Troubleshooting the Dispensing Process
Advanced machines help manufacturers flawlessly and consistently dispense a wide range of materials
Taken literally, the terms “accurate dispensing” and “dispensing with accuracy” are not interchangeable. In practice, however, manufacturers and their machine operators know that the words describe the same desired result: Dispensing an exact amount of material, at a specified location, on a repeatable basis.
Unfortunately, one or more of these actions often do not occur in real-world dispensing. This happens either because the proper material or equipment wasn’t selected for the application, or the material or equipment isn’t performing as it should.
Nordson EFD focuses solely on providing the best dispensing equipment for each application, and has since 1963. Recently, the supplier helped an automotive manufacturer overcome problems related to dispensing urethane and a solvent-based primer sealant to windows, windshields and sunroofs.
Previously, the manufacturer applied the sealant with a felt tip attached to a robot arm. The sealant was fed through tubing from pressurized tanks and applied in 20-millimeter-wide beads to seal the edges of rear vehicle windows that remain closed. The urethane, in contrast, was dispensed from a valve in 4-millimeter-wide beads on windshields and sunroofs.
“Applying the expensive sealant with felt created a lot of dripping and excess fluid because they couldn’t control the amount being dispensed,” explains Tom Muccino, sales manager at Nordson EFD. “As a result, the operator had to wipe it off after each application. The cost of the fluid waste and rework led the manufacturer to seek a cleaner and more consistent process. As for the urethane, the dispense valve often clogged and caused too much downtime for maintenance.”
To lessen the amount of primer used and create a cleaner, higher quality product, Nordson recommended the company mount a 752V valve to the robot arm. This setup cut primer usage in half and improved dispensing accuracy and repeatability. It also increased the number of finished parts completed daily and significantly lessened cleanup after each application.
To seal windshields and sunroofs, the manufacturer uses a 736HPA valve. It does not clog, reduces waste by minimizing premature curing and actually costs less than the old valve.
Looking for quick answers on assembly and manufacturing topics? Try Ask ASM, our new smart AI search tool. Ask ASM
Like many companies, this automotive manufacturer is enjoying the benefits of trouble-free and consistent dispensing. It understands the importance of selecting the best dispensing method, material and equipment for each application. Equally important, the company can choose from an increasing number of advanced dispensing systems and adhesives specifically formulated for today’s unique assembly challenges.
Material Considerations
The types of materials that manufacturers dispense for assembly applications include adhesives, sealants, coatings, primers, lubricants, threadlockers and thermally conductive gap fillers. They are formulated with a base polymer of epoxy resin, acrylic, urethane, polyurethane or silicone, and cure upon exposure to light (UV or visible), heat, moisture or air.
“Factors like rheology, chemistry and mix ratio must be carefully considered when selecting a material for dispensing,” explains Barry Siroka, business development manager at EpoxySet Inc. “The rheology of one- and two-part materials is crucial. Newtonian materials, for example, are totally free-flowing and may need to be suck-backed in between dispensing cycles to prevent dripping.”
As for chemistry, Siroka says that certain epoxies (e.g., most imidozale curing agents), cannot be mixed in large quantities. A large reservoir, containing hundreds of grams of this material, is susceptible to an exothermic chemical reaction that releases energy by heat that causes material to gel and smoke before being dispensed. He recommends a reservoir of 25 to 30 grams. Exposing certain materials to sodium and water can also result in heat generation and unintended premature reactions.
Fillers in dispensing materials can present problems as well. Abrasive fillers can wear away the aluminum parts of dispensing equipment. If those microscopic metal particles mix with the adhesive, it can adversely affect the dispensing process.
“Achieving proper mix ratio is always a big challenge, especially for many two-part epoxies, urethanes and silicones,” notes Siroka. “If the viscosity difference between the resin and hardener is too wide, one material will run out too quickly and the other too slowly, and proper mixing won’t be possible.”
