Assembly Plants at the Forefront of Industry 4.0
The Future is Now








Factories of the future will feature advanced technology, such as additive manufacturing, artificial intelligence, augmented reality, data analytics and digital twins. While many manufacturers are still ramping up their Industry 4.0 initiatives, several assembly plants are already at the forefront. They are embracing the Fourth Industrial Revolution and reaping the benefits.
The World Economic Forum (WEF), in collaboration with McKinsey & Co., recently created a list of the most advanced factories on the planet. These “lighthouses” were selected from a survey of more than 1,000 manufacturing sites based on a successful track record of implementing state-of-the-art production technology in ways that have driven financial and operational impact.
Each of the 16 facilities is a “beacon” of technology and innovation in 21st century manufacturing. The majority of the plants are located in Europe, while five are in China and only one is in North America. Many of the factories in China are owned by German companies. However, no matter where they’re located, all of the lighthouses share three common characteristics: connectivity, intelligence and flexible automation.
“This select group of manufacturing sites represent the leading edge of adopting technology at scale,” says Helena Leurent, head of the WEF’s Shaping the Future of Production Systems Initiative. “Our efforts to create a learning platform, with the lighthouses as the cornerstone, are part of the giant leap needed to capture the benefits for the larger manufacturing ecosystem.
“These sites serve as beacons for the world, exemplifying the type of production approach that can drive the next engine of global economic growth,” claims Leurent. “They demonstrate how forward-thinking engagement of technology can create a better, cleaner world through new levels of efficiency in manufacturing.”
“The Fourth Industrial Revolution is real,” adds Enno de Boer, global head of manufacturing at McKinsey. “These pioneers have created factories that have 20 percent to 50 percent higher performance and create a competitive edge. They have agile teams…that are rapidly innovating on the shop floor. They are thinking scale, acting agile and resetting the benchmark.
“Lighthouses have been able to put a lot of important enablers in place, such as the right data, IT and people models, to drive transformative change,” explains de Boer. “Through the use of digital technologies, including flexible automation and collaborative robotics, these manufacturers set industry benchmarks.
Looking for quick answers on assembly and manufacturing topics? Try Ask ASM, our new smart AI search tool. Ask ASM
“One thing that all of these facilities have in common is that they focus on augmenting the operator and empowering the workforce,” de Boer points out. “Technology is used in a very human-centric way. It allows operators to do what they do best while enabling better output, quality and safety.
“These factories also focus on democratizing technology,” says de Boer. “Operators can create their own apps and digital tools without any coding skills or long, cumbersome IT projects.
“In the future, manufacturing will become a very exciting workplace, because of the convergence of great new technologies,” predicts de Boer. “I envision a renaissance of manufacturing, especially when it comes to attracting the next generation of talent.”
Following is a brief profile of several factories around the world that are showcases of Industry 4.0 technology and smart manufacturing.
BMW Regensburg
Regensburg, Germany, is a city in Bavaria famous for its well-preserved medieval buildings and streets. It’s also home to one of the most modern automotive assembly plants in the world. The 33-year-old BMW facility, which produces the 1 Series and 3 Series sedans, built more than 300,000 vehicles in 2018.
BMW’s digital manufacturing strategy is based on three pillars: focus on effectiveness, the right mindset and easy access. All digital use-cases deployed must serve to further improve its production processes in terms of quality, cost and productivity, benefitting from easy access to technology while adhering to a culture of cooperation.
By using the custom BMW Internet of Things (IoT) platform, the Regensburg plant cut the time needed to deploy all new applications by 80 percent. That led to a significant reduction in logistics costs and a 5 percent reduction in quality issues.
“Employees [use] a wide range of digital tools and accessories that they can combine to create their own plug-and-play solutions,” says Christian Patron, head of innovation, digitalization and data analytics at BMW Group. “It’s an approach that keeps people firmly in the focus of value creation and offers them even more scope to shape their own workstations.
