50 percent in energy consumption,” claims Thoma.
“We are able to power a single conveyor on two 48-volt servomotors, which reduces operating costs. The belt always stays tensioned, allowing assemblers to walk without risk of a tripping hazard.”
Looking for a reprint of this article?
From high-res PDFs to custom plaques, order your copy today!