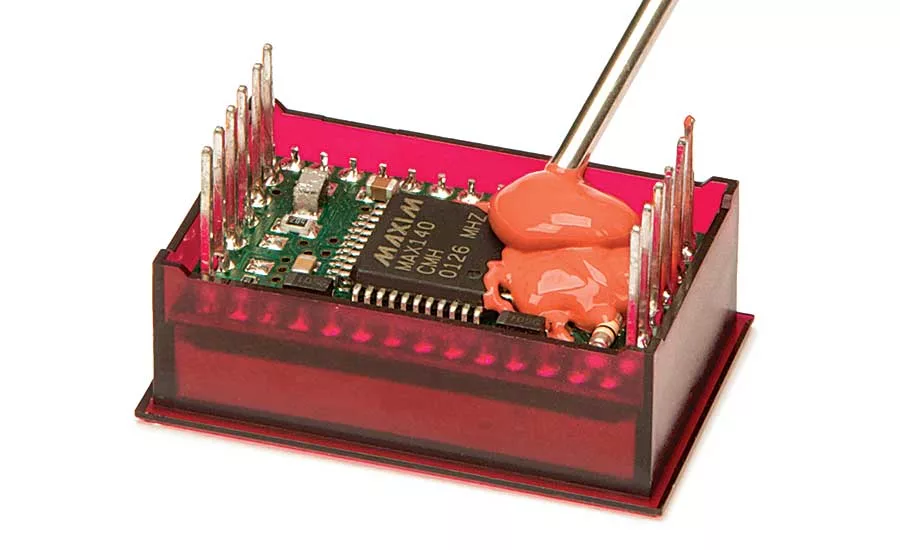
EC-1015 from EpoxySet is a two-part thermally conductive compound designed for potting, encapsulating and casting applications where performance at continuous operating temperatures up to 180 C is required. It contains an electrically insulative and high-dielectric polymer that resists chemicals. In addition, its low coefficient of expansion and cure shrinkage minimizes stresses during cure and temperature cycling. The epoxy is black in color, heat cures with an 8-hour work time and can be cured as low as 100 C. Common applications include protecting motors, coils and electronic components.
Another two-part epoxy from the company is EB-135, with a medium-viscosity formulation. It also offers low stress after cure (heat or room temperature) even when temperature cycled down to -55 C. The epoxy has been tested and approved by NASA, according to ASTM E-595-07, and is also good for fiber-optic terminations and electrical applications.
“Manufacturers are increasingly using servo-controlled pumps and digital controllers to ensure the proper ratio mix of two-part materials during dispensing,” says Edgardo Rodriguez, sales and marketing director at Hernon Manufacturing Inc. “These technologies provide exact control of ratios ranging from 1-to-1 to 50-to-1.”
Air temperature can dramatically affect a material’s viscosity and its dispense requirements, according to Rodriguez. Lower temperatures in the morning will increase an adhesive’s viscosity and decrease flow, while higher afternoon temperatures will produce the opposite effect.
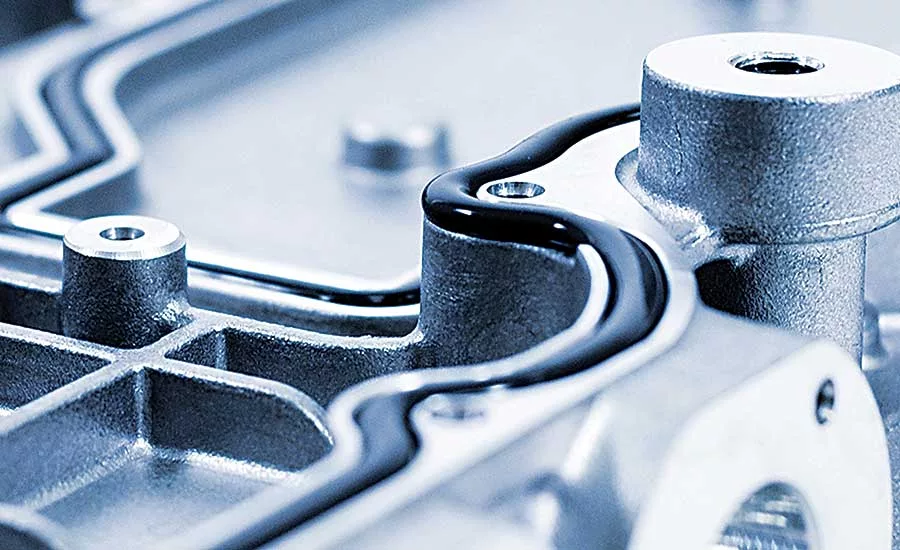
Hernon’s UV 702 adhesive can be used as a form-in-place gasket in oil and coolant systems, engine covers, oil pans and other fluid seal systems. It cures by electron beam or UV light in seconds after being dispensed, and adheres well to shaft seals, oil seals, metals, glass, ceramics and plastics. Amber in appearance, the material allows for precise dispensing and has a viscosity of 700 to 900 cps at 25 C. Rodriguez says that manufacturers often dispense the adhesive with the company’s Autosealer 4023 machine.