“The digitalization of the BMW Group Production System is largely taking place in the fields of innovative automation and assistance systems, additive manufacturing, data analytics and smart logistics,” explains Patron.
Currently, more than 3,000 machines, robots and autonomous transport systems are connected with the BMW IoT platform, which is built on Microsoft Azure’s cloud.
Data analytics plays a key role in day-to-day operation of the Regensburg plant.
“Smart data analytics is setting new standards for our production system,” claims Patron. “By combining the experience of our staff with new possibilities for efficient processing of large data volumes, we are able to create accurate forecasts and proactively optimize processes. This speeds up continuous improvement of our production system in line with the basic principles of lean [manufacturing].
“Results from intelligent data analysis make an effective contribution toward improving quality in all areas of production and logistics,” explains Patron. “Data-driven improvements to processes and systems help reduce lead times and lower costs.
“The speed with which new solutions can be implemented is increasing significantly,” Patron points out. “At the same time, new IoT sensors, combined with cloud and big data technologies, are reducing the technical complexity and implementation costs involved.”
BMW engineers use data analytics technology to monitor and analyze all bolted connections that relate to vehicle safety. As part of its preventive quality strategy, the automaker has developed algorithms that analyze joints in more than 3,200 assembly systems.
“Recording and analysis of bolting process curves provide accurate feedback on the quality of bolted connections,” says Patron. “The program can recognize different types of faults and show possible sources of errors in a cause-and-effect diagram.
“Analysis of bolting process curves also provides important insights for systematic monitoring of [fastening] systems and parameters, such as tightening torque,” adds Patron. “When implemented quickly, these findings create a closed loop of continuous improvement.
“In many cases, purely manual analysis of bolting process curves would only result in a finding of ‘acceptable’ or ‘not acceptable,’ without identifying the cause of errors or highlighting potential for improvement,” claims Patron.
“When it comes to smart data analytics, we pursue a clear strategy of getting the data as close to the people in the operational process as possible,” explains Patron. “This is primarily about data lakes that are fully accessible to the specialist departments, analytics tools in self-service solutions and hands-on data visualization. Analytics can only be effective if we have actionable insights.”
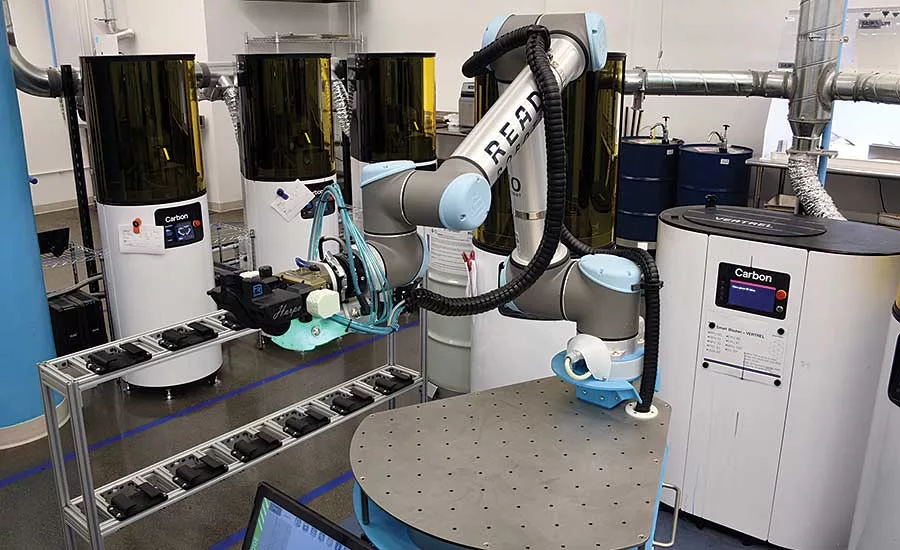
Fast Radius
Only one lighthouse facility cited by McKinsey and the WEF is located in North America. It’s Fast Radius Inc., a Chicago-based additive manufacturing company that specializes in production-ready parts.
