Quality Assurance in Wire Harness Production
Manufacturing execution systems reduce error during manual assembly of automotive wire harnesses

Digitization is an integral aspect of modern vehicle technology. With each successive generation, the implementation of electronic technology continues to rise. Vehicles are full of electronics such as engine control systems, driver assistance systems and media centers. These electronic technologies are constantly advancing, as seen with the rise of the “connected car” and the emergence of autonomous driving.
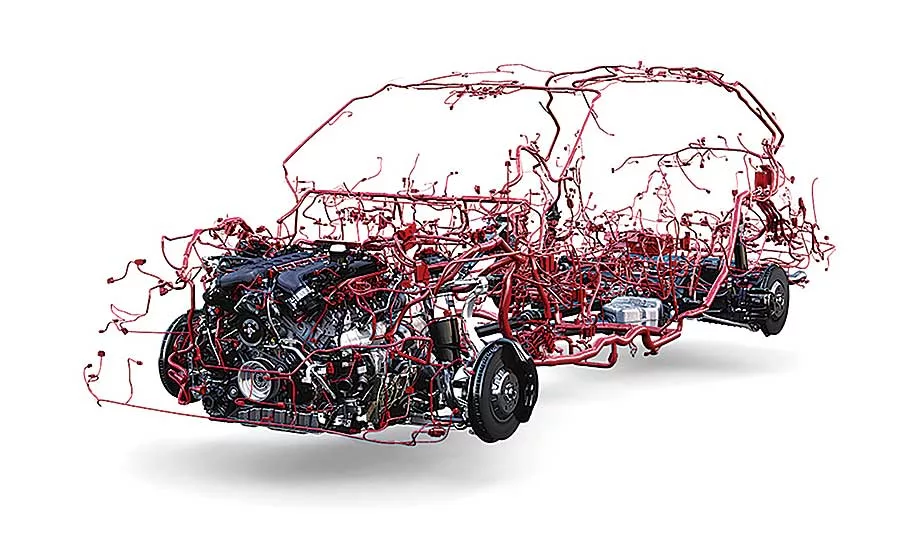
A core element of a vehicle’s electronics is the wire harness. It acts as a backbone connecting the digital components to each other, and to other components, such as the engine or chassis. It also supplies power to the additional onboard electronic systems.
The wire harness is also one of the most critical systems for vehicle efficiency and safety. Some malfunctions can be annoyance, like a stereo failure. More serious issues, such as the failure of driver assistance systems, can still be offset by an attentive driver. However, as autonomous vehicles become mainstream, failures will no longer be tolerable.
In this regard, quality requirements will increase dramatically. A wire break or a loose connection in a wire harness system would be more than an inconvenience, as it could mean life or death. Therefore, all systems connected by the wire harness must be designed with redundancy to ensure quality and vehicle safety.
Production of Automotive Wire Harnesses
For many automotive manufacturers, the wire harness for a particular vehicle is identical for all models produced. Every wire harness includes the wires for every possible option, regardless of whether the option was ordered with the vehicle. Other automotive manufacturers design and build their wire harnesses to only include those wires that are needed for the options ordered with the vehicle.
The reason for building more customized harnesses is the restricted space in the vehicle and the weight of the wires themselves. Automotive wire harnesses are not only long, but are also considerably heavy; many average 50 to 60 kilograms. Manufacturers must take advantage of opportunity to save weight and wire harnesses are no exception. This leads to wire harness systems being customized for each model instead of for the general vehicle.
The major international manufacturers of automotive wire harnesses, such as Delphi, Leoni and Yazaki, must provide the highest quality while being flexible to changes. Automotive wire harnesses are often produced in small batch sizes, sometimes in a batch size of one, without incurring any loss of quality.
Looking for quick answers on assembly and manufacturing topics? Try Ask ASM, our new smart AI search tool. Ask ASM
The production of automotive wire harnesses is labor-intensive. The manual labor portion accounts for up to 95 percent of the cost, which is why manufacturers are always looking for manufacturing sites in countries with low labor costs. To achieve this, large numbers of new employees have to be recruited and trained, which has an impact on efficiency and quality. Fault prevention is a key factor in manufacturing, as is total traceability.
Wire Harness Design
The process starts with design and development of the wire harness. The vehicle manufacturer provides the harness manufacturer with a 150-percent-drawing of the design of the on-board wiring system. The design includes all possible variants of the wire harness, based on all possible options for a particular vehicle model.
The engineers at the wire harness manufacturer use this drawing to create a production drawing, a work plan and corresponding parts lists. However, the vehicle manufacturer regularly issues schedule changes at very short intervals, sometimes daily, and the planning must be adjusted to each of these updates.
This activity is carried out mainly manually by relatively large teams. As is often the issue with manual activities carried out under time pressure, the error rate is high. Additionally, the manual implementation is contingent on individual working methods—depending on which engineer was working, a production plan may potentially look different. Also, the frequent changes to the drawings are not always managed and documented properly or in real time.
With all the possibilities for errors, it makes sense to use a software-controlled planning system. In such a system, the manufacturer can use a scripting language to specify rules which define how a production plan should be structured. The system can detail which steps are to be carried out mechanically, which depend on the respective machinery, and what production steps are to be carried out manually or semi-automatically.
The scripted rule could look like this:
“If single wire
and 0.35 < cross-section <
6 mm²
then use standard machine.”