Material residue can build up in dispensing equipment over time and lessen productivity. This is particularly true for gelled or thick adhesives. One way to prevent this is allowing cold, bulk materials to reach room temperature before dispensing. Also, the pipeline and nozzle must be wide enough to transport and dispense the material, and the follower plate should always properly fit over the edge of the adhesive packaging.
Follow the Manual (Approach)
Low-volume applications are ideal for manual dispensing with a syringe that holds 3 to 55 cc of fluid. The operator simply pushes the plunger down until enough fluid is dispensed on the workpiece. Because the repeatability rate depends entirely on operator consistency, this method is suitable for applications where product yields below 80 percent are acceptable.
Manually dispensing one- or two-part material can be achieved using a single or dual cartridge placed in a gun-like holder. The cartridge contains 2 to 32 ounces of material and features a plastic stopper that must be cut with a sharp knife before attaching the dispensing nozzle.
A single 10- or 12-ounce cartridge usually fits in a regular caulking gun, but if the cartridge contains high-viscosity epoxies, it may be difficult to dispense by hand. A better option is to use a gun with a ratcheting device or a pneumatic model powered by compressed air. Dual plastic cartridges contain the material in ratio, and mixing is achieved by a static mixer.
Automatic Success
When necessary, syringes and cartridges can be mounted on a stationary holding device or a gantry-type Cartesian robot. The EV Series of automated XYZ dispensing systems from Nordson EFD offer precise fluid dispensing from a syringe barrel through a valve. All systems come with vision-guided DispenseMotion software that lets operators quickly create dispense patterns made of dots, lines, circles, arcs or compound arcs. A pencil camera verifies product presence, and a micro PC equipped with DispenseMotion software lets the operator control robot movement on any axis.
Work platforms range from 150 by 200 millimeters, to 570 by 500 millimeters, making them a good choice for batching or critical dispensing applications. The systems can be operated standalone or easily integrated with inline transfer systems, rotary tables and pallet assembly lines.
Nordson also has the Ultimus V dispenser. After an operator implements a programmed dot profile, the dispenser provides full electronic pressure regulation to keep the fluid dispensing process consistent from start to finish.
“Often times, the viscosity of premixed material in a syringe can quickly change, resulting in smaller dots as the syringe is emptied,” says Muccino. “This dispenser ensures that every dispensed dot is the exact same size until the syringe is empty.”
Semiautomatic time-pressure syringe dispensing (TPSD) offers high throughput and repeatability. This technique uses air pressure coupled with a time control. After the pressure and time are preset on the dispenser, the operator activates the dispense cycle by pressing a foot switch or finger switch. Fluid is forced out of the syringe, through the dispensing needle and onto the work surface.
Manufacturers frequently perform TPSD with benchtop machines for bonding, coating and sealing applications. This setup is also effective for dispensing solder paste on PCBs for rework.
On the downside, several variables can negatively impact the repeatability rate of this method. One variable is the syringe’s internal diameter. If it’s tapered too much, material shot size will decrease as it travels down toward the bottom.
The smaller the required shot size, the more difficult it is to dispense. Metering small precision shots through lengthy hoses is nearly impossible because of hose expansion and material properties. In addition, thixotropic materials and high viscosities can lead to dispensing either too much or too little material.
Consistent dispensing volume is one of the main advantages of using an automatic time-pressure valve system, which includes a pneumatic valve, a controller and a pressure reservoir. Material is dispensed using a pinch-tube, diaphragm, microshot-needle or spool valve.
High-volume specialty applications are best handled by large, robot-based dispensing systems. The P300HV from Scheugenpflug is specifically developed to dispense highly abrasive thermally conductive materials for the encapsulation of high-voltage automotive batteries. Brandon Zinn, lead engineer at Scheugenpflug USA, says the system was developed in response to the rapidly changing needs of automotive OEMs over the past few years.
The P300HV consists of a Dos HP dispenser and the PailFeed200 feeding system, and can dispense material at rates of up to 80 milliliters per second. The system is robust, easy to operate, and offers long service life and simple and fast maintenance. Zinn says that two feeding systems can be connected in series with the dispenser for continuous system operation.
Looking for a reprint of this article?
From high-res PDFs to custom plaques, order your copy today!