Fast Radius mass-produces plastic and metal parts for customers in a wide variety of industries, including automotive, aerospace, consumer goods and medical devices. Its customers range from Husqvarna to Steelcase.
“Manufacturing is important not just for the things that it makes, but for the things that it makes possible,” says Lou Rassey, CEO of Fast Radius. “We feed, power, connect and advance the world with the things we make. We now have new and powerful tools at our disposal to make new things possible.”
Rassey and his colleagues developed a proprietary operating system that drives real-time analytics and orchestrates design, production and global fulfillment for its diverse customers.
“We do not think of ourselves as a service bureau,” explains Rassey, a mechanical engineer who formerly worked at Chrysler. “We’re an industrial-grade manufacturing partner that helps companies across the product life cycle. We help them discover applications for additive manufacturing that make sense for their business.
“Additive manufacturing has now crossed the tipping point,” claims Rassey. “It’s gone from a low-volume prototyping tool to a high-volume process that can mass-produce parts of a caliber that can be bolted onto a plane or attached under the hood of a car.
“The quality and reliability of materials now meet many of the specifications that are required,” adds Rassey. “In addition, the economics of additive manufacturing make sense today. It is now rivaling or exceeding the economics of legacy production methods.”
According to Rassey, additive manufacturing is part of a broader set of innovations that fall under the Industry 4.0 umbrella, such as data analytics, digital design and simulation.
“Additive manufacturing brings tangible value to companies, such as the ability to make parts with complex shapes and geometries,” says Rassey. “It enables customization and small-batch production in a way that’s much more economical than legacy methods.
“There’s also speed of innovation,” Rassey points out. “Companies can get parts made the same day and bring products to market faster. There’s no need to wait weeks to get injection-molded parts made.
“In addition, there’s no need for companies to store physical parts or keep large amounts of inventory,” notes Rassey. “They can store parts virtually in the cloud and produce them on demand when and where they’re needed. That can have a dramatic impact on supply chain cost and efficiency.”
Fast Radius recently formed a strategic partnership with UPS that enables additive manufacturing to “unlock the 4th modality of logistics,” says Rassey. “In addition to moving parts by ground, air and sea, we now have a fourth mode of transport that can move parts around the world through the Internet. This enables companies to store virtual inventory that complements traditional physical inventory.”
An advanced operating system enables Fast Radius to collect and analyze data at every step of the manufacturing process, including raw materials, formulation, environmental conditions, machine settings and parts fabrication parameters. It also captures downstream data related to post-processing and parts inspection.
“We create a digital thread that enables us to gain insight on what causes variability and to continuously improve every part that we make,” Rassey points out. “The operating system also enables flexibility on the factory floor, such as scheduling and staffing requirements.
“By putting together a suite of Industry 4.0 technologies, we’ve been able to create a business that is capital efficient and can scale up as demand grows,” claims Rassey. “That’s one element of today’s new digital manufacturing world that is exciting. It’s a much more agile footprint than in the past. Factories can now be extremely flexible, with capacity easily added as needed.”
Phoenix Contact
Another company at the forefront of Industry 4.0 is Phoenix Contact, a leading manufacturer of circuit breakers, connectors, modular electronics housings, signal conditioners, surge protectors, terminal blocks, and other industrial components and interconnection products.
Plastic injection molding equipment is used to produce complex parts that need to be ready in ever shorter time frames due to the increasingly customized nature of the end products. To address that challenge, Phoenix Contact’s main plant in Blomberg, Germany, is a leader in applying cutting-edge technology such as digital twins. By creating digital copies of each customer’s specifications, production time has been cut by 30 percent.