Using such rules as a basis, the system reads the drawing of the automotive manufacturer, analyzes it and then generates production data, including the work plans and parts lists. In addition to saving time, the quality advantages are high due to the elimination of manual fault sources and the standardization of an implementation procedure.
Such software can also generate the production documents on the basis of a specific just-in-time delivery schedule. The appropriate wire harness is then produced and delivered just in time for a specific vehicle in a batch size of one.
MES and Production
Below the ERP level, the task of the manufacturing execution system (MES) is the control and documentation of the production of an automotive wire harness. However, as wiring harness production has many specific aspects, a “general” MES system cannot be used. For example, it would fail in the description of a wire harness with special electronics.
Some wiring harness manufacturers have developed their own MES systems. However, these custom-made software programs no longer fit when production processes or ERP systems change. Another issue is that know-how is often undocumented and linked to specific employees. Therefore, leading automotive wire harness manufacturers rely on systems that have been developed specifically for the wire harness industry.
Wire harnesses are produced in three phases: cutting, pre-assembly and final assembly.
Wire processing in the cutting area is highly automated. Cut, Strip and Terminate (CST) machines cut the wires to specific lengths, strip off the insulation, and apply seals and terminals. More complex machines can perform additional process steps, such as twisting wires. Wires produced in this way are grouped into bundles and made available to the next production step.
In a CST machine, the production rates are usually very high and the wires are sometimes very small in diameter. It is primarily the CST machine that ensures precision and quality but the MES also makes an important contribution by transferring control data, such as crimp data, directly to the connected machines.
The MES can confirm quality assurance process steps, such as scanning the barcodes for the wire and terminals, enforcing crimp height and pull tests, and monitoring tool maintenance cycles. To set up traceability, an MES assigns a unique identification code to each wire bundle produced and manages it continuously throughout its history.
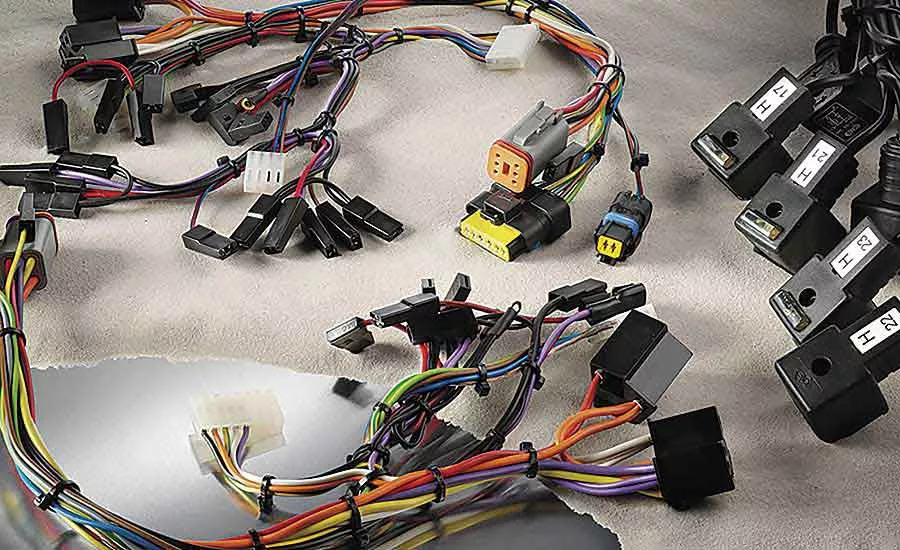
The next production phase of a wire harness, pre-assembly, is highly manual. In the first phase the wire bundles produced in the cutting area are assembled into simple kits using crimping, ultrasonic welding and twisting. The history is updated. When producing a kit, a new identification code is generated, and all components included in the kit are saved so that the history is complete.
Since manufacturers often relocate their production to low-cost labor countries, entire factories are built seemingly overnight and thousands of new employees must be recruited. The new employees’ lack of
relevant experience and technical qualifications signify high risks for product quality. The MES software places great emphasis on instructions to employees directly to minimize errors.
In the final assembly area, the wire harnesses are assembled on form boards. Generally, the wire harness boards are mounted on a moving assembly line where assembly personnel each mount one or more wires to the harness board. At each workstation, each employee must perform the correct work steps.
As the harnesses become more customized, the work steps can differ from wire harness to the next. This presents an opportunity for errors to be made. The MES controls this complex process with display monitors, which provide employees with detailed information on steps to be performed. Employees can also be prompted by the system to confirm certain steps, perform test steps or input QA relevant data. The software can provide a high level of quality in the manual processes.
The history is updated in the final assembly. The finished wire harness consists of hundreds or thousands of components, and the MES retains a complete history for each component. The system keeps track of which machine, which employee and which tools were used to produce the individual circuits and components for each wire harness.
This means that it can be subsequently determined which vehicles have wire harnesses built with wire from a specific batch. This also enables any repairs or recalls to be isolated and any product liability issues can be quickly clarified.
Quality control managed by software is essential for producing automotive wire harnesses in increasingly digitized vehicle technology. Otherwise, the necessary quality for the demanding task cannot be guaranteed. Traceability is key for ensuring product quality and managing product recalls—the use of a specialized MES is paramount.
Looking for a reprint of this article?
From high-res PDFs to custom plaques, order your copy today!