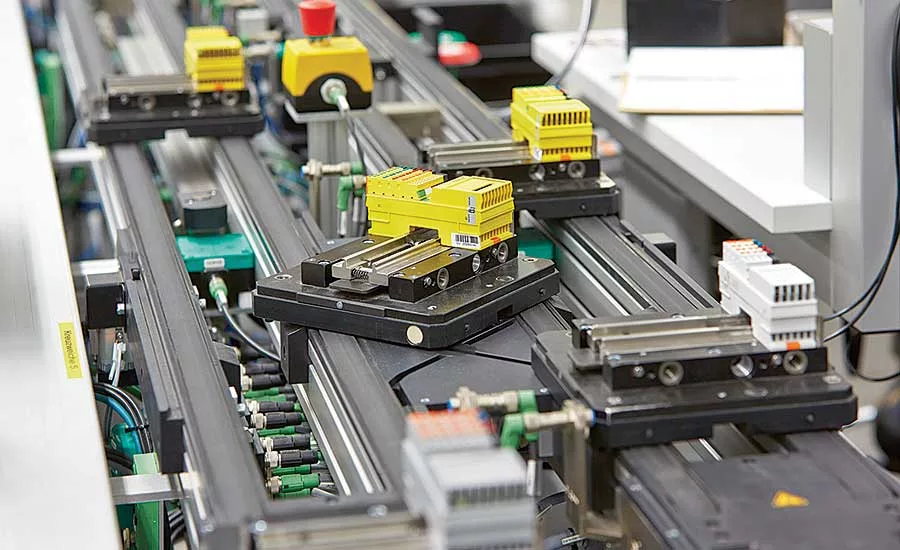
The company’s Axioline input-output modules are produced in a batch size of one using a fully automated process. With an ever growing number of variants, Phoenix Contact relies on Industry 4.0 technology to produce these modules economically.
“Intelligent mechatronic systems communicate across different locations and companywide using network infrastructures,” says Anja Moldehn, senior project manager for Industry 4.0 at Phoenix Contact. “Only standardized and open interfaces are used for this Ethernet and Internet-based communication network. It provides the basis for flexible, self-optimizing production processes.
“As soon as the material is on the workpiece carrier, a connection is established to the higher-level system via an RFID tag,” explains Moldehn. “The circulation system, which can be extended as desired, enables the flexible networking of all conceivable production resources to form a single manufacturing system.
“The workstations, assembly machines and test cells required for the manufacturing process can be easily connected,” Moldehn points out. “This requires uniform interfaces, as well as autonomous control of the basic processes. It enables the simultaneous production of different variants.
“Adaptive behavior strengthens production to handle any kind of disturbance and provides flexibility for maximum efficiency,” says Moldehn. “There is no central controller; instead, there is intelligent collaboration. Distributed controllers adapt independently to processes, equipment and devices.”
Because of Industry 4.0 technology, complex production processes are easier to manage and optimize. As a result, Phoenix Contact can now produce batch sizes of one at the same low cost as traditional mass-production processes.
“Innovative connection technologies and plug-in installation systems reduce costs and assembly times through quick and error-free wiring,” adds Moldehn. “To address this, we developed push-in connection technology. Solid conductors or conductors with ferrules can be directly contacted without any tools.
“The special spring profile enables manual or automatic insertion of conductors with ferrules starting at 0.34 square millimeter,” claims Moldehn. “The spring is easily opened by means of the push button without direct contact with live parts.
“This time-saving conductor connection makes wiring quick,” says Moldehn. “Low insertion forces make wiring significantly easier.”
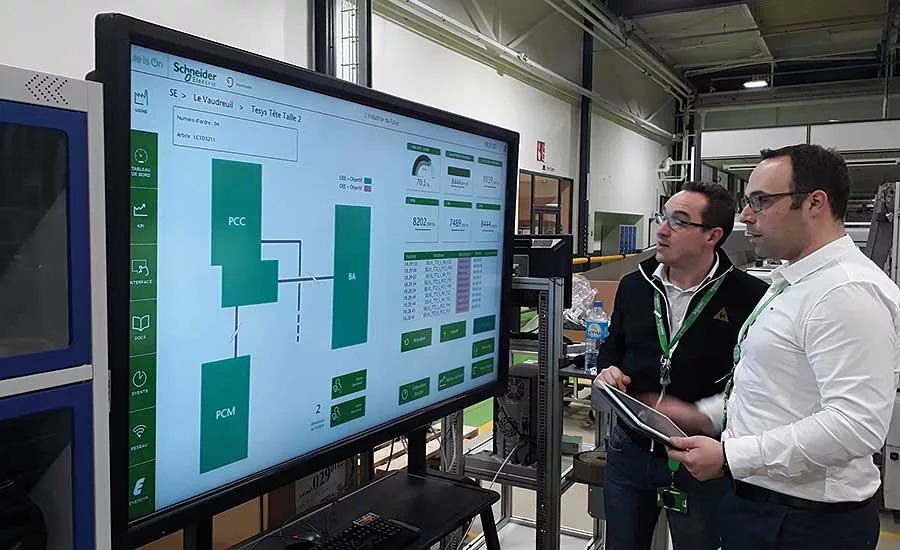
Schneider Electric
Schneider Electric’s factory in Le Vaudreuil, France, is the company’s flagship for Industry 4.0 technology. The 44-year-old facility assembles a wide variety of products, including drives, speed starters and high-intensity silver contacts.
The plant serves as a showcase for Schneider Electric’s EcoStruxure technology. EcoStruxure is an IoT-enabled open, interoperable system architecture and platform that combines a three-layered approach of connected products, edge control, and apps, analytics and software.
Schneider Electric engineers have deployed digital tools such as augmented reality to empower operators at the Le Vaudreuil factory to gain visibility into operations, maintenance and energy use. The initiative has helped reduce maintenance costs by 30 percent, while increasing overall equipment efficiency by 7 percent. Employees diagnose equipment anomalies and breakdowns via mobile tablets.
“Le Vaudreuil represents the factory of the future for Schneider Electric,” says Luke Durcan, director of EcoStruxure at Schneider Electric. “It applies our tailored, sustainable and connected approach, which integrates years of lean methodologies, process and people expertise with the cutting-edge technologies now available through EcoStruxure.”
The Le Vaudreuil production line has been 100 percent automated. Using augmented reality, operators can analyze data and address issues, making interventions safer and reducing diagnostic time. Sensors allow for predictive maintenance, and cybersecurity has been enhanced through the addition of a data bunker.
“The digital transformation of Le Vaudreil has made us more sustainable, more flexible in meeting customer demands, more strategic and more attractive to the next workforce generation,” claims Durcan.
The plant uses state-of-the-art technology to improve productivity and streamline operations. For instance, a manufacturing execution system connects, collates and models various systems and physical assets.
“This provides us with real-time insight into the factory’s performance across all categories, such as quality and safety,” says Durcan. “It enables predictive maintenance and optimizes uptime, while ensuring equipment lasts longer.”
“Thanks to digital twin software, we have a 3D virtual reality model of the entire factory to use in testing and validating new innovations, which is then used to train our operators so they see how their day-to-day work will change,” adds Durcan. “Being able to rely on a common digital system facilitates knowledge sharing and drives productivity.
“The combination of automated guided vehicles and our strong lean management [system] has optimized material flow throughout the facility,” Durcan points out. “Collaborative robots have taken over repetitive tasks, allowing operators to reallocate their time and skills to tasks with higher value-add.
“Advanced data analytics empower the workforce to make better decisions that impact the business on a greater scale, which ultimately helps boost employee satisfaction,” claims Durcan. “Today, our business requires new skills and employee reception has been very positive thanks to training and opportunities to work differently.
“Technologies like mixed reality and digital twins allow workers to troubleshoot issues or test machinery upgrades without lifting a screwdriver or getting near dangerous machinery,” explains Durcan. “These small evolutions are showing already that with digitization, we will be able to reduce risk, be more responsive and work differently at the plant level, while driving more profitability and efficiency at the organizational level.
“Digital infrastructure in manufacturing has been an evolution over several decades, but we now have the tools to manage factory optimization strategies at the scale and speed to take a real-time approach to asset management and process optimization,” says Durcan. “The future of manufacturing is more connected, efficient and sustainable—with a more empowered and engaged workforce.”
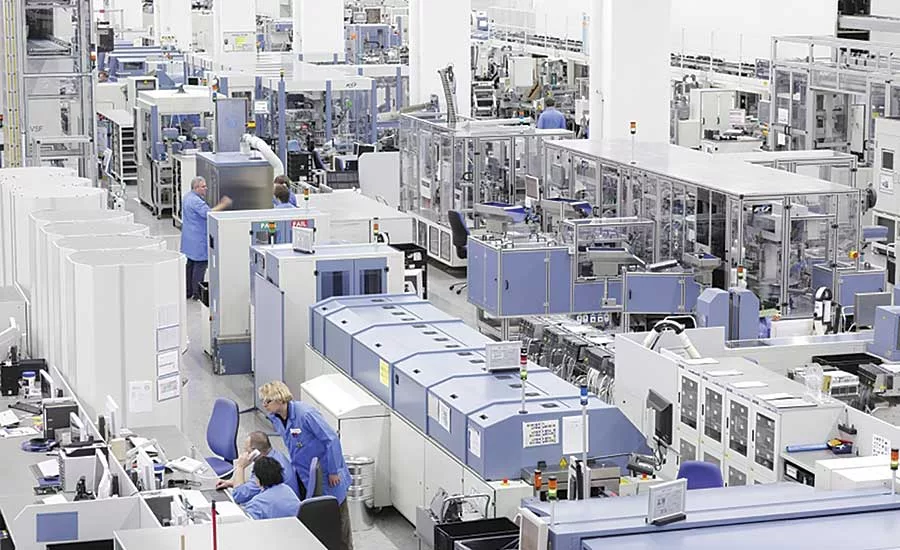
Siemens Chengdu
Chengdu, China, is one of the fastest-growing cities in the world. It’s also the location of a state-of-the-art Siemens Industrial Automation Products plant that produces industrial PCs and programmable logic controllers.
At the six-year-old facility, all production activity is recorded, monitored, analyzed and optimized entirely by digital means. Since 2013, the plant has increased its productivity by 20 percent annually. It also boasts a process quality rating of 99.999 percent, with a range of testing stations picking up the very small number of errors.
“[We have] implemented production automation, material flow automation and information flow automation,” says Li Yong Li, plant manager. “[The plant] has grown to be a role model for the future of manufacturing in terms of speed, flexibility, quality, efficiency and security.”
The Chengdu factory is a clone of Siemens’ flagship plant in Amberg, Germany.
“We mapped the processes from the Amberg plant to Chengdu on a one-to-one basis,” explains Gunter Beitinger, who is responsible for the digital operation of both facilities. “From its machinery and software tools to its manufacturing execution system, which records and controls every aspect of the production process from start to finish at a virtual level, the equipment in Chengdu is designed on the same principles and processes as the equipment at the Amberg factory.
“The recipe for success in Germany works just the same in China,” explains Beitinger. “For example, if a robot is soldering an assembly onto a PCB, our systems first check whether the part works properly before it is taken any further.
“We check each process step and each component for quality and use intelligent algorithms to do so,” claims Beitinger. “The result is process stability combined with high quality. In many factories in China, however, quality checking happens only at the end of the manufacturing process, which results in a lot of waste.”
In addition to the Chengdu facility’s high levels of automation and quality control, all production processes are digitally recorded. Software is fed with 10 million pieces of data every day. This is used to manage production processes and ensure quality. Production data flows directly back into manufacturing processes via digital factory PLM software.
“Central to this process is digital twin technology,” says Beitinger. “These virtual representations of products and production processes [enable us] to create holistic models of products and their life cycles. This, in turn, allows thorough optimization with respect to key factors such as speed, flexibility, product quality and data security.”
Looking for a reprint of this article?
From high-res PDFs to custom plaques, order your copy today!







